Известны устройства для шлифования стержней внутренней поверхностью шлифовального цилиндра путем перемешения стержня без его вращения около оси по поверхности шлифовального цилг.пдра.
Особенностью предлагаемого станка является то, что, с целью перемешения проволоки по внутренней поверхности цилиндра, прим;нзны эксцентричные но отношению к нему диски, установленные по обеим сторонам цилиндра, снабженные отверстиями для проволоки и вращаемые от привода.
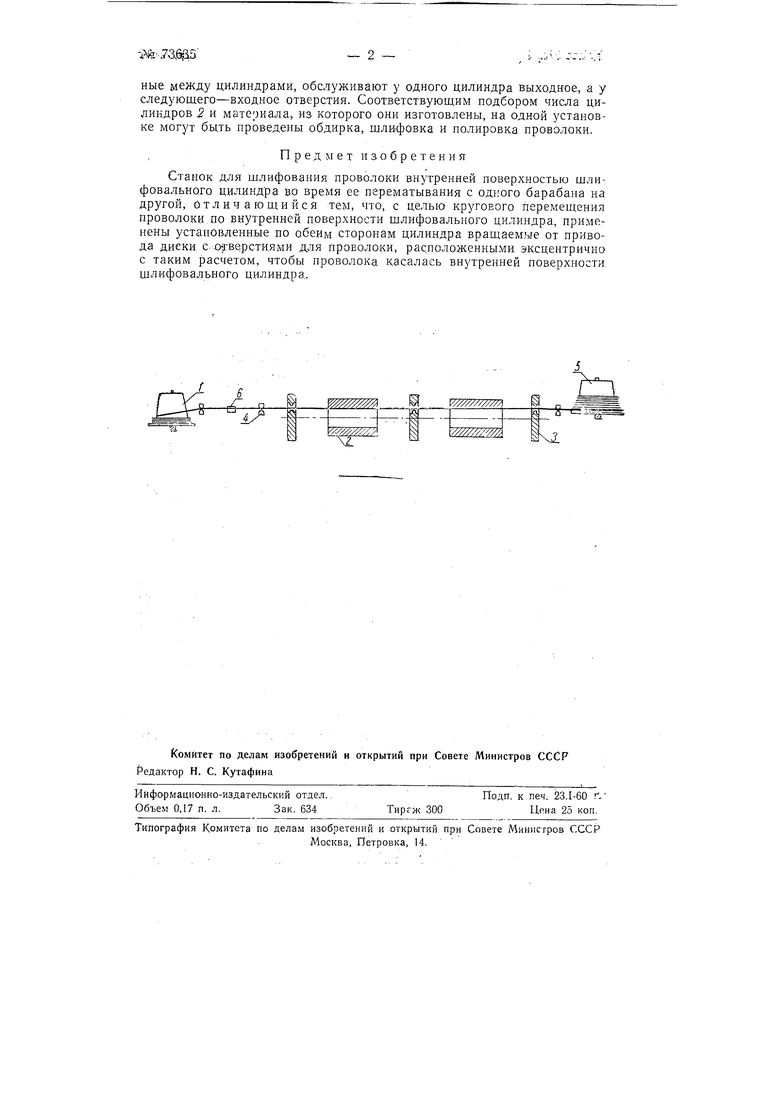
На чертеже изображена схема станка.
Проволока с мотка 1 непрерывно протягивается через один или несколько вращающихся полых шлифовальных цилиндров 2 и через отверстия дисков 3, расположенные параллельно образуюшим внутренней поверхности цилиндров. Сила прижимания проволоки к внутренней поверхности шлифовальных цилиндров регулирзется путем удаления или приближения отверстий в дисках 3 к общей оси вращения цилиндров 2 и дисков 3.
Подача проволоки, направляемой втулками-очками 4, производится тяговым барабаном 5, на который и наматывается обработанная проволока. Натяг проволоки регулируется тормозным приспособлением 6.
Время протяжки любого сечения проволоки через цилиндр 2 должно быть не более времени одного оборота дисков 3 вокруг своей оси. При обработке одной проволоки диски 5 имеют по одному отверстию и вращаются непрерывно вокруг их оси. При одновременной обработке нескольких проволок диски с имеют число отверстий, соответствующее числу обрабатываемых проволок. Непрерывное вращение дисков 3 вокруг оси во избежание образования узла у концов проволок заменяется в этом случае возвратно-вращательным движением на величину, несколько превосходящую окружность круга.
Число цилиндров 2, устанавливаемых на станке, определяется характером работы. Число дисков 3 при любом числе цилиндров 2 устанавливается на один больше числа цилиндров, так как диски, расположенi42/. 2 -,. ,;и :-..:-.;-:
ные между цилиндрами, обслуживают у одного цилиндра выходн-ое, а у следующего-входное отверстия. Соответствующим подбором числа цилиндров 2 и материала, из которого они изготовлены, на одной установке могут быть проведены обдирка, шлифовка и полировка проволоки.
ПредметизобретеВИЯ
Станок для шлифования проволоки внутренней поверхностью щлифовального цилиндра во время ее перематывания с одного барабана на другой, отличающийся тем, что, с целью кругового перемещения проволоки по внутреиней поверхности щлифовального цилиндра, применены установленные по обеим сторонам цилиндра вращаемые от привода диски С: отверстиями для проволоки, расположенными эксцентрична с таким расчетом, чтобы проволока касалась внутренней поверхности шлифовального цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Станок для шлифования огнеупорных брусьев | 1956 |
|
SU114610A1 |
| Устройство для обработки конических колес | 1972 |
|
SU506276A3 |
| Устройство для обработки сферических поверхностей деталей | 1982 |
|
SU1024239A1 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| Способ шлифования беговой дорожки внутреннего кольца подшипника качения | 1958 |
|
SU120737A1 |
| Устройство для шлифования наружных поверхностей вращения, преимущественно, желобов внутренних колец подшипников качения | 1974 |
|
SU542627A1 |
| Устройство для шлифования кромок пластин | 1981 |
|
SU965730A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЦИЛИНДРИЧЕСКИХПРУЖИН | 1970 |
|
SU282959A1 |
У///////////Л
