Изобретение относится к станкостроению и может быть использовано для многокоординатной обработки сложнофасонных поверхностей, в частности для электроэрозионной обработки непрофилированным электродом-инструментом.
Известны координатные измерительные машины мостовой компоновки (КИМ мод. ЛР356К), в которых каретка с пинолью перемещается по подвижной траверсе, обеими своими концами базирующейся на горизонтальных неподвижных балках, которые на колоннах подняты над столом для установки детали [Координатные измерительные машины и их применение. / В.-А.А.Гапшис, А.Ю.Каспарайтис, М.Б.Модестов и др. - М.: Машиностроение, 1998. - С.32, 310].
Известны автоматы, содержащие обрабатывающий инструмент, который с помощью трех электродвигателей, трех кареток и трех направляющих перемещается над поверхностью стола по трем взаимно перпендикулярным осям [Патент US 5538372 А, В 23 C 1/06, 1997].
Известны станки, в которых на направляющих станины находится подвижный портал с поперечиной, выполненной с возможностью перемещения по его вертикальным колоннам, на горизонтальных направляющих которой расположен суппорт, позволяющий изменять положение оси инструмента в двух взаимно перпендикулярных плоскостях [Дружинский И.А. Методы обработки сложных поверхностей на металлорежущих станках. - М.: Машиностроение, 1965, С.69].
У известных станков узлы, установленные на траверсе или портале, размещены консольно, что ухудшает условия нагружения узлов и их стыков, увеличивает податливость конструкции из-за наличия значительных плеч от сил веса и сил, возникающих при обработке. Перечисленные недостатки снижают производительность и точность обработки.
Задача изобретения - повышение точности обработки путем уменьшения моментов от сил веса подвижных узлов и сил, возникающих в процессе обработки, а также улучшение условий эксплуатации станка.
Поставленная задача достигается многооперационным металлообрабатывающим станком, имеющим возможность перемещения инструмента по трем линейным и трем угловым координатам, содержащим основание, две станины, подвижную раму, каретку, поворотную рамку, рабочую головку и приводы перемещений, в котором, в отличие от прототипа, на направляющих станин установлена рама с возможностью перемещения с подвижной кареткой, внутри которой размещена поворотная рамка и рабочая головка с пинолью и инструментом, выполненные с возможностью поворота их осей в двух взаимно перпендикулярных плоскостях.
Кроме того, поверхности направляющих и оси поворота рабочей головки расположены в одной плоскости.
Кроме того, центры жесткости и центры масс каретки, поворотной рамки и рабочей головки с пинолью в среднем положении совпадают с точкой пересечения осей поворота рабочей головки и оси вращения инструмента.
Кроме того, все подвижные узлы станка зеркально симметричны относительно двух взаимно перпендикулярных плоскостей, проходящих через центры масс этих узлов и параллельных плоскостям XOZ и YOZ при вертикальном положении оси рабочей головки.
Кроме того, для выполнения перемещений подвижных узлов использованы линейные приводы.
Такая конструкция обеспечивает совпадение центров масс каретки, поворотного механизма и рабочей головки с пинолью в среднем положении и точке пересечения осей поворота рабочей головки и оси вращения инструмента, что минимизирует моменты инерции вращающихся узлов, а следовательно, уменьшает мощность и габариты приводов вращения, что приводит к увеличению точности.
Известны мостовые краны, у которых каретка перемещается по разнесенным направляющим, что улучшает условия нагружения направляющих каретки [Александров М.П. Подъемно-транспортные машины: Учеб. для машиностроит. спец. вузов. - 6-е изд., перераб. - М.: Высш. шк., 1985. - С.30].
В станке предлагаемой конструкции использование рамы с разнесенными направляющими позволяет расположить узлы, несущие инструмент, таким образом, что их центры жесткости и центры масс сосредоточены в одной точке, расположенной на оси пиноли. Это обеспечивает повышение точности обработки за счет устранения моментов от сил веса подвижных узлов и сил, возникающих в процессе обработки, улучшает условия нагружения узлов и их стыков.
Все подвижные узлы станка зеркально симметричны относительно двух взаимно перпендикулярных плоскостей, проходящих через центр масс этих узлов и параллельных плоскостям XOZ и YOZ в основном положении (когда ось рабочей головки вертикальна). Это приводит к более равномерному нагружению направляющих и опор осей поворота, а следовательно, к уменьшению деформаций и повышению точности обработки.
Поступательные движения рамы, каретки и пиноли могут осуществляться линейными шаговыми приводами, обеспечивающими высокую точность позицирования инструмента [Серебреницкий П.П. Общетехнический справочник. - СПб.: Политехника, 2004. - С.341].
Также в данном станке исключена возможность попадания рабочей жидкости и продуктов обработки в направляющие рамы, так как они расположены в верхней части конструкции.
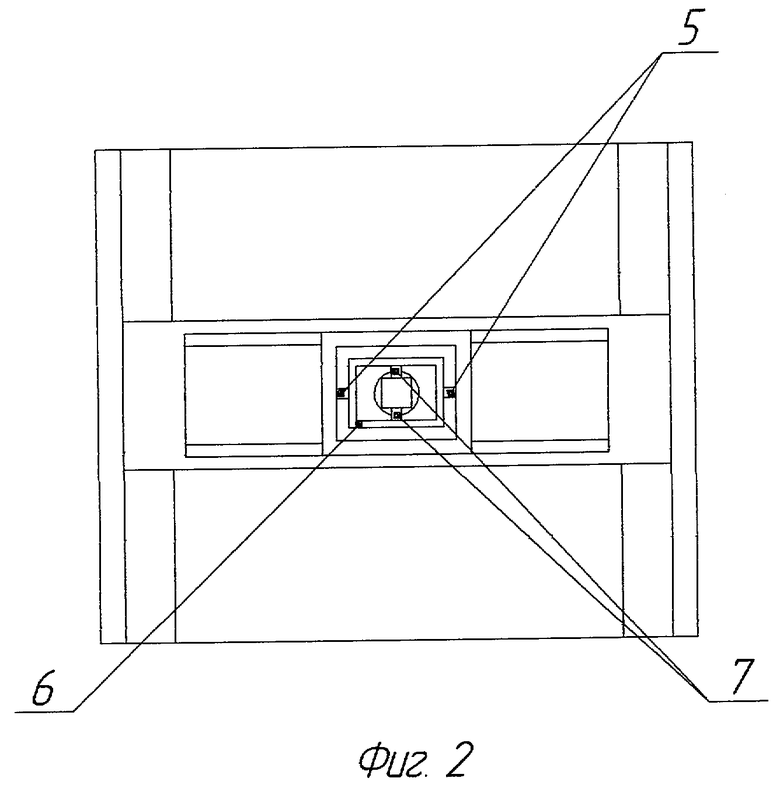
Существо изобретения поясняется чертежами. На фиг.1 представлен общий вид расположения узлов описываемого станка, выполненный в изометрической проекции, на фиг.2 - вид сверху.
Многооперационный металлообрабатывающий станок содержит основание 1, на котором параллельно закреплены две станины 2 (фиг.1). На их направляющих установлена рама 3, во внутренней части которой находятся две разнесенные направляющие и каретка 4. В центре каретки 4 на осях поворота 5 (фиг.2) размещена поворотная рамка 6, внутри которой на осях поворота 7 расположена рабочая головка 8 с пинолью 9, соединенной через привод вращения 10 с инструментом 11. Поверхности направляющих станин 2 и рамы 3, а также оси поворота 5 и 7 поворотной рамки 6 лежат в одной плоскости. Центры жесткости и центры масс каретки 4, поворотной рамки 6 и рабочей головки 8 (с пинолью 9 в среднем положении, инструментом 11 и его приводом вращения 10) и точка пересечения осей поворота (5 и 7) рабочей головки 8 и оси вращения инструмента совпадают.
Эрозионная обработка на предлагаемом станке осуществляется следующим образом - ванна с деталью, погруженной в рабочую жидкость, устанавливается на неподвижном столе. В процессе электроэрозионной обработки все формообразующие движения осуществляются вращающимся вокруг своей оси электродом-инструментом 11. Изменение положения инструмента по шести независимым координатам обеспечивается перемещениями подвижной рамы 3 по направляющим станин 2, перемещениями каретки 4 по направляющим рамы 3, перемещениями пиноли 9 рабочей головки 8, угловыми перемещениями поворотной рамки 6 вокруг осей поворота 5 и рабочей головки 8 вокруг осей поворота 7 и вращательным движением электрода-инструмента 11.
Перечисленные исполнительные перемещения подвижных узлов станка позволяют выполнять самый широкий круг технологических задач, начиная от прошивки отверстий, оси которых расположены под разными углами, и прорезания пазов и заканчивая обработкой внутренних полостей и формообразованием сложнофасонных поверхностей непрофилированным электродом-инструментом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2107613C1 |
| Инструментальная головка | 1982 |
|
SU1016089A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Инструментальная головка | 1979 |
|
SU876327A1 |
| СТАНОК ПОРТАЛЬНОГО ТИПА С УСТРОЙСТВОМАВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ УПРУГИХПЕРЕМЕЩЕНИЙ | 1972 |
|
SU427832A1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2007 |
|
RU2365492C2 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2109625C1 |
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1997 |
|
RU2134175C1 |
Изобретение относится к области многокоординатной обработки сложнофасонных поверхностей, электроэрозионной обработке непрофилированным электродом-инструментом. Станок имеет возможность перемещения инструмента по трем линейным и трем угловым координатам и содержит основание, две станины, подвижную раму, подвижную каретку, поворотную рамку, рабочую головку и приводы перемещений. Для повышения точности обработки подвижная рама установлена на направляющих станин с возможностью перемещения с подвижной кареткой, внутри которой размещена поворотная рамка и рабочая головка с пинолью и инструментом, выполненные с возможностью поворота их осей в двух взаимно перпендикулярных плоскостях. 2 з.п. ф-лы, 2 ил.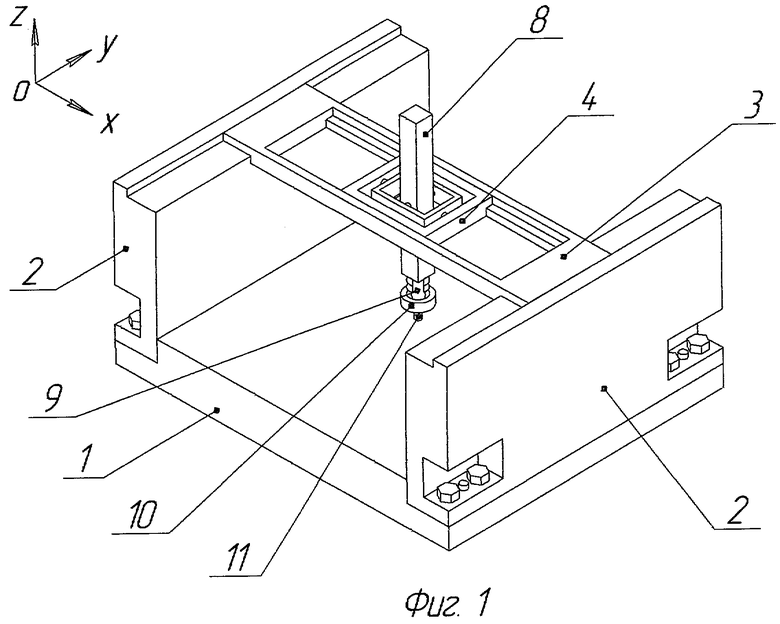
| US 5911888 А, 28.07.1999 | |||
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ РАЗМЕРНОЙОБРАБОТКИ | 0 |
|
SU297250A1 |
| Станок для электроэрозионной прошивки отверстий в листовых материалах | 1979 |
|
SU854659A1 |
| Электроэрозионный станок для прошивки отверстий в крупногабаритных тонколистовых деталях | 1982 |
|
SU1021548A1 |

