Изобретение относится к прокатному производству и может быть использовано при производстве на станах с двухвалковыми клетями П-образных профилей с боковыми выступами по стенке, например, для выдвижных частей стоек.
Цель изобретения - повышение производительности стана за счет сокращения числа пропусков.
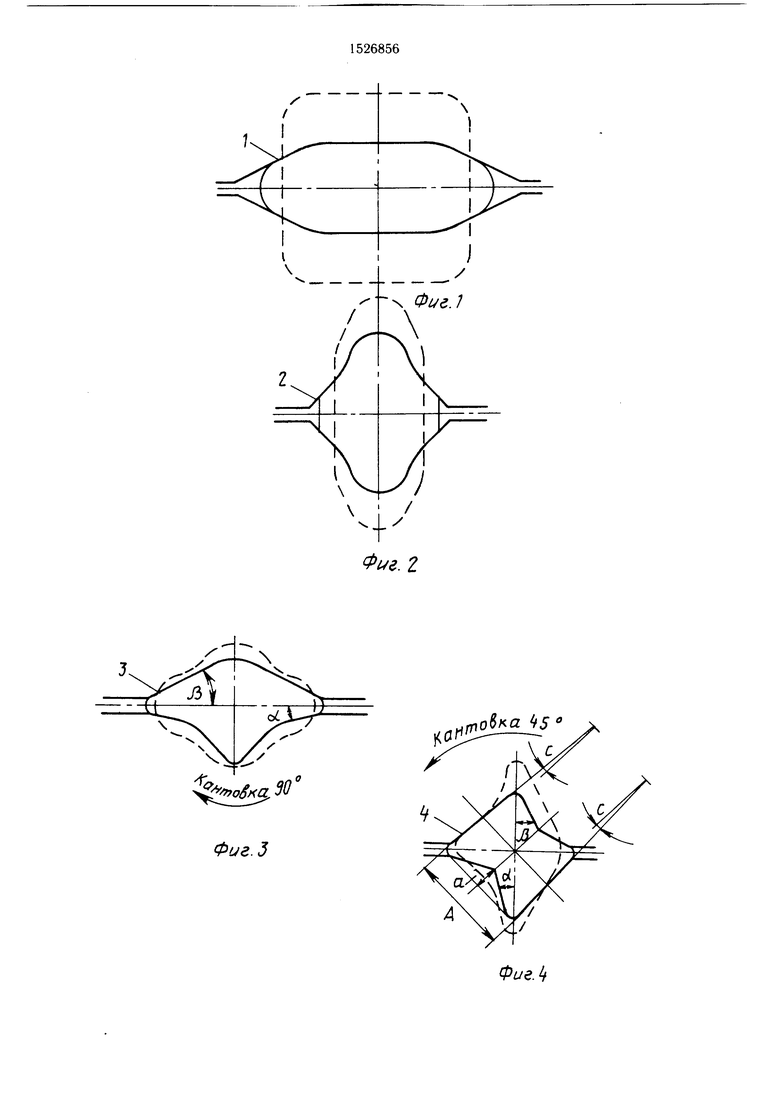
На фиг. 1-6 показано последовательное по ходу прокатки расположение калибров для 1рокатки профиля (сплошными линиями) и профиль задаваемой в них заготовки (пунктирными линиями).
Квадратная заготовка прокатывается в шестигранном калибре 1, кантуется на ребро и задается в вертикальный ромбический калибр 2. После прокатки в этом калибре
заготовка самопроизвольно кантуется и прокатывается в асимметричном относительно горизонтальной оси калибре 3, один ручей которого имеет форму ромба, а второй - диагонального квадрата с развалом. После это го калибра заготовка снова кантуется на 90° и задается в трапециевидный калибр 4 с ориентировкой при задаче стороной раската, имеюп1ей форму квадрата с развалом в сторону большего основания трапеции. Трапециевидный калибр выполнен с выпуклостями по основаниям трапеции, причем величина а выпуклости большего основания составляет 15 - его ширины, а утлы w. и наклона к вертикали прилегающих к ней граней выпуклостей большего и меньшего оснований равны соответственно углам наклона к горизонтали развала квадратного ручья и
СП
to
С5 СХ) 01
С5
грани ромбического ручья предшествующего калибра.
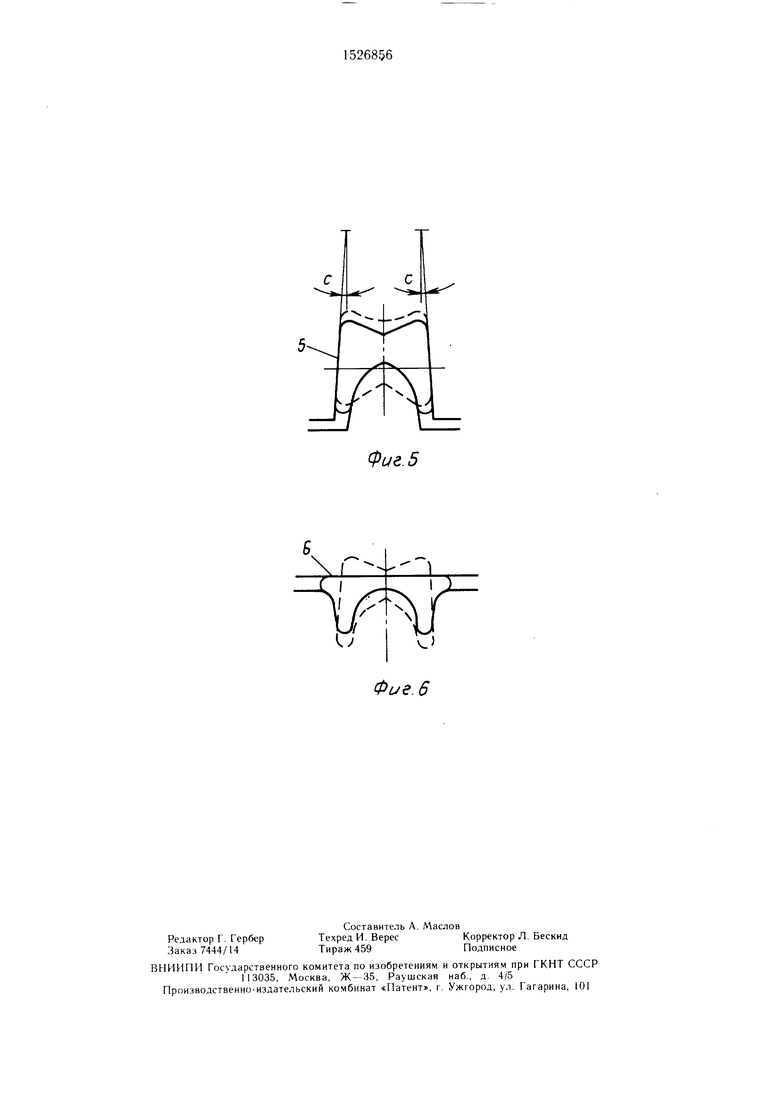
Выполнение выпуклости по большему основанию в трапециевидном калибре 4 менее 15-/0 не обеспечивает достаточную разрезку инготовкн для последующей прокатки ее в предчистовом калибре, а более 30°/о делает недостаточным yro.i ос наклона к вертикали г рани выпуклости, что может вызывать заклинивание и ухудшение захвата раската Б ка.тибре. Далее раскат кантуется на 45 и задается Б предчиетовой калибр 5, в котором продолжается формирование в открытых ручьях ф;1аниев профиля и в закрытых - ложных фланцев.
В диагональном трапециевидном калибре 4 сходимость боковых стенок трапеции выполняется такой же, как и боковых граней закрытого ручья следующего по ходу нрокатки предчистового калибра 5. В чистовом калибре 6 фланцы профиля формируются в закрытых ручьях, а ложные фланцы раскатываются в боковые выступы стенки.
При такой подготовке раскат четко фиксируется при прокатке и в диагональном трапециевидном и во всех других по ходу прокатки калибрах, что обеспечивает устойчивость процесса. Прокатка металла в калибре, преди1ествуюп1ем диагональному трапециевидному, также будет протекать устойчиво ввиду его симметричности относительно вертикальной оси и симметричности поступающего в него раската из вертикального ро.мбического калибра.
При прокатке с использованием предлагаемого способа калибровки резко сокращается число необходимых для прокатки данного профиля калибров, что повыщает производительность процесса прокатки. Сокра- П1ение цик.та прокатки повышает температуру конца прокатки, что уменьшает износ калибров, снижает энергоемкость производства, улучшает оформление профиля. Формула изобретения
. Способ калибровки профилей П-образ- ной формы, преимущественно с боковыми
90
вы1:ту| ами по стенке, включающий прокатку ь черновых калибрах шестигранного и вертикального ромбического типов в промежуточных, а также в предчистовом и чистовом калибрах с чередованием обработки полок в открытых и закрытых ф.;анцах, отличающийся тем, что, с целью повышения производительности стана за счет сокраш,е- иия числа пропусков, раскат из ромбического вертикального калибра после кантовки на задают в асимметричный относительно горизонтальной оси калибр, верхний ручей которого имеет контур ромба, а нижний - диагонального квадрата с развалами, затем по.чученный раскат после кантовки на 90°
задают в диагональный трапециевидный калибр, основания которого выполнены с равнозначной выпуклостью, при этом сторона раската, имеющая форму квадрата с развалом, ориентируется в сторону большего
основания трапеции, а зате.м трапециевидный профиль после кантовки на 45 прокатывают в предчистовом закрытого типа шве,л- лерном калибре, располагая большее основание трапеции в сторону открытых фланцев и формируя в нем ложные фланцы для
последующего формирования из них боковых выступов стенки профиля в чистовом швеллерном калибре.
2.Способ по п. 1, отличающийся тем, что величина выпуклости в середине больп1е- го основания трапециевидного диагонального калибра составляет 15-30°/о ширины основания, а угол наклона к вертикали фи- легающих к ней граней выпуклости большего и меньшего оснований равны соответственно углам наклона к горизонтали развала
квадратного ручья и грани ромбического ручья предшествующего калибра.
3.Способ по п. 1, отличающийся тем, что сходимость боковых граней трапециевидного диаго)1ального калибра равна сходимости боковых граней закрытого ручья следующего ц о ходу прокатки предчистового калибра.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 1997 |
|
RU2133159C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288047C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| Способ прокатки круглой стали в клетях трио | 1989 |
|
SU1690867A1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
Изобретение относится к прокатному производству и может быть использовано при производстве на станах с двухвалковыми клетями П-образных профилей с боковыми выступами по стенке, например, для выдвижных частей стоек. Цель изобретения - повышение производительности стана за счет сокращения числа пропусков. Эта цель достигается применением в качестве промежуточного калибра, выполненного асимметрично относительно горизонтальной оси, верхний ручей которого ромбический, а нижний в виде диагонального квадрата, а следующего за ним калибра трапециевидной формы с выпуклыми основаниями трапеции. Такая форма промежуточных калибров обеспечивает за минимальное число пропусков формирование П-образного профиля, что повышает производительность стана. Сокращение цикла прокатки при этом дает возможность заканчивать прокатку при более высокой температуре профиля, что, в свою очередь, уменьшает износ валков и количество перевалок на стане, снижает энергоемкость процесса прокатки, улучшает оформление профиля. 2 з.п. ф-лы, 6 ил.
Фиг. 5
Фиг. Z
КО
овка iS °
j
Фиг. 5
J
Фие.6
| Литовчеико Н | |||
| В | |||
| и др | |||
| Калибровка валков сортовы.х станов.-М.: Металлургиздат, 1963, с | |||
| Способ и прибор для акустического исследования земных напластований | 1923 |
|
SU488A1 |
| Скороходов Н | |||
| Е | |||
| и др | |||
| Калибровка сложных профилей | |||
| Справочник.-М.; Металлургия, 1979, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| VII | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
