Предлагаемое изобретение относится к технике изготовления зарядов ракетных двигателей из смесевого твердого топлива (СТТ) и предназначено для группового формования преимущественно среднегабаритных зарядов массой до ≈1000 кг в условиях малосерийного и серийного производства.
Известно устройство для формования зарядов из смесевого твердого топлива по заявке Франции №2415530, поданной 25.01.1978. Оно содержит вертикальную цилиндрическую емкость, поршень, стойку, верхнюю плиту и вертикально расположенные по периметру поршня формы для зарядов. В нижней части поршня предусмотрены отверстия для заполнения форм. Топливный состав перемешивают в цилиндрической емкости, после чего вводят в нее сверху поршень с формами. Формы заполняют, опуская поршень или поднимая цилиндрическую емкость. По окончанию заполнения поршень соприкасается с дном цилиндрической емкости, на которой расположен слой резины, препятствующий вытеканию топливного состава из формы. Затем топливный состав полимеризуют при повышенной температуре и извлекают заряды. Недостатком данной конструкции является то, что на каждую группу зарядов требуется отдельная цилиндрическая емкость, которая проходит в месте с формами цикл полимеризации. При серийном производстве зарядов требуется большое количество емкостей, что приводит к большой металлоемкости оборудования и крупным материальным затратам. Кроме того, между дном цилиндрической емкости и торцем поршня остается пленка отверженного состава, которую приходится счищать, что делает технологический процесс трудоемким и небезопасным.
Известна также установка для формования ракетных зарядов по патенту США №3807272, выданного 30.04.1974. Установка содержит поворотный стол с закрепленными на нем заполняемыми формами для зарядов, систему питающих труб (массопровод) для подачи топливного состава из расходной емкости в формы с помощью дозирующих цилиндров, средства для создания вакуума, связанные с системой питающих труб и с формами.
Недостатками этой конструкции являются:
- сложность конструкции массопровода, состоящего из большого количества труб, ответвлений (по количеству одновременно заполняемых изделий), дозирующих цилиндров. Значительные трудности возникают при чистке этих элементов массопровода по окончанию работ по заполнению;
- способ заполнения зарядов подачей в формы состава с верху под вакуумом, используемый на установке, вызывает появление прибыльных объемов, удаляемых механической обработкой, что повышает трудоемкость и опасность технологического процесса изготовления зарядов.
Более перспективной является установка автоматического заполнения зарядов ракетных двигателей из СТТ по патенту РФ №2191277, выданного 20.10.2002, принятая авторами за прототип. Установка предназначена для одиночного и группового формования малогабаритных зарядов в условиях серийного производства. В исполнении для группового формования установка содержит смонтированный на раме поворотный стол, на который устанавливается съемный барабан-ротор с размещенными в его направляющих подвижными кассетами с заполняемыми пресс-формами. Иглы пресс-форм выполнены подвижными и снабжены внизу клапанами-отсекателями. Массопровод подачи топливного состава в пресс-формы выполнен гибким и содержит размещенный на штоке гидроцилиндра поджима распределитель с каналами и заливочными наконечниками по количеству одновременно заполняемых пресс-форм.
Указанная установка обеспечивает безвакуумное формование в дистанционном режиме одиночным и групповым способами зарядов заданной геометрической формы без прибыльных объемов.
Основным недостатком установки автоматического заполнения по патенту №2191277 является:
- ограниченный диапазон использования. Применение установки по данному техническому решению является выгодным в условиях выпуска больших серий зарядов массой ≈100 кг для одиночного заполнения и примерно 25 кг - для группового заполнения. Дальнейшее увеличение массы, а соответственно и габаритов заполняемых зарядов приводит к пропорциональному росту габаритных размеров и металлоемкости основных элементов установки - барабанов, кассет, механизма поджима, гайковерта и т.д. Они становятся громоздкими, не удобными в эксплуатации. Из-за большой массы пресс-форм и соответственно барабанов и кассет усложняются транспортно-перегрузочные операции с заполненными пресс-формами, т.к. приходится применять транспортно-перегрузочные средства большей грузоподъемности.
Размещение в установке механизма перемещения игл - отсекателей пресс-форм (гайковерта) вверху (на верхней плите) затрудняет использование установки для заполнения различных по длине зарядов, т.к. требуется для каждого типоразмера заряда переналадка - перемещение вверх-вниз либо верхней плиты с гайковертом, либо механизма прижима, либо применение различных надставок. Соответственно требуется изменение по высоте барабанов.
Кроме того, затруднена эксплуатация массопровода - операции отсоединения от него распределителя и чистки этих каналов производятся вручную, что ухудшает условия безопасности ведения работ.
Технической задачей настоящего изобретения является устранение перечисленных недостатков, создание максимально унифицированного устройства, обеспечивающего групповое изготовление широкой номенклатуры зарядов: массой от 100 кг до ≈1000 кг, диаметром от 150 мм до ≈600 мм, длиной от 500 мм до ≈3000 мм; снижение трудоемкости технологического процесса изготовления зарядов.
Технический результат достигается тем, что в известном устройстве для формования зарядов ракетных двигателей, содержащем раму с размещенными на ней элементами крепления подвижных кассет с пресс-формами, массопровод с распределителем подачи топливного состава к пресс-формам, механизм поджима распределителя к пресс-формам, механизм открытия-закрытия отсекателей и систему управления, распределитель подачи топливного состава установлен неподвижно на раме тележки и выполнен в виде разъемного кольцевого коллектора, съемная крышка которого с выходными патрубками скреплена со штоком гидроцилиндра разъема, механизм поджима пресс-форм к патрубкам распределителя и механизм открытия-закрытия отсекателей совмещены в один узел, размещенный в центре рамы тележки соосно с распределителем, состоящий из двух коаксиальных цилиндров, шток внешнего из которых имеет на нижнем конце фланец с опорными стойками под кассету, на верхнем - поворотную зубчатую втулку, образующую со шлицевым упором основания кассеты осевое замковое соединение, а поршень внутреннего гидроцилиндра установлен в штоке внешнего и соединен вверху со штангой кассеты захватом, содержащим наконечник с радиальным отверстием и палец.
Предложенное конструктивное исполнение устройства позволяет обеспечить дистанционное групповое безвакуумное формование в широком диапазоне номенклатур среднегабаритных зарядов ракетных двигателей в условиях серийного и малосерийного производства.
Сущность изобретения предлагаемой конструкции устройства группового формования зарядов ракетных двигателей поясняется следующим чертежом, где показан общий вид устройства в разрезе:
1 - рама тележки;
2 - массопровод;
3 - распределитель;
4 - механизм поджима пресс-форм и управления отсекателями;
5 - пресс-форма;
6 - кассета;
7 - гидроцилиндр опорный;
8 - основание коллектора;
9 - крышка-плита коллектора;
10 - патрубок выходной;
11 - прокладка уплотнительная;
12 - болт;
13 - шток;
14 - поршень опорного гидроцилиндра;
15 - стержень направляющий;
16 - гидроцилиндр внешний;
17 - шток внешнего гидроцилиндра;
18 - поршень внутреннего гидроцилиндра;
19 - шток управления отсекателями;
20 - крышка внутреннего гидроцилиндра;
21 - стойка;
22 - плита;
23 - подпятник;
24 - зубчатая поворотная втулка;
25 - штифт;
26 - втулка неподвижная;
27 - пластина;
28 - датчик положения "кассета поджата";
29 - датчик положения "кассета отжата";
30 - игла-отсекатель пресс-формы;
31 - наконечник;
32 - палец;
33 - пластина;
34 - датчик положения "отсекатель открыт";
35 - датчик положения "отсекатель закрыт";
36 - датчик давления;
37 - болт.
Устройство группового формования зарядов смонтировано на раме тележки 1 и состоит из массопровода 2 с распределителем 3 и механизма поджима пресс-форм и управления отсекателями 4.
Массопровод 2 предназначен для подачи топливного состава от расходной емкости через распределитель 3 в пресс-формы 5, собранные в кассете 6. В качестве расходной емкости может быть использован смеситель непрерывного действия (СНД) или съемный корпус смесителя периодического действия с поршневой гидравлической системой вытеснения топливного состава.
Распределитель 3 размещен на опорном гидроцилиндре 7 и выполнен в виде кольцевого разъемного коллектора, состоящего из основания 8 и съемной крышки-плиты 9, на которой размещены выходные патрубки 10 с уплотнительными прокладками 11 для стыковки с нижними крышками заполняемых пресс-форм. Съемная крышка-плита 9 скреплена болтами 12 со штоком 13 поршня 14 опорного гидроцилиндра 7, обеспечивающего дистанционное раскрытие коллектора распределителя 3 для его чистки после окончания процесса формования. Ориентация пресс-форм 5 относительно выходных патрубков 10 распределителя осуществляется с помощью направляющего стержня 15, закрепленного на крышке-плите 9 и входящего в отверстие основания кассеты 6 при ее установке на устройство.
Механизм поджима пресс-форм и управления отсекателями 4 размещен в центре крышки-плиты 9 соосно с распределителем 3 и состоит из двух коаксиальных гидроцилиндров - внешнего 16, шток 17 которого является внутренним гидроцилиндром, имеющим поршень 18 со штоком 19 управления отсекателями пресс-форм. На нижней части штока 17 установлена крышка 20 со стойками 21, несущими плиту 22 с опорными подпятниками 23 под кассету 6. На верхнем конце штока 17 установлена зубчатая поворотная втулка 24 со штифтом 25, входящим в профильный паз неподвижной втулки 26, закрепленной на крышке-плите 9, являющейся одновременно крышкой внешнего гидроцилиндра 16. При перемещении штока 17 вниз (вверх) зубчатая втулка 24 разворачивается за счет движения штифта 25 по профильному пазу неподвижной втулки 24. Последняя ориентирована в угловом расположении профильного паза под штифт относительно направляющего стержня 15 таким образом, что в верхнем положении штока 17 обеспечивается совмещение выступов (зубьев) поворотной втулки 24 с пазами шлицевого упора "А" основания кассеты, а в нижнем положении - совмещение выступов поворотной втулки с выступами шлицевого упора основания кассеты. В нижнем положении штока 17 происходит смыкание осевого замкового соединения штока с кассетой 6, которое обеспечивает поджим нижних крышек пресс-форм 5 к выходным патрубкам 10 распределителя. На плите 22 закреплена пластина 27, замыкающая датчики 28 и 29, которые фиксируют соответственно "поджатое" или "отжатое" положение кассеты с пресс-формами.
Шток 19 внутреннего гидроцилиндра 17 предназначен для перемещения игл-отсекателей 30 пресс-форм 5. На верхнем конце штока имеется наконечник 31 с радиальным отверстием, который пальцем 32 соединен со штангой кассеты 6, связанной с иглами-отсекателями пресс-форм. Конструкция элементов кассеты для передачи движения от штока внутреннего гидроцилиндра на иглы-отсекатели 30 пресс-форм может быть различной в зависимости от особенностей конструкции пресс-формы. При перемещении штока 19 вверх производится подъем игл - открытие отсекателей пресс-форм, при перемещении вниз - опускание игл - закрытие отсекателей. На нижнем конце штока закреплена пластина 33, замыкающая датчики 34 или 35, фиксирующие "открытое" или "закрытое" положение отсекателей пресс-форм.
Работа установки группового формования зарядов ракетных двигателей производится в следующей последовательности.
Механизм поджима пресс-форм и управления отсекателями приводится в исходное положение, при котором шток 17 внешнего гидроцилиндра с крышкой 20 и опорными стойками 21 переводится в верхнее крайнее положение, а шток 19 внутреннего гидроцилиндра - в нижнее крайнее положение. Конечные выключатели 29 и 35 замкнуты, на пульте управления срабатывают сигналы "кассета отжата" и "отсекатели закрыты". Кассета с пресс-формами перегружается с транспортной платформы на устройство для формования, ориентируется отверстием в основании по направляющему стержню 15 и устанавливается на подпятники 23 плиты 22. При этом зубчатая поворотная втулка 24 входит в полость основания кассеты 6, ее выступы проходят через пазы шлицевого упора "А" и располагаются над ним, а нижние крышки пресс-форм находятся строго по осям выходных патрубков 10 распределителя. Устанавливается палец 32 в отверстия штанги кассеты и наконечника 31 штока 19 внутреннего гидроцилиндра - производится сцепление штанги кассеты с штоком управлением отсекателями пресс-форм.
Дистанционно, подачей давления масла в полость "Б" внешнего гидроцилиндра 16, дается перемещение штока 17 вниз. При этом производится опускание кассеты на подпятниках 23 плиты 22 и одновременно поворот зубчатой втулки до совмещения ее выступов с выступами шлицевого упора "А" основания кассеты. После того как горловины нижних крышек пресс-форм коснутся уплотнительных прокладок 11 выходных патрубков 10 распределителя, опускание кассеты прекращается и при дальнейшем движении штока 17 вниз подпятники 23 плиты 22 отойдут от основания кассеты, а выступы зубчатой втулки войдут в контакт с выступами шлицевого упора "А" кассеты - произойдет смыкание осевого замкового соединения штока 17 с кассетой и далее - прожим уплотнительных прокладок 11 и герметизация стыков нижних крышек пресс-форм с патрубками 10 распределителя. Конечный датчик 28 замыкается, - на пульте срабатывает сигнал "кассета поджата".
Дистанционно, подачей давления масла в полость "В" внутреннего гидроцилиндра дается перемещение штока 19 вверх, - производится открытие отсекателей пресс-форм. Датчик 34 замыкается, - на пульте срабатывает сигнал "отсекатели открыты". Положение элементов устройства для формования перед началом заполнением показано на фиг.1.
Включается подача топливного состава в массопровод, - масса по внутренней полости коллектора поступает к выходным патрубкам 10 распределителя и далее - в заполняемые пресс-формы.
Окончание процесса заполнения определяется с помощью датчика 36 по достижению требуемого давления топливного состава в пресс-формах и массопроводе 2.
Дистанционно, подачей давления масла в полость "Г" внутреннего гидроцилиндра дается перемещение штока 19 вниз для закрытия отсекателей пресс-форм. Закрытое положение отсекателей фиксируется датчиком 35, срабатывает сигнал на пульте управления "отсекатели закрыты".
Далее отключается подача топливного состава в массопровод и дается команда на отжим кассеты с пресс-формами - подается давление масла в полость "Д" внешнего гидроцилиндра 16, при движении штока 17 вверх выступы поворотной втулки 24 отходят от шлицевого упора "А" кассеты, далее стойки 21 поднимают кассету - происходит отсоединение нижних крышек пресс-форм от патрубков 10 распределителя с последующим разворотом зубчатой втулки до совмещения ее выступов с пазами шлицевого упора кассеты. В конце хода штока 17 замыкается датчик 29, - на пульте срабатывает сигнал "кассета отжата".
Далее кассету с заполненными пресс-формами перегружают с устройства для формования на транспортное устройство и отправляют на полимеризацию топливного состава.
После окончания процесса заполнения всех пресс-форм из партии (окончание пуска) отсоединяют массопровод 2 от распределителя 3, отворачивают болты 37 крепления съемной крышки-плиты 9 к основанию 8 коллектора. Дистанционно, подачей давления масла в полость "Е" гидроцилиндра 7 отсоединяют крышку плиты 9 от основания коллектора на величину хода поршня 14, далее производят чистку полости основания 8 от остатка топливной массы.
Таким образом, применение устройства для группового формования зарядов по предлагаемому техническому решению позволяет значительно расширить номенклатуру формуемых зарядов, различных по массе и габаритам. Размещение механизма управления отсекателями пресс-форм в нижней части устройства и совмещение его с приводом поджима пресс-форм снимает ограничение заполняемых зарядов по высоте; устройство по сравнению с известными становится более компактным, значительно меньше по габаритам, удобным в эксплуатации. Выполнение распределителя в виде кольцевого коллектора со съемной от гидропривода крышкой позволяет улучшить условия эксплуатации устройства за счет дистанционного выполнения небезопасной операции разборки распределителя для чистки.
Предлагаемое устройство для группового формования зарядов ракетных двигателей изготовлено и прошло опытную проверку с положительным результатом на Пермском заводе им. С.М. Кирова.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДОТОПЛИВНЫЙ ЗАРЯД ДЛЯ РАКЕТНОГО ДВИГАТЕЛЯ АВИАЦИОННОЙ РАКЕТЫ И УСТРОЙСТВО ДЛЯ ЕГО ФОРМОВАНИЯ | 2014 |
|
RU2564745C1 |
| УСТАНОВКА АВТОМАТИЧЕСКОГО ЗАПОЛНЕНИЯ ЗАРЯДОВ РАКЕТНЫХ ДВИГАТЕЛЕЙ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2001 |
|
RU2191277C2 |
| СПОСОБ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТОГО СОСТАВА И ФОРМОВАНИЯ ИЗ НЕГО ИЗДЕЛИЯ | 2004 |
|
RU2276125C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ИЗ СМЕСЕВОГО ТВЁРДОГО РАКЕТНОГО ТОПЛИВА | 2002 |
|
RU2226520C2 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ БОЕПРИПАСОВ ПОРОШКООБРАЗНЫМИ ВЗРЫВЧАТЫМИ СОСТАВАМИ | 2010 |
|
RU2520585C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ВЗРЫВЧАТОГО СОСТАВА | 2007 |
|
RU2346918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТЕРМОРЕАКТИВНОГО ПОЛИМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2314280C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЫСТРОТВЕРДЕЮЩИХ СМЕСЕЙ | 1991 |
|
RU2005611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 1999 |
|
RU2167135C2 |
Устройство группового формования относится к технике изготовления зарядов ракетных двигателей из смесевого твердого топлива, смонтировано на раме тележки и содержит подвижную кассету с заполняемыми пресс-формами, массопровод с распределителем подачи топливного состава к пресс-формам, механизм поджима пресс-форм к патрубкам распределителя. Распределитель выполнен в виде кольцевого разъемного коллектора, съемная крышка которого с выходными патрубками скреплена со штоком гидроцилиндра. Механизм поджима пресс-форм и управления отсекателями выполнен в виде двух коаксиальных гидроцилиндров, шток внешнего из которых имеет на нижнем конце фланец с опорными стойками под кассету, а на верхнем - зубчатую поворотную втулку осевого замкового соединения штока с кассетой. Поршень внутреннего гидроцилиндра установлен в штоке внешнего и снабжен вверху наконечником, связывающим его через штангу кассеты с отсекателями пресс-форм. Устройство обеспечивает в дистанционном полуавтоматическом режиме безвакуумное формование среднегабаритных зарядов ракетных двигателей в большом диапазоне номенклатуры. 1 ил.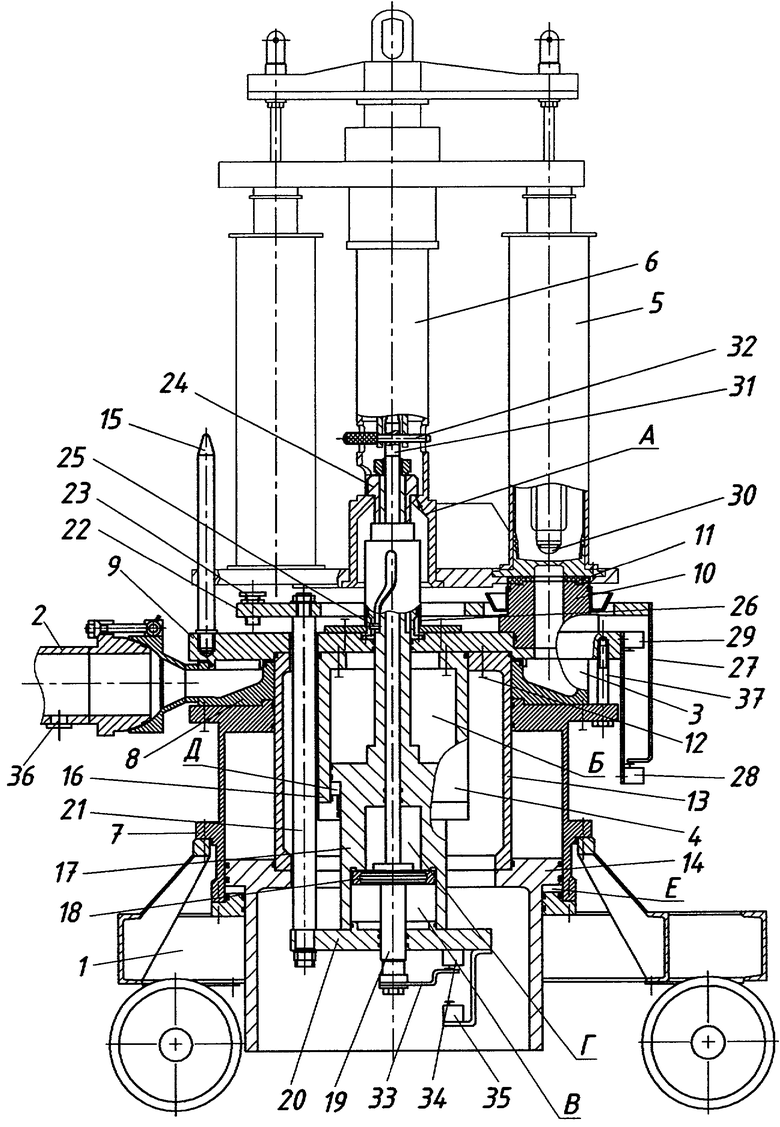
Устройство группового формования зарядов ракетных двигателей из смесевого твердого топлива, содержащее раму тележки с размещенными на ней подвижными кассетами с пресс-формами, массопровод с распределителем подачи топливного состава к пресс-формам, механизм открытия-закрытия отсекателей и систему управления, отличающееся тем, что распределитель подачи топливного состава установлен на раме тележки неподвижно и выполнен в виде разъемного кольцевого коллектора, съемная крышка которого с выходными патрубками скреплена со штоком гидроцилиндра разъема, механизм поджима пресс-форм к выходным патрубкам распределителя и механизм открытия-закрытия отсекателей совмещены в один узел, размещенный в центре рамы тележки соосно с распределителем и состоящий из двух коаксиальных гидроцилиндров, шток внешнего из которых имеет на нижнем конце фланец с опорными стойками под кассету, а на верхнем конце - поворотную зубчатую втулку, образующую со шлицевым упором основания кассеты осевое замковое соединение, при этом поршень внутреннего гидроцилиндра установлен в штоке внешнего гидроцилиндра и соединен вверху со штангой кассеты захватом, содержащим наконечник с радиальным отверстием и палец.
| УСТАНОВКА АВТОМАТИЧЕСКОГО ЗАПОЛНЕНИЯ ЗАРЯДОВ РАКЕТНЫХ ДВИГАТЕЛЕЙ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2001 |
|
RU2191277C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ОБРАЗЦОВ ТВЕРДОГО ТОПЛИВА | 2003 |
|
RU2245313C1 |
| US 3807272 А, 30.04.1974. | |||

