Предлагаемое изобретение относится к области металлургии и может быть использовано в авиаприборо- и машиностроении.
Известно устройство для изготовления многослойных изделий втулочного типа, принятое в качестве аналога [1].
Известное устройство содержит дорн, установленный в нижней плите, и жестко связанную с последней верхнюю плиту, несущую матрицу и закрепленный на приводной плите полый пуансон, соосный дорну и матрице. Дорн снабжен калибрующей ступенью, выполненной в виде цилиндра.
Недостаток известного устройства состоит в том, что оно не содержит конструктивных элементов, обеспечивающих возможность совмещения операций термической обработки и калибровки, поскольку известное устройство предназначено для изделий, допускающих по техническим требованиям раздельное выполнение операций термической обработки и калибровки. Поэтому применение известного устройства для выполнения совмещенных операций термической обработки и калибровки может приводить к сварке поверхностей изделия и устройства в отдельных местах плотного прилегания.
Известно устройство для изготовления металлических труб с продольным сварным швом, описанное в [2]. Данное устройство принято в качестве прототипа.
Известное устройство содержит ролики для формовки, инструмент в виде круглого калибра, на котором совмещают кромки перед сваркой, тянущее устройство, волочильную камеру для обжимки и второе тянущее устройство.
Недостаток известного устройства заключается в том, что область его применения ограничена, т.к., во-первых, калибр не содержит изолирующего слоя и по этой причине не может быть использован для операций термической обработки и калибровки после гибки и сварки заготовки, т.к вследствие высокотемпературного нагрева в процессе термической обработки или калибровки возможен эффект "схватывания" деталей в местах касания изделия с технологической оснасткой. Во-вторых, применение тянущего устройства (съемника) для снятия с калибра обуславливает необходимость захватить и удерживать изделие, что деформирует тонкостенные изделия и снижает качество обработки его поверхности за счет надиров и царапин.
Основной задачей предлагаемого изобретения является создание устройства для изготовления тонкостенных цилиндрических изделий (экранов) из прецизионных никелевых сплавов с заданными геометрическими размерами и физико-механическими свойствами. Технический результат предлагаемого изобретения заключается в расширении области его применения, повышении качества и снижении трудоемкости при изготовлении тонкостенных цилиндрических изделий (экранов) из прецизионных цикелевых сплавов.
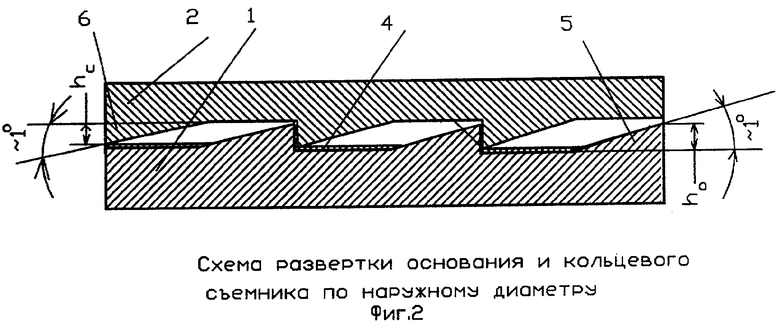
Указанный результат достигается тем, что в устройстве для изготовления цилиндрических изделий, включающем основание, съемник и калибрующую оправку, установленную на основании, верхняя поверхность основания, обращенная к съемнику, содержит плоский участок со сдоем вожженого талька толщиной до ˜25 мкм и три сектора клиновидного сечения с равной высотой клиньев и с углом при вершине каждого клина, не превышающим ˜1°, при этом съемник выполнен в виде гайки, у которой поверхность, обращенная к основанию, содержит три сектора клиновидного сечения с равной высотой клиньев и с углом ϕ при вершине каждого клина, не превышающим ˜1°, причем высота клиньев hо основания равна высоте клиньев hс съемника, а калибрующая оправка содержит слой вожженого талька толщиной до ˜25 мкм.
Общий вид устройства изображен на фиг.1 -3.
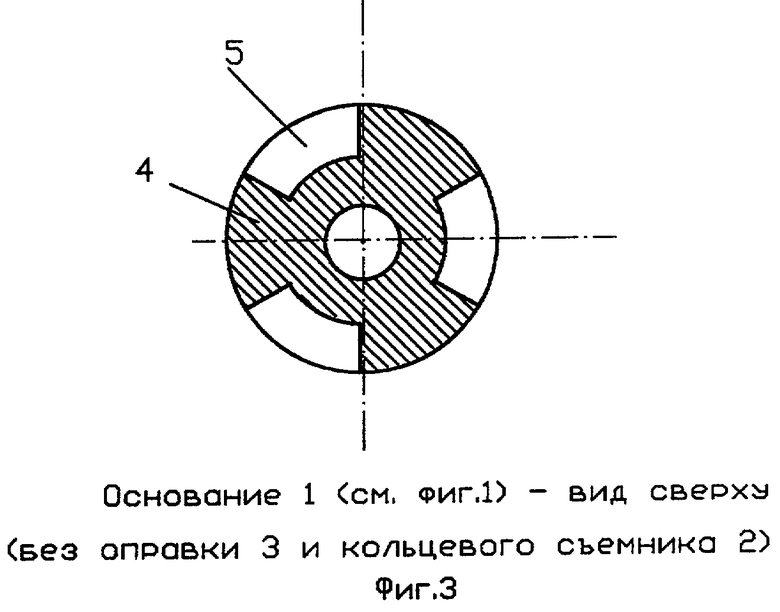
Устройство содержит основание 1, кольцевой съемник 2, калибрующую оправку 3. Поверхность основания 1, обращенная к съемнику, содержит плоский участок со слоем вожженого талька 4 толщиной до ˜25 мкм и три сектора 5 клиновидного сечения с равной высотой у всех клиньев hо. Кольцевой съемник 2 выполнен в виде гайки и содержит на поверхности, обращенной к основанию 1, три сектора 6 клиновидного сечения с равной высотой у всех клиньев hс. В конструкции устройства клиновидные сектора основания 1 и съемника 2 образуют три пары взаимодействующих секторов с равной высотой клиньев, такой, что ho=hс. Угол ϕ при вершине клиньев как для секторов основания, так и для секторов съемника также одинаков и не превышает величины ˜1°. Калибрующая оправка 3 запрессована в отверстие основания 1. Цилиндрическая поверхность калибрующей оправки 3 содержит слой талька 7 толщиной до ˜25 мкм на длину, определяемую размером калибруемого изделия 8 и высотой кольцевого съемника 2.
Устройство работает следующим образом.
Предварительно на цилиндрическую поверхность калибрующей оправки 3 на всю ее длину, за исключением запрессованной части, вжигался слой талька 7 для предотвращения возможного "схватывания" контактирующих поверхностей оправки и изделия в процессе термической обработки и калибровки при высокотемпературном нагреве. С аналогичной целью слой талька вжигался на плоский участок 4 основания 1 между секторами 5, поскольку они также контактируют при высокотемпературном нагреве со съемником 2. Толщина слоя талька экспериментально подобрана таким образом, чтобы обеспечить возможность многократного использования устройства без нарушения изолирующего эффекта между контактирующими поверхностями (соответственно, между оправкой 3 и изделием 8 и между основанием 1 и съемником 2). При проведении совмещенной операции термической обработки и калибровки кольцевой съемник 2 устанавливали на поверхность основания 1 таким образом, чтобы его сектора 6 были размещены над плоским участком 4 основания 1, т.е. клиновидные сектора основания 1 и съемника 2 образуют три пары взаимодействующих секторов (три сектора на основании 1 и три сектора на съемнике 2 с равной высотой и равным углом при вершине клина). Наличие трех пар одинаковых клиновидных секторов обеспечивало взаимное контактирование основания 1 и съемника 2 по трем точкам, исключающим перекос (и покачивание) из-за возможного зазора. После чего на оправку 3 надевали на сварное изделие 8 до касания его торца с поверхностью съемника 2. Строго говоря, слой талька необходим и на поверхности съемника 2 в месте касания торца изделия 8. Однако, как показывает практика, из-за деформаций изделий (экрана), возникших при его гибке, плотного и полного прилегания торца изделия 8 к поверхности съемника 2 не происходит, и соответственно, эффект "схватывания" не наблюдается. Собранный узел устанавливали в печь и проводили режим, по окончании которого остывший узел вынимали из печи и устанавливали на монтажно-сборочном столе. Фиксировали основание 1, а съемник 2 вращали относительно основания 1 (по часовой стрелке). При вращении съемника вначале выбирался зазор между съемником и основанием 1, а затем происходило касание плоскостей клиновидных секторов 5 и 6, после чего одновременно с вращением происходило вертикальное перемещение съемника 2, который выталкивал изделие 8 с оправки 3. Наличие трех пар взаимодействующих секторов с равной высотой клиньев и равным углом при вершине клиньев исключает возможные перекосы съемника 2 относительно основания 1 и оправки 3, что позволяет создать равномерное давление на весь торец изделия 8 и исключить деформацию тонкостенных изделий в момент трогания и отрыва изделия 8 от оправки 3 при вращении съемника 2. Кроме того, в этот момент обеспечивается строго вертикальный подъем изделия 8 вдоль оправки 1, снижающий вероятность получения царапин на его внутренней поверхности. Максимальная высота подъема съемника 2 с изделием 8 ограничивается величиной угла ϕ при вершине клина в ˜1°, достаточной, с одной стороны, чтобы на несколько микрон (как правило, на ˜5-20 мкм) стронуть изделие с места после высокотемпературного нагрева, а с другой стороны, чтобы предотвратить неконтролируемое образование рисок и царапин на внутренней поверхности изделия 8 при возможном плотном контакте частиц слоя талька 7 с поверхностью изделия 8.
Таким образом, заявленное устройство расширяет области его применения, повышает качество и снижает трудоемкость при изготовлении тонкостенных цилиндрических изделий (экранов) из прецизионных никелевых сплавов.
Источники информации
1. Пат. 2091200 России, МКИ6 В 23 К 20/04. - №93032828/02; заявл. 23.06.93; опубл. 27.09.97, Бюл. №27.
2. Заявка 4434134 ФРГ, МКИ6 В 21 С 37/08. - №44341342; заявл. 24.09.94; опубл. 28.03.96.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПРЕЦИЗИОННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2005 |
|
RU2285571C1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Устройство для поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1479187A1 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ГОФРИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071852C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| Устройство для получения сетки рифлей на внутренней поверхности оболочки | 2022 |
|
RU2789639C1 |
| Способ изготовления осесимметричных тонкостенных оболочек и устройство для изготовления осесимметричных тонкостенных оболочек | 2019 |
|
RU2727370C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению тонкостенных цилиндрических изделий. Устройство содержит съемник и калибрующую оправку, установленную на основании. Верхняя поверхность основания, обращенная к съемнику, содержит плоский участок со слоем вожженого талька и три сектора клиновидного сечения с равной высотой клиньев и с углом при вершине каждого клина, не превышающим ˜1°. Съемник выполнен в виде гайки, у которой поверхность, обращенная к основанию, содержит три сектора клиновидного сечения с равной высотой клиньев и с углом при вершине каждого клина, не превышающим ˜1°, причем высота клиньев основания равна высоте клиньев съемника. Калибрующая оправка также содержит слой вожженого талька определенной толщины. Расширяются технологические возможности, повышается производительность и улучшается качество. 3 ил.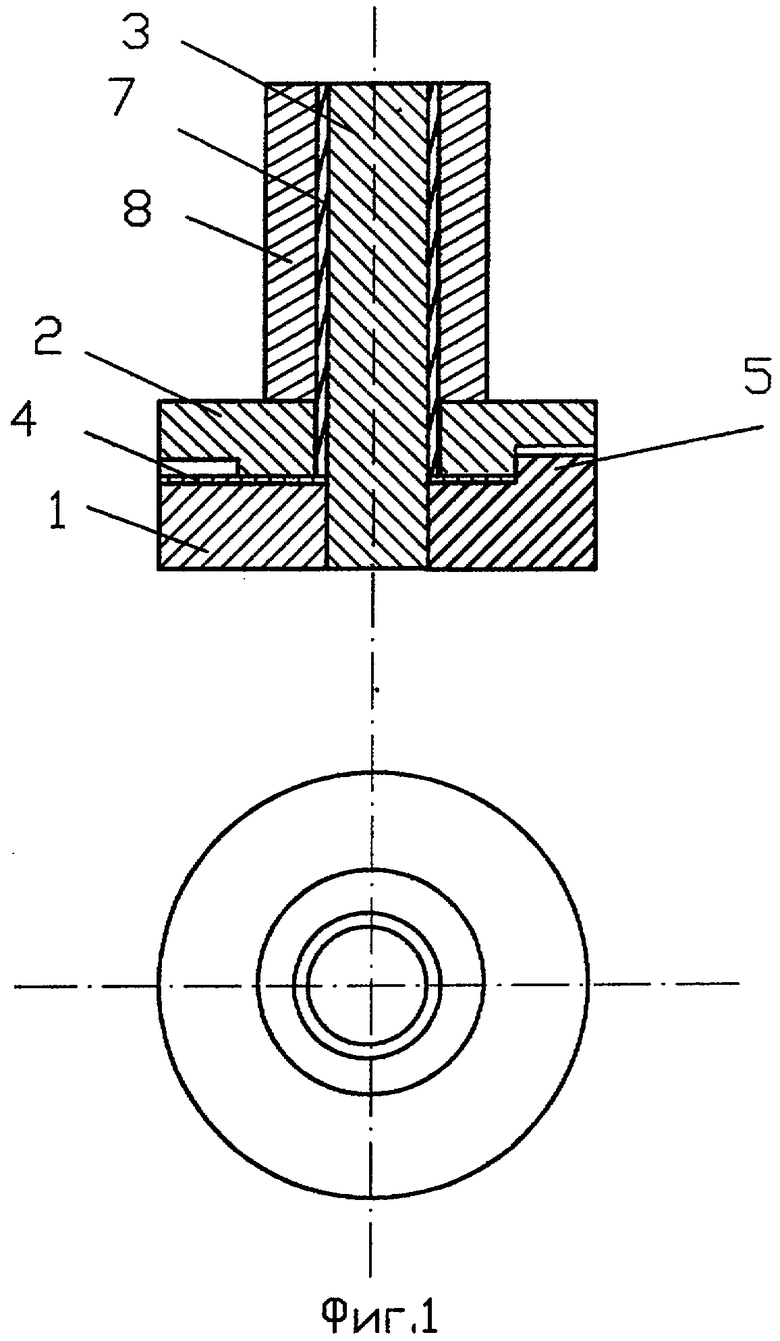
Устройство для изготовления цилиндрических изделий, включающее основание, съемник и калибрующую оправку, установленную на основании, отличающееся тем, что верхняя поверхность основания, обращенная к съемнику, содержит плоский участок со слоем вожженого талька толщиной до ˜25 мкм и три сектора клиновидного сечения с равной высотой клиньев ho и с углом ϕ при вершине каждого клина, не превышающим ˜1°, при этом съемник выполнен в виде гайки, у которой поверхность, обращенная к основанию, содержит три сектора клиновидного сечения с равной высотой клиньев hc и с, углом ϕ при вершине каждого клина, не превышающим ˜1°, причем высота клиньев ho основания равна высоте клиньев hc съемника, а калибрующая оправка содержит слой вожженного талька толщиной до ˜25 мкм.
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2232197C1 |
| СПОСОБ ПРАВКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 0 |
|
SU245825A1 |
| US 4592537 A, 03.06.1986 | |||
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ РАДИОТЕЛЕФОННОЙ СВЯЗИ | 1991 |
|
RU2010433C1 |

