Перекрестная ссылка на связанные заявки
В настоящей заявке заявлен приоритет предварительной заявки с регистрационным номером 60/478,520, поданной 13 июня 2003 г.
Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к прокатным станам, в которых происходит непрерывная горячая прокатка заготовок с получением удлиненных продуктов, и, в частности, относится к способу и устройству, предназначенным для временного прерывания прохождения таких продуктов между расположенными вверх по потоку и вниз по потоку проходами в прокатном стане.
Уровень техники
Используемый здесь термин "удлиненные продукты" включает бруски, стержни и т.п. и не включает плоские продукты, в качестве примеров которых можно привести листы и полосы.
Настоящее изобретение можно использовать для решения проблем, возникающих при работе прокатного стана, используемого для обработки цветных и черных металлов. Например, в прокатном стане для обработки цветных металлов, в котором используют системы "разлива вверх", разливаемый продукт подают вверх из разливочного колеса. Такая конструкция имеет преимущество, состоящее в обеспечении возможности получения продуктов высокого качества, содержащих минимальные количества оксидов. Однако это преимущество в некоторой степени компенсируется малой скоростью подачи порядка 0,9-3,0 м/мин. Проблемы, связанные с потерями тепла продукта и трещинами от нагревания валков, не позволяют подавать такие медленно перемещающиеся отливаемые продукты непосредственно в прокатный стан.
Поэтому существует потребность в разработке способа и устройства, которые позволяли бы обеспечить работу систем с разливом вверх с относительно малыми скоростями подачи, установленных последовательно с прокатными станами, имеющими более высокую скорость приема заготовок.
Другие проблемы возникают в прокатных станах, работающих с черным металлом, в которых обычно заготовки нагревают до повышенной температуры прокатки в печи. Нагретые заготовки затем подвергают непрерывной прокатке в последовательно установленных секциях черновой обработки, промежуточной и окончательной обработки прокатного стана, причем в каждой секции установлено множество прокатных клетей. Для более крупных готовых продуктов весь прокатный стан может обычно работать с максимальной загрузкой печи или близкой к максимальной загрузке. Однако, когда на прокатном стане обрабатывают готовые продукты меньших размеров, например круглый профиль 5,5 мм, производительность секции окончательной обработки часто уменьшают до уровня гораздо ниже производительности печи и секций черновой и промежуточной обработки. В этих условиях работа секций черновой и промежуточной обработки может быть замедлена для обеспечения соответствия производительности секции окончательной обработки, но при этом существуют пределы, за которыми такое замедление становится непрактичным. Это, в свою очередь, возникает из-за того, что приемлемая процедура прокатки определяет, что нагретые заготовки должны быть поданы в первую клеть секции черновой обработки с определенной минимальной скоростью подачи, ниже которой могут произойти чрезмерные потери тепла, и могут образовываться трещины от нагрева рабочих валков.
В других случаях, например, когда выполняют с высокой скоростью прокатку инструментальной стали или сплавов на основе никеля, требуется обеспечить более высокую скорость подачи для предотвращения чрезмерного охлаждения заготовки, в то время как требуются более низкие скорости окончательной обработки для предотвращения чрезмерного выделения тепла, которое может привести к расплавлению сердечника и образованию поверхностных трещин продукта.
Для обеспечения возможности прокатки при максимальной скорости подачи прокатного стана и безопасной скорости приема размер заготовки может быть уменьшен. Однако для этого может потребоваться разработать новые конструкции прохода для прокатных клетей, другие направляющие, снизить вес рулона законченного продукта и уменьшить производительность. Необходимость складирования заготовок с разными размерами могла бы создать дополнительные проблемы.
Таким образом, в прокатных станах, работающих с черными металлами, также существует потребность в разработке способа и устройства, которые позволили бы обеспечить прокатку продуктов с меньшими размерами при поддержании скоростей подачи прокатного стана на уровне приемлемого минимума или выше без необходимости уменьшения размера обрабатываемых заготовок и, предпочтительно, при обеспечении возможности продолжить прокатку на прокатном стане с производительностью, близкой к максимальной.
Сущность изобретения
В соответствии с настоящим изобретением предложены способ и устройство для временного прерывания прохождения удлиненных продуктов между расположенными вверх по потоку и вниз по потоку проходами в прокатном стане.
В способе временного прерывания прохождения удлиненного продукта между расположенными вверх по потоку и вниз по потоку проходами в прокатном стане, включающем подачу продукта, проходящего по расположенному вверх по потоку проходу, на цилиндрический барабан, вращение указанного барабана в одном направлении для наматывания и накопления на нем продукта в виде последовательного множества витков, переключение направления вращения барабана на обратное для размотки накопленного продукта и подачу продукта, разматываемого с указанного барабана, в расположенный вниз по потоку проход, согласно изобретению, продукт наматывают на барабан и разматывают в соответствующих местах барабана, разнесенных по его окружности, расположенных на общем горизонтальном уровне, а барабан в процессе его вращения возвратно-поступательно перемещают в осевом направлении, перпендикулярном указанному уровню. При этом продукт принудительно направляют на барабан и принудительно снимают с барабана.
Рекомендуется продукт направлять и снимать с помощью приводимого во вращение блока заправочного валка, который перемещают вокруг окружности барабана между указанными местами намотки и размотки для выполнения наматывания продукта на барабан и разматывания с него.
Предпочтительно продукт подавать на указанный барабан и снимать с него с разными скоростями.
Предложено устройство для временного прерывания прохождения удлиненного продукта между расположенными вверх по потоку и вниз по потоку проходами в прокатном стане, содержащее цилиндрический барабан, установленный между проходами, средство подачи продукта на барабан и подачи продукта, разматываемого с барабана, в расположенный вниз по потоку проход, средство вращения барабана в одном направлении для накопления на нем продукта в виде множества витков и для переключения направления вращения указанного барабана на обратное для размотки накопленного на нем продукта, в котором, согласно изобретению, барабан выполнен с возможностью намотки на него и размотки продукта в соответствующих местах барабана, разнесенных по его окружности, расположенных на общем горизонтальном уровне, и снабжено посредством возвратно - поступательного перемещения барабана в процессе его вращения при намотке на барабан и размотке с него, в осевом направлении, перпендикулярном указанному горизонтальному уровню. При этом средство подачи выполнено с возможностью принудительного перемещения указанного продукта. Кроме того, средство подачи содержит одиночный приводной блок заправочного валка и средство перемещения блока заправочного валка по траектории барабана между указанными местами намотки и размотки.
Предпочтительно блок заправочного валка выполнен с возможностью движения в направлении для подачи продукта на барабан и в обратном направлении для подачи продукта, разматываемого с барабана, в расположенный вниз по потоку проход.
Продукты подают из расположенного вверх по потоку прохода в промежуточное перемоточное устройство с цилиндрическим барабаном, и барабан вращается в одном направлении для накопления продукта в виде множества витков. Направление вращения барабана затем переключают на обратное для размотки и подачи накопленного продукта в пункт, расположенный вниз по потоку обработки.
В устройстве описанного выше прокатного стана, работающего с цветными металлами, несколько систем разлива вверх соединены с одним прокатным станом. На выходе каждой системы разлива вверх продукт подают в промежуточное перемоточное устройство, в соответствии с настоящим изобретением, при относительно малой скорости разлива систем разлива вверх, и временно накапливают перед подачей в прокатный стан с более высокой скоростью приема. Работу систем разлива организуют ступенчато для обеспечения, по существу, постоянной подачи разливаемых продуктов в прокатный стан.
В описанном выше устройстве прокатного стана для черных металлов продукты, поступающие из промежуточной секции прокатного стана, поочередно подают с переключением в множество промежуточных перемоточных устройств в соответствии с настоящим изобретением. Продукт из каждого промежуточного перемоточного устройства поступает в отдельную секцию окончательной обработки прокатного стана. Продукты, принимаемые при относительно высокой скорости подачи секции промежуточной обработки прокатного стана, поочередно временно накапливают в множестве промежуточных перемоточных устройств перед подачей с более низкими скоростями в соответствующие секции окончательной обработки.
Поочередное использование множества секций окончательной обработки прокатного стана, подачу в каждую из которых выполняют с помощью промежуточного перемоточного устройства, в соответствии с настоящим изобретением, обеспечивает возможность прокатки продуктов с меньшими размерами без необходимости снижения производительности печи или уменьшения размеров прокатываемых заготовок.
Эти и другие свойства и преимущества настоящего изобретения будут более подробно описаны со ссылкой на прилагаемые чертежи, на которых:
Краткое описание чертежей
На фиг.1 показан вид сверху конструкции прокатного стана для цветных металлов, в котором используют промежуточное перемоточное устройство, в соответствии с настоящим изобретением;
на фиг.2 показан вид сбоку с разрезом одной из систем разлива вверх и ее соединение с прокатным станом;
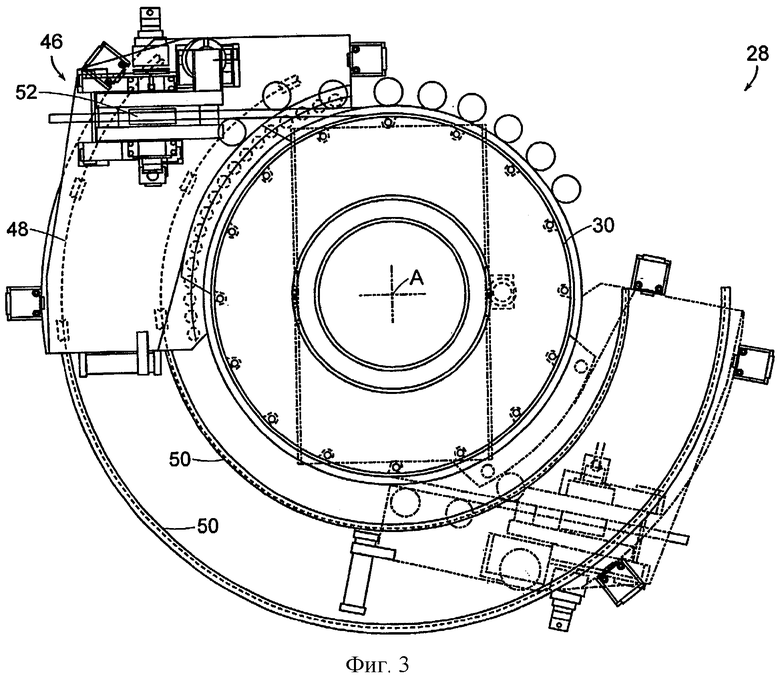
на фиг.3 показан вид сверху с увеличением одного из промежуточных перемоточных устройств, обозначенных на фиг.1 и 2;
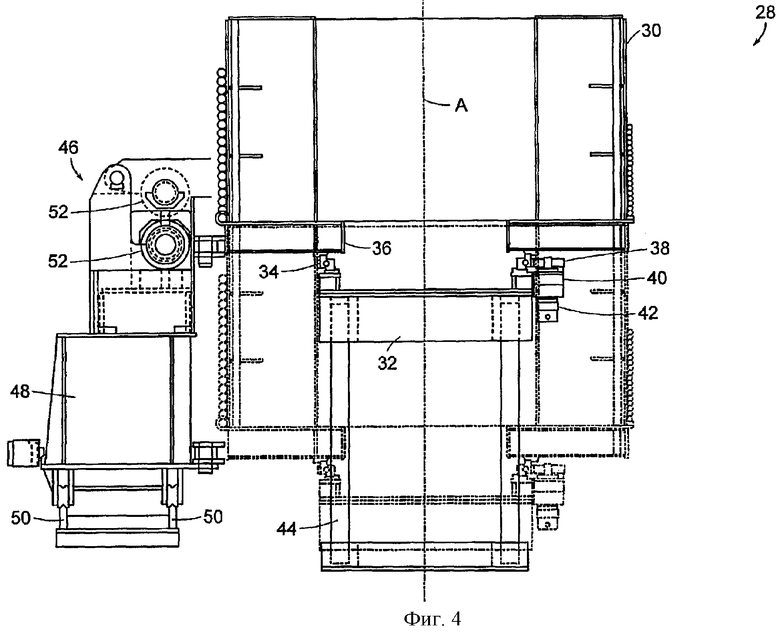
на фиг.4 показан вид в вертикальном разрезе промежуточного перемоточного устройства, показанного на фиг.3;
на фиг.5 показан пример временной последовательности для конструкции прокатного стана, показанной на фиг.1-4;
на фиг.6 показан вид в плане варианта выполнения прокатного стана для прокатки черных металлов, в котором выполнена концепция в соответствии с настоящим изобретением; и
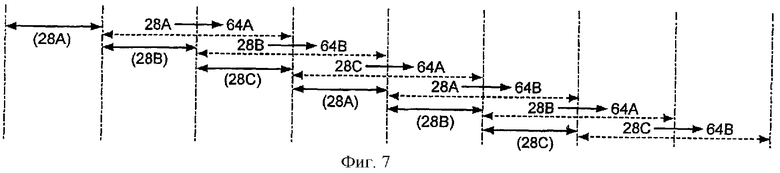
на фиг.7 представлен пример временной последовательности для конструкции прокатного стана, показанной на фиг.6.
Подробное описание изобретения
Рассмотрим вначале фиг.1 и 2, на которых конструкция прокатного стана включает множество систем 10А, 10В и 10С разлива вверх, соединенных, соответственно, с линиями подачи, в общем, обозначенными позицией 12, в общий прокатный стан 14, работающий с одной непрерывной заготовкой.
Можно использовать системы 10А, 10В и 10С разлива вверх любого известного типа, такие как поставляются компанией International Metal & Chemical Group of Jenkintown, штат Пенсильвания. Каждая из систем разлива вверх сконструирована для направления отливаемого продукта вверх вдоль изогнутой траектории 16 для подачи его через рабочую зону ножниц 18 на стол 20 выброса, установленный на входном конце соответствующей линии подачи.
Как показано на фиг.2, стол 20 выброса можно шарнирно регулировать между горизонтальным положением, которое показано сплошными линиями, и приподнятым положением стола 20', которое показано пунктирными линиями. Когда стол находится в горизонтальном положении, он установлен для подачи продукта в проход 22, расположенный "в верх по потоку", определяемый последовательностью роликовых проводок. В приподнятом положении стол выгрузки сконструирован для обеспечения подачи отливаемого продукта вниз по желобу 24 в бункеры 26 отбракованного продукта. Продукт, направляемый по направлению вниз, разрезают с помощью ножниц 18 на куски требуемой для отбракованного продукта длины.
Каждый из расположенных "в верх по потоку" проходов 22 приводит к промежуточному перемоточному устройству 28. Как можно видеть на фиг.3 и 4, каждое промежуточное перемоточное устройство содержит цилиндрический барабан 30, установленный на платформе 32 подъемника, с возможностью вращения вокруг вертикальной оси А. Круглое кольцо 34 с наружными зубьями, установленное в основании 36 барабана 30, соединено с ведущей шестерней 38, установленной на выходном валу шестеренчатого редуктора 40, приведение в действие которого, в свою очередь, осуществляется с помощью гидравлического двигателя 42 или подобного устройства. Двигатель 42 может работать для вращения барабана 30 как в направлении по часовой стрелке, так и против часовой стрелки.
Платформу 32 подъемника можно регулировать по высоте с использованием известного механизма, такого, как, например, подъемный стол 44 с механизмом типа ножниц, поставляемый компанией Southworth Falmouth, штат Мэн.
Каждое промежуточное перемоточное устройство 28 дополнительно содержит блок 46 заправочного валка, установленный на каретке 48, которая может перемещаться вокруг оси А барабана по изогнутым направляющим рельсам 50. Блок 46 заправочного валка содержит приводимые заправочные валки 52, сконструированные и установленные так, что они обеспечивают захват и протяжку отливаемого продукта.
Расположенный вниз по потоку проход 54 сформирован в виде другой последовательности роликовых проводок, проходящей от каждого промежуточного перемоточного устройства 28 в рабочую зону приемного переключателя 56. Переключатель 56 выполнен шарнирно регулируемым для обеспечения возможности избирательного подключения для непосредственной подачи продукта из одного из расположенных вниз по потоку проходов 54 в прокатный стан 14.
В качестве примера рассмотрим работу одной из систем 10А, 10В или 10С разлива вверх, в которой во время запуска и до стабилизации размеров отливаемого продукта соответствующий стол 20 выброса поднимают для подачи отбракованного продукта, разделяемого ножницами 18, вниз в бункеры 26. При получении приемлемого продукта стол выброса опускают в горизонтальное рабочее положение, и отливаемый продукт направляют вперед по расположенному вверх по потоку проходу 22 в промежуточное намоточное устройство 28 для намотки на барабан 30. Соответствующий блок 46 заправочного валка обеспечивает постоянную подачу продукта в барабан, и барабан вращается со скоростью наружного контура, соответствующей скорости подачи разливочного устройства, которая постепенно уменьшается в ходе процесса намотки, с уменьшением скорости, приблизительно соответствующей диаметру одной заготовки продукта на оборот барабана.
Когда через ножницы 18 проходит заданный вес одного рулона, ножницы включают для обрезания заготовки, и скорость вращения барабана увеличивают для быстрого вывода остатка отрезанной длины продукта из расположенного вверх по потоку прохода 22. Вращение барабана останавливают, когда хвостовик отрезанной длины продукта поступает в блок 46 заправочного валка.
Барабан 30 затем поворачивают в противоположном направлении приблизительно на 180°, с соответствующим перемещением каретки 48 по направляющим рельсам 50 для переустановки заправочного валка 46 с совмещением с расположенным вниз по потоку проходом 54. Блок заправочного валка затем работает в обратном направлении для размотки продукта из барабана со скоростью, соответствующей скорости приема прокатного стана 14, которая обычно составляет приблизительно 18,3 м/мин. Переключатель 56 направляет разматываемый продукт в первую клеть прокатного стана.
Роликовые проводки, образующие расположенные вверх по потоку и вниз по потоку проходы 22, 54 и барабаны 30 могут быть нагреваемыми, и дополнительный индукционный нагреватель 58 и окалиноломатель 60 могут быть установлены между переключателем 56 и первой клетью прокатного стана 14.
На фиг.5 показан пример временной ступенчатой последовательности работы установки для компоновки прокатного стана, показанной на фиг.1-4. Предположим, что каждая система 10А, 10В, 10С разлива производит 4540 кг разливаемого продукта диаметром 6,35 см и длиной 161 м в течение периода разлива - 100 минут. Также предположим, что устройство разлива вверх имеет скорость разлива 1,5 - 2,4 м/мин, и скорость приема прокатного стана составляет 18,3 м/мин.
После разрезания продукта с помощью ножниц 18 необходим период времени одна минута и пятнадцать секунд для того, чтобы убрать отрезанный продукт из расположенного вверх по потоку прохода 22. Еще одну минуту и сорок секунд используют для переориентации барабана 30 и каретки 48 для совмещения блока 46 заправочного валка с расположенным вниз по потоку проходом 54. Подача по роликовому конвейеру продукта в прокатный стан занимает двадцать пять секунд, и прокатка смотанного в рулон продукта занимает восемь минут и сорок пять секунд. Еще одна минута и сорок секунд требуется для возврата барабана и блока заправочного валка в положение приема следующей длины продукта. Таким образом, общее время от момента разрезания ножницами 18 и до возврата барабана и блока заправочного валка в приемное положение составляет тринадцать минут и сорок пять секунд. Время, требуемое для подачи ведущего конца следующей длины продукта в блок 46 заправочного валка, составляет четырнадцать минут и шестнадцать секунд.
Поэтому можно видеть, что благодаря ступенчатой установке последовательности работы системы 10В разлива на четырнадцать минут и шестнадцать секунд и системы 10С разлива на удвоенное значение этого времени прокатный стан может работать последовательно непрерывно при скорости приема 18,3 м/мин, которая существенно выше, чем скорость подачи 1,5-2,4 м/мин системы разлива.
В примере устройства прокатного стана для черных металлов, представленного на фиг.6, переключатель 56' направляет заготовки требуемой длины горячекатанного продукта, поступающего из последнего прокатной клети 62 секции промежуточной обработки прокатного стана, избирательно вдоль расположенных вверх по потоку проходов 22' в три промежуточные перемоточные устройства 28А, 28В и 28С. Промежуточное перемоточное устройство 28А установлено для направления выходящего из него продукта по проходу P1 в секцию 64А окончательной обработки прокатного стана и поочередно в секцию 64В окончательной обработки по проходу P1'. Аналогично промежуточное перемоточное устройство 28В установлено для направления выходящего из него продукта по проходу P2 в секцию 64В окончательной обработки прокатного стана и поочередно в секцию 64А прокатного стана по проходу Р2'. Промежуточное перемоточное устройство 28С установлено для подачи заготовки в секцию 64А окончательной обработки прокатного стана по проходу P2' или секцию 64В окончательной обработки прокатного стана по проходу P1'.
Обычно, когда прокатный стан устанавливают для прокатки продукта малого диаметра, например прутка диаметром 5,5 мм, максимальная скорость V1 подачи прокатной клети 62 превышает максимальную скорость V2 приема на входном конце одной секции окончательной обработки прокатного стана, например, секции 64А. Для предотвращения необходимости замедления прокатного стана или переключения на обработку меньших заготовок используют дополнительную секцию 64В окончательной обработки прокатного стана с тремя промежуточными перемоточными устройствами 28А, 28В, 28С. Каждое промежуточное перемоточное устройство может принимать продукт из прокатной клети 62 со скоростью V1 и подавать продукт в выбранную одну из секций окончательной обработки прокатного стана со скоростью V2.
Предположим, что значение V1 приблизительно в два раза больше, чем V2, тогда типично используемая временная последовательность может быть такой, как представлена на фиг.7, где сплошными линиями указаны временные интервалы для загрузки промежуточных перемоточных устройств и прерывистыми линиями обозначены временные интервалы, требуемые для выгрузки промежуточных перемоточных устройств, в секции окончательной обработки прокатного стана. Благодаря соответствующей ступенчатой установке подачи заготовок требуемой длины продукта из прокатной клети 62 в промежуточные перемоточные устройства 28А, 28В, 28С обеспечивается, по существу, непрерывная работа всего прокатного стана, включая две секции окончательной обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического останова стана холодной прокатки | 1950 |
|
SU94313A1 |
| СИСТЕМЫ И СПОСОБЫ ЗАПРАВКИ МЕТАЛЛИЧЕСКОЙ ОСНОВЫ НА ПРОКАТНОМ СТАНЕ | 2017 |
|
RU2679810C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕЙ УЛЬТРАТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ С ДВУМЯ ЛИТЕЙНЫМИ ЛИНИЯМИ ДЛЯ ОДНОЙ ЛИНИИ БЕСКОНЕЧНОЙ ПРОКАТКИ | 2005 |
|
RU2412015C2 |
| ИСПОЛЬЗОВАНИЕ ПЕРЕМОТОЧНОГО УСТРОЙСТВА ДЛЯ РАЗМЕЩЕНИЯ МЕЖДУ ЧЕРНОВЫМ И ЧИСТОВЫМ ПРОКАТНЫМИ СТАНАМИ | 2004 |
|
RU2353453C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ, ВЫХОДЯЩИХ ИЗ ПЕРВОЙ КЛЕТИ ПРОКАТНОГО СТАНА СО СКОРОСТЬЮ, ПРЕВЫШАЮЩЕЙ ВХОДНУЮ СКОРОСТЬ ВТОРОЙ КЛЕТИ | 2006 |
|
RU2378061C2 |
| СПОСОБ СВЕРХКОМПАКТНОГО ПРОИЗВОДСТВА БЕСКОНЕЧНОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ НА НЕПРЕРЫВНО-РЕВЕРСИВНОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1995 |
|
RU2089307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090276C1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА | 1973 |
|
SU404526A1 |



Изобретение относится к области прокатного производства длинномерных изделий. Задача изобретения - повышение производительности стана. Способ включает подачу продукта, проходящего по расположенному вверх по потоку проходу, на цилиндрический барабан, вращение указанного барабана в одном направлении для наматывания и накопления на нем продукта в виде последовательного множества витков, переключение направления вращения барабана на обратное для размотки накопленного продукта и подачу продукта, разматываемого с указанного барабана, в расположенный вниз по потоку проход. В соответствии с изобретением продукт наматывают на барабан и разматывают в соответствующих местах барабана, разнесенных по его окружности, расположенных на общем горизонтальном уровне, а барабан в процессе его вращения возвратно-поступательно перемещают в осевом направлении, перпендикулярном указанному уровню. Устройство содержит цилиндрический барабан, установленный между проходами, средство подачи продукта на барабан и подачи продукта, разматываемого с барабана, в расположенный вниз по потоку проход, средство вращения барабана в одном направлении для накопления на нем продукта в виде множества витков и для переключения направления вращения указанного барабана на обратное для размотки накопленного на нем продукта. В соответствии с изобретением, барабан выполнен с возможностью намотки на него и размотки продукта в соответствующих местах барабана, разнесенных по его окружности, расположенных на общем горизонтальном уровне, при этом устройство снабжено средством возвратно-поступательного перемещения барабана в процессе его вращения при намотке на барабан и размотке с него в осевом направлении, перпендикулярном указанному горизонтальному уровню. Изобретение обеспечивает возможность прокатки изделий с меньшими размерами при поддержании скоростей прокатки на уровне приемлемого минимума. 2 н. и 6 з.п. ф-лы, 7 ил.
| US 5131134 С, 21.07.1992 | |||
| Устройство для перемотки электродной проволоки | 1985 |
|
SU1292863A1 |
| Разматыватель проволоки к устройству для обработки ее | 1981 |
|
SU1015956A1 |
| WO 9632509 А, 17.10.1996. | |||

