Предлагается устройство для автоматического останова стана холодной прокатки.
Продолжительность остановки современного реверсивного стана холодной прокати составляет 8-т-10 сек. За это время с моталки сматывается 15-т-30 м ленты. Подачу импульса на остановку стана оператор производит «на глаз, в зависимости от остатка ленты на разматывающей моталке, либо от показаний счетного устройства, отсчитывающего обороты разматывающей моталки. Остановка обычно делается «с запасом, с целью избежать обрыва ленты или повреждения моталки.
Описываемое устройство выполняется по известным схемам управления электроприводами, осуществляющими подачу двух автоматических сигналов: предварительного, переводящего электропривод с рабочей скорости на пониженную («заправочную), н сигнала точной остановки, выключающего электропривод.
Конструктивно устройство выполняется в виде системы расположенных по окружности конечных выключателей, на которые воздействует палец зубчатого колеса, кине1матическ1И связанного через редуктор с моталкой.
Особенность устройства заключается в том, что зубчатое колесо монтируется с возможностью продольного перемещения на неподвижном винте, ось которого установлена перпендикулярно к плоскости, где расположены конечные выключатели таким образом, что воздействие пальца на них осуществляется в конце размотки ленты. Для установлеБия зависимости момента подачи предварительного сигнала от скорости стана конечные выключатели подачи предварительного сигнала включены последовательно с контактами дополнительной секции плоского контроллера. Использование системы автоматической подачи импульса на остановку стана повыщает его производительность, исключает возможность повреждения моталки и рабочих валков, облегчает труд оператора.
№ 94313- 2 -
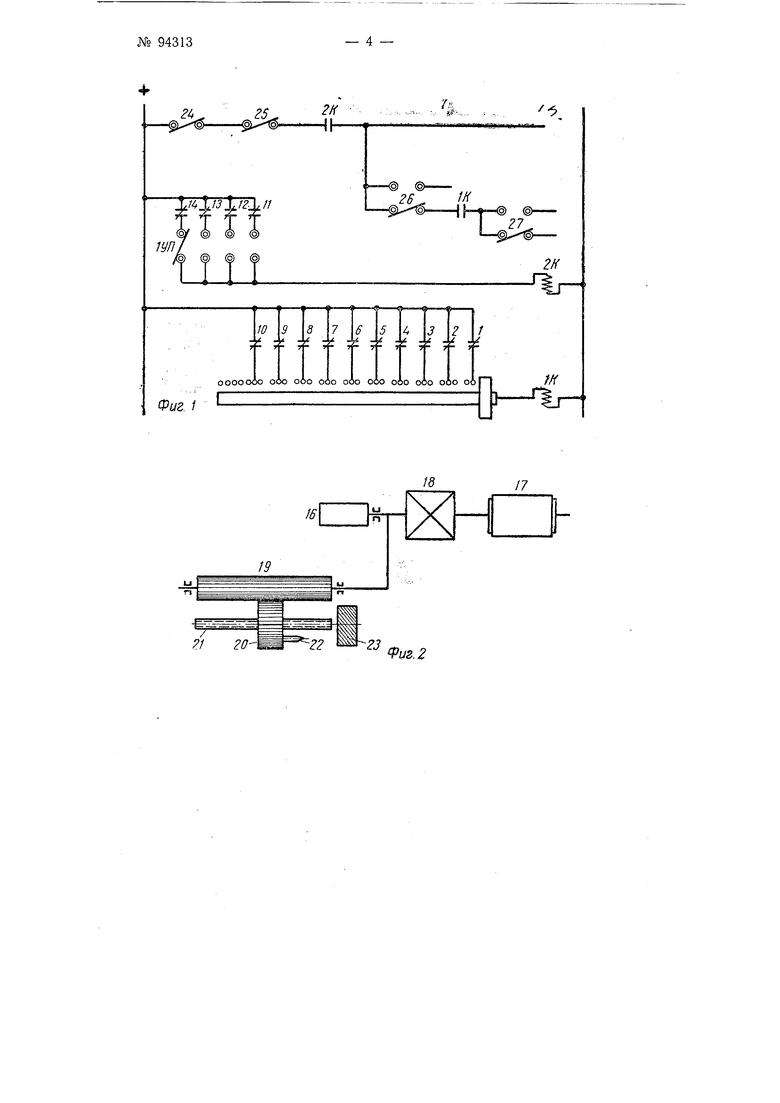
На фиг. 1 изображена электрическая схема управления двигателем моталки; на фиг. 2 - кинематическая схема устройства; на фиг. 3 - диаграмма процесса остановки моталки (изменение скорости п моталки во времени t); на фиг. 4 - профиль непроката«ного остатка полосы.
Для остановки стана устройство отрабатывает два импульса - предварительный (грубая остановка) и окончательный (точная остановка). Предварительный импульс подается при размыкании одного из десяти контактов конечных выключателей /-10 .и вызывает замедление стана до заправочной скорости. Замедление происходит в результате срабатывания командного контактора JK., катушка которого получает питание от юдного из контактов в зависимости от положения траверсы дополнительной секции плоского контроллера стана, т. е. от скорости прокатки в даином проходе. Введение предварительного импульса связано с неточностью в работе плоского контроллера (заштрихованная часть графика), а также с желанием связать работу схемы с фактической скоростью прокатки.
Импульс ,на точную остановку подается при размыкании одного из четырех контактов У,/-ь/4, что-разрывает цепь питания катушки командного контактора 2К.. В первом проходе катушка 2К. получает питание от контакта М, во втором проходе - от контакта 13 и т. д.; соответствуюшие переключения производятся оператором перед каждым проходом при помощи универсального переключателя 1УП. Указанные переключения могут быть осуш.ествлены и автоматически с помош:ью шагового искателя. Введение четырех контактов (вместо одного) дает возможность получить в конце последнего прохода ступенчатый профиль непрокатанного остатка полосы, что связано с предохранением поверхности Балков от порчи.
Устройство, осушествляюш,ее отключение контактов , работает в следующем порядке. Барабан моталки /б приводится во вращение электродвигателем /7 через редуктор Ж С валом барабана моталки связана шестерня J9, которая цриводит во вращение зубчатое колесо 20. Последнее при своем вращении перемещается вдоль неподвижного винта 2L На торце зубчатого колеса 20 имеется палец 22, который в процессе вращения барабана моталки перемещается в пространстве по винтовой линии.
Контакты размещеньг по окружности в плоскости, перпендикулярной винту 2J (защтриховаНный участок 23). В начале намотки лепты палец 22 находится в плоскости контактов , однако отключения контактов он не производит; в процессе намотки ленты при первом обороте колеса 20 палец 22 выходит из плоскости контактов и перемещается влево вдоль винта 21. При последующей размотке ленты палец 22 совершает обратное движение и, войдя в плоскость контактов , производит последовательное их отключение. Отключение каждого контакта происходит только на время прохождения мимо него пальца в направлении, соответствующем размотке ленты, после чего контакт вновь замыкается и подготавливается к работе в следующем проходе.
Длина хода винта 2J выбирается в соответствии с максимальной длиной прокатываемой ленты для последнего прохода. Практически длина хода винта лежит в пределах см. Если бьг контакты 1-.-14 были расположены вдоль хода винта, длина последнего составила бы 8-f-lO м, что практически неосуществимо.
Контакт 15 является блокировочным; он замкнут только в нулевом положении моталки, когда палец 22 находится в плоскости контактов l-i-14. После снятия рулона оператор устанавливает моталку в -нулевое положение по .показаниям счетного устройства, установленного на пульте управления. ;В противном случае блокировочный контакт 15 не «разрешит прокатку следующего рулона. Подобное устройство устанавливается как для правой, так и для левой моталок, поскольку действие его предусматривается только в конце периода размотки ленты.
Следует учесть, что мертвые ходы (люфты) в устройстве, отключающем контакты /-Г-/5, не влияют на точность работы схемы, так как в каждом цикле работы схемы мертвый ход учитывается дважды и в противоположных направлениях (в начале намотки и в начале размотки).
Позициями 24 и 25 обозначены контакты «стоп левой и правой моталок, г. 26 W. 27 - контакты «заправочная скорость тех же моталок.
Предмет изобретения
1.Устройство для автоматического останова ста-на холодной прокатки с подачей двух автом атических сигналов: предварительного сигнала, переводящего электропривод с рабочей скоростью на заправочную, и точного Сигнала, выключающего электропривод, и с применением расположенных по окружности конечных выключателей, на которые воздействует палец зубчатого колеса, кинематически связанного через редуктор с моталкой, о тличающееся тем, что с целью осуществления подачи сигнала лишь в конце размотки ленты, зубчатое колесо установлено € .возможностью продольного перемещения на неподвижном винте, ось которого расположена перпендикулярно к плоскости, в которой расположены конечные выключатели таким образом, что воздействие пальца на конечные выключатели осуществляется в конце размотки ленты.
2.Устройсгво по п. 1, отличающееся тем, что, с целью установления зависимости момента подачи предварительного сигнала от скорости стана, .конечные выключатели подачи предварительного сигнала включены последовательно с контактами дополнительной секции плоского контроллера.
- 3 -№ 94313
2К
@ @ @
ооооооо ооо ооо ооо ооо обо обо ооо обо оо
иг. 1
... .
/
(I-@ @
26 1К
р.-©---jf- -@ (§ -©2К
1Н
Д - Л
1К
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для компенсации динамического тока двигателя моталки | 1950 |
|
SU93831A1 |
| Устройство для автоматического регулирования натяжения в реверсивных станах холодной прокатки | 1951 |
|
SU95093A1 |
| Электропривод моталки стана холодной прокатки | 1949 |
|
SU91474A2 |
| Электропривод моталки стана холодной прокатки | 1949 |
|
SU90155A1 |
| Следящее устройство для регулирования ускорения и замедления реверсивного стана холодной прокатки | 1952 |
|
SU99004A1 |
| Устройство для автоматического управления электроприводом моталки | 1950 |
|
SU94461A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ НАКАТКИ РЕЗЬБЫ ВИНТА | 2009 |
|
RU2408448C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ НА МОТАЛКЕ РЕВЕРСИВНОГО СТАНА РУЛОННОЙ ПРОКАТКИ ПОЛОСЫ | 2003 |
|
RU2256518C1 |

1 0
(Риг.г
1l3f5678910
ftittittif fm i
11 r2.131f /5
Фиг 3
