(54) ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальная головка | 1979 |
|
SU870011A1 |
| Инструментальная головка | 1982 |
|
SU1016089A1 |
| Станок для обработки фасонных изделий | 1979 |
|
SU856759A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
| Двухкоординатная инструментальнаягОлОВКА для CTAHKOB C чиСлОВыМпРОгРАММНыМ упРАВлЕНиЕМ | 1979 |
|
SU814594A1 |
| Инструментальная головка | 1982 |
|
SU1000176A1 |
| Устройство для нарезания резьбы на токарных автоматах | 1983 |
|
SU1126394A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Переносный фрезерный станок | 1972 |
|
SU470367A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |


1
Изобретение относится к станкостроенш) и может быть использовано для оснащения металлорежущих станков, в которых должен быть обеспечен поворот инструмента, по меньшей мере, в двух взаимно перпендикулярных плойгКОСТЯХ,;
известны головки для программного перемещения инструмента относительно заготовки, содерюащие корпус-каретку, перемещаемую по направляющим станка, шпиндельный узел, шарнирно закрепленный в корпусе-каретке, и двухкоординатный механизм программного перемещения шпиндельного узла 1.
Известные устройства имеют относительно низкую точность и требуют разработки сложных управляющих программ.
Цель изобретения - повышение точлости обработки и упрощение программирования.
Указанная цель достигается тем, что шпиндельный узел снабжен двумя сферическими шарнирами, один из которых установлен в корпусе-каретке, а механизм программного перемещения шпиндельного узла установлен на корпусе-каретке с возможностью перемещения и выполнен в виде двух взаимно
перпендикулярно перемещаемых рамок с приводами программного перемещения, снабженных пазами, в зоне пересечения которых установлен второй сферический шарнир.
Кроме того, двухкоординатный механизм программного -перемещения выполнен в виде зубчатой пары с внешним зацеплением, причем по центру одно10го из зубчатых колес размещена обойма сферического шарнира шпиндельного узла, а оба колеса установлены на осях с возможностью вращения эксцентрично с соблюдением условия
15
Е„ц гееА щ+ веАом. где trtu. межцентровое расстояние;
ftewhv
. мгновенные значения радиусов колес в зацепле20нии, измеренные вдоль линии, соединяющей центры осей вращения колес-.
На фиг. 1 изображена предлагаемая
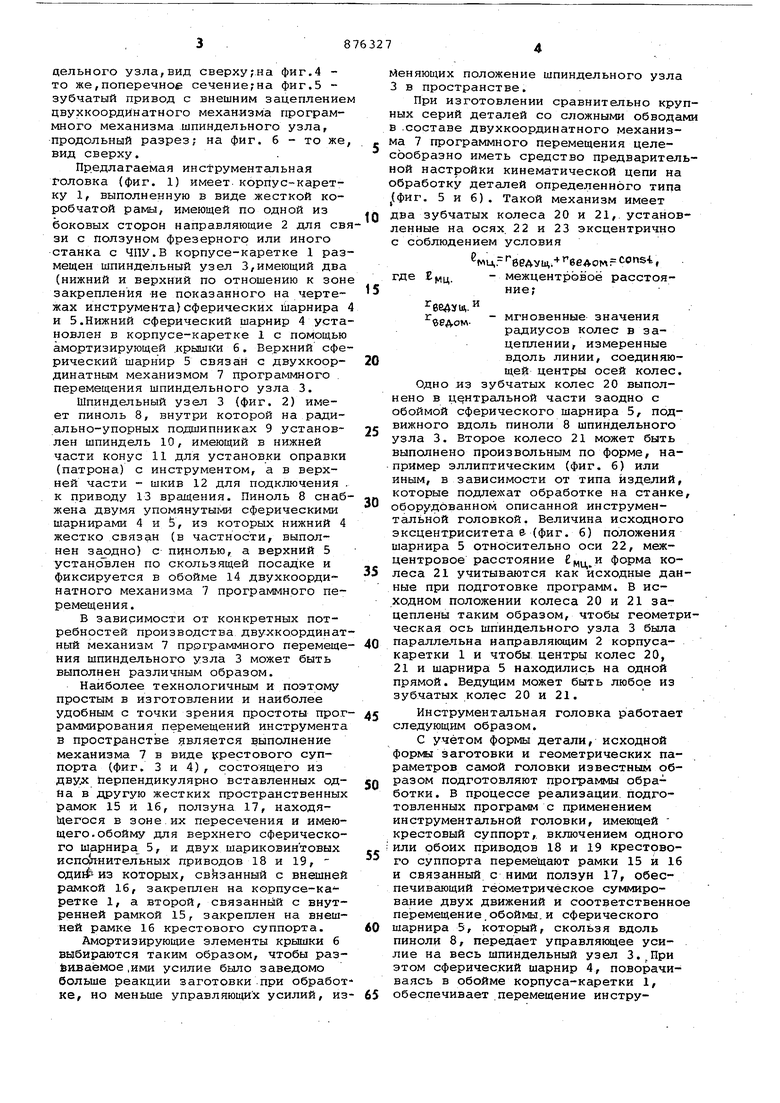
25 инструментальная головка, общий вид; ;на фиг. 2 - шпиндельный узел предлагаемой инструментальной головки, продольный разрез; на фиг. 3 - крестовый суппорт двухкоординатного ме30ханизма программного перемещения шпинцельного узла,вид сверху,-на фиг.4 то же,поперечное сечение;на фиг.5 зубчатый привод с внешним зацеплением цвухкоордйнатного механизма программного механизма шпиндельного узла, продольный разрез; на фиг. б - то же, вид сверху.
Предлагаемая инструментальная головка (фиг. 1) имеет корпус-каретку 1, выполненную в виде жесткой коробчатой рамы, имеющей по одной из боковых сторон направляющие 2 для связи с ползуном фрезерного или иного станка с ЧПУ.В корпусе-каретке 1 размещен шпиндельный узел 3,имеющий два (нижний и верхний по отношению к зоне закрепления не показанного на чертежах инструмента)сферических йарнира 4 и 5.Нижний сферический шарнир 4 установлен в корпусе-каретке 1 с помощью амортизирующей .крышки б. Верхний сферический шарнир 5 связан с двухкоординатным механизмом 7 программного . перемещения шпиндельного узла 3.
Шпиндельный узел 3 (фиг. 2) имеет пиноль 8, внутри которой на ращиально-упорных подшипниках 9 установлен шпиндель 10, имеющий в нижней части конус 11 для установки оправки (патрона) с инструментом, а в верхней части - шкив 12 для подключения . к приводу 13 вращения. Пиноль 8 снабжена двумя yпoмянyтыIv5И сферическими шарнирами 4 и 5, из которых нижний 4 жестко связан (в частности, выполнен зардно) с пинолью, а верхний 5 устаноТвлен по скользящей посадке и фиксируется в обойме 14 двухкоординатного механизма 7 программного перемещения.
В зависимости от конкретных потребностей производства двухкоординатный механизм 7 программного перемещения шпиндельного узла 3 может быть выполнен различным образом.
Наиболее технологичным и поэтому простым в изготовлении и наиболее удобным с точки зрения простоты программирования перемещений инструмента в пространст5ве является выполнение механизма 7 в виде {срестового суппорта (фит. 3 и 4), состоящего из перпендикулярно вставленных одна в другую жестких пространственных рамок 15 и 16, ползуна 17, находяЬцегося в зоне их пересечения и имеющего, обойму для верхнего сферического шарнира 5, и двух шариковинтовых испо пнительных приводов 18 и 19, оди из которых, связанный с внешней рамкой 16, закреплен на корпусе-каретке 1, а второй, связанный с внутренней рамкой 15, закреплен на внешней рамке 16 крестового суппорта.
Амортизирующие элементы крышки б выбираются таким образом, чтобы разбиваемое ,ими усилие было заведомо больше реакции заготовки .при обработке, но меньше управляющих усилий, изменяющих положение шпиндельного узла 3 в пространстве.
При изготовлении сравнительно крупных серий деталей со сложными обводами в -составе двухкоординатного механизма 7 программного перемещения целесообразно иметь средство предварительной настройки кинематической цепи на обработку деталей определенного типа |(фиг. 5 и 6) . Такой механизм имеет 0 два зубчатых колеса 20 и 21,.установленные на осях. 22 и 23 эксцентрично с соблюдением условия
ми,.- eeAvui,.- бедомг consi,
где ц. - межцентровоё расстоя5ние;
ведуш,.
г„„ - мгновенные значения радиусов колес в зацеплении, измеренные вдоль линии, соединяющей центры осей колес. Одно из зубчатых колес 20 выполнено в центральной части заодно с обоймой сферического шарнира 5, подвижного вдоль пиноли 8 шпиндельного
узла 3. Второе колесо 21 может быть выполнено произвольным по форме, например эллиптическим (фиг. б) или иным, в зависимости от типа изделий, которые подлежат обработке на станке,
0 оборудованном описанной инструментальной головкой. Величина исходного эксцентриситета е- (фиг. б) положения шарнира 5 относительно оси 22, межцентровое расстояние CMU.и форма колеса 21 учитываются как исходные данные при подготовке программ. В исходном положении колеса 20 и 21 зацеплены таким образом, чтобы геометрическая ось шпиндельного узла 3 была
0 параллельна направляющим 2 корпусакаретки 1 и чтобы центры колес 20, 21 и шарнира 5 находились на одной прямой. Ведущим может быть любое из зубчатых колес 20 и 21.
5 Инструментальная головка работает следующим образом.
С учётом формы детали, исходной формы заготовки и геометрических параметров самой головки известным обп разом подготовляют программы обработки . В процессе реализации, подготовленных программ с применением инструментальной головки, имеющей крестовый суппорт,, включением одного : или обоих приводов 18 и 19 крестового суппорта перемещают рамки 15 и 16 и связанный с ними ползун 17, обеспечивающий геометрическое суммирование двух движений и соответственное перемещение обоймы.и сферического
0 шарнира 5, который, скользя вдоль пиноли 8, передает управлякндее усилие на весь шпиндельный узел З...Ири этом сферический шарнир 4, поворачиваясь в обойме корпуса-каретки 1,
5 обеспечивает перемещение инстру:мента по заданной траектории в преде лах телесного угла 90°. Аналогично работает инструменталв ная головка с зубчатым приводом . двухкоординатного механизма программного перемещения. При вращении ведущего зубчатого колеса в зубчатой паре 20 и 21 изменяется положение центра сферического шарнира 5 отно.сительно оси вращения зубчатого коле са 20, что, соответственно,, вызывает отклонение оси шпиндельного узла 3 от вертикали и заданное программой обработки перемещение инструмента.. Независимо от формы выполнения двухкоординатного механизма 7 программного перемещения управляющие воз действия прилагаются к длинному плечу рычага nepJBoro рода, которым является шпиндельный узел 3, а рабочие перемоцения происходят на коротком плече, что существенно облегчает и ускоряет в три раза подготовку программ и повышает точность перемещения инструмента по заданной траектории и точность обработки. Ослабление воз действия реакции заготовки на работу механизма программного управления также способствует повышению точност обработки и позволяет уменьшить мощность и энергопотребление приводов программного управления. Использование предлагаемой инстру ментальной головки позволяет повысит точность обработки и упростить программное управление. Формула изобретения 1. Инструментальная головка для программного перемещения инструмента относительно заготовки, содержащая , корпус-каретку, Перемещаемую по направляющим станка, шпиндельный узел. шарнирно закрепленный в корпусе-каретке, и двухкоординатный механизм программного перемещения шпиндельного узла, отличающаяся тем, что, с целью повышения точности обработки- и упрощения программирования, шпиндельный узел снабжен двумя сферическими шарнирами, один из которых установлен в корпусе- каретке,а механизм программного переметцения шпиндельного узла установлен на корпусе-, каретке с возможностью перемещения, и выполнен .в виде двух взаимно перпендикулярно перемещаемых рамок с приводами программного перемещения, снабженных пазами, в зоне пересечения КОТО1ИЛХ установлен второй сферический шарнир. 2. Головка по п. 1,отлич аю щ а я с я тем, что двухкоординатный механизм программного перемещения выполнен в виде зубчатой пары с внешним зацеплением,-причем по.центру одного из зубчатых колес размещена обойма сферического шарнира шпиндельного узла, а оба колеса установлены на осях с возможностью вращения эксцентрично с соблюдением условия. ни: веАУщ беАомГ ° в где К ми,. межцентровоё расстояние;,. мгновенные значения ра ЙВДом. диусов колес в зацеплеНИИ, измеренные вдоль линии, соединяющей .центры осей вращения колес. Источники информации, принятые во внимание при экспертизе 1. Лиценко В.А. Станки с числовым программным управлением. М., Машгиз, 1979, с. 406.
Uf.J
/
ff
IS.
(Риг. М
