Область техники
Настоящее изобретение относится к стали для холодной обработки, т.е. к стали, предназначенной для обработки материала в холодном состоянии. Типичными примерами применения такой стали являются инструменты для срезания (резки) и вырубки (штамповки), нарезки резьбы, например вращающиеся винторезные головки и метчики; инструментальная оснастка для холодной экструзии, полусухого прессования, глубокой вытяжки и для резцов станков. Изобретение также касается применения указанной стали для изготовления инструментов холодной обработки, изготовления самой стали и инструментов, изготовленных из этой стали.
Уровень техники
К высококачественной стали для холодной обработки предъявляют ряд требований, включая твердость, достаточную для применения, высокую износостойкость и высокую ударную вязкость. Для оптимальной работы инструментов важна как высокая износостойкость, так и высокая ударная вязкость. VANADIS ® 4 - это порошковая металлургическая сталь для холодной обработки, производимая и поставляемая заявителем; эта сталь имеет чрезвычайно благоприятное сочетание износостойкости и высокой ударной вязкости для изготовления из нее инструментов с улучшенными рабочими характеристиками. Указанная сталь имеет следующий номинальный состав, мас.%: 1,5 С, 1,0 Si, 0,4 Mn, 8,0 Cr, 1,5 Мо, 4,0 V, остальное составляет железо и неизбежные примеси. Сталь особенно пригодна для применения там, где основными проблемами являются адгезионный износ и/или скалывание, т.е. для мягких/вязких рабочих материалов, таких как аустенитная нержавеющая сталь, малоуглеродистая сталь, алюминий, медь и т.д., а также для более плотных рабочих материалов. Типичными примерами инструментов для холодной обработки, для которых можно применять указанную сталь, являются инструменты, упомянутые в преамбуле. Вообще говоря, сталь VANADIS ® 4, описанная в Шведском патенте №457356, характеризуется хорошей износостойкостью, высоким сопротивлением сжатию, хорошей прокаливаемостью, очень хорошей ударной вязкостью, очень хорошей стабильностью размеров при тепловой обработке, и хорошим сопротивлением отпуску; при этом все указанные свойства являются очень важными признаками высококачественной стали для холодной обработки.
Заявитель также разработал сталь по WO 01/25499, имеющую следующий химический состав, мас.%: 1,0-1,9 С, 0,5-2,0 Si, 0,1-1,5 Mn, 4,0-5,5 Cr, 2,5-4,0 (Mo+W/2), однако максимум 1,0 W, 2,0-4,5 (V+Ni/2), однако максимум 1,0 Ni, остальное составляет железо и примеси; при этом сталь имеет микроструктуру, которая в закаленном и отпущенном состоянии стали содержит 5-12 об.% МС-карбидов, из которых по меньшей мере 50 об.% имеют размер более 3 мкм, но менее 25 мкм. Такую микроструктуру получают посредством формования слитка напылением (spray-forming an ingot). Такой состав и микроструктура наделяют сталь свойствами, подходящими для изготовления валков для холодной прокатки, благодаря наличию специфических характеристик, например высокой ударной вязкости и износостойкости. Кроме того, в ЕР 0630984 А1 описана сталь для скоростной обработки, изготовляемая традиционным способом литья слитков. В соответствии с описанным примером эта сталь содержит 0,69 С, 0,80 Si, 0,30 Mn, 5,07 Cr, 4,03 Мо, 0,98 V, 0,041 N, остальное составляет железо. Эта сталь, микроструктура которой также показана в указанном патенте, после закалки и отпуска содержит в общей сложности 0,3 об.% карбидов типа М2С и М6С, и 0,8 об.% карбидов типа МС. Карбиды последнего типа имеют по существу сферическую форму и большие размеры, что типично для сталей с высоким содержанием ванадия, производимых традиционным способом, включающим литье слитка. Указано, что данная сталь пригодна для «обработки давлением».
Вышеуказанную сталь VANADIS ® 4 производят уже около 15 лет, и, благодаря ее прекрасным характеристикам она завоевала ведущую позицию на рынке высококачественных сталей для холодной обработки. Целью настоящего изобретения является разработка стали для холодной обработки с улучшенными рабочими характеристиками, имеющей еще более высокую ударную вязкость, чем VANADIS ® 4 и остальные характеристики, соответствующие характеристикам стали VANADIS ® 4, или превышающие таковые. Область применения новой стали, в принципе, остается такой же, как и в случае стали VANADIS ® 4.
Раскрытие изобретения
Вышеуказанные цели могут быть достигнуты, если сталь имеет следующий химический состав в мас.%: 1,25-1,75 (C+N), однако по меньшей мере 0,5 С, 0,1-1,5% Si, 0,1-1,5% Mn, 4,0-5,5 Cr, 2,5-4,5% (Mo+W/2), однако максимум 0,5% W, 3,0-4,5% (V+Nb/2), однако максимум 0,5% Nb, максимум 0,3% S, остальное составляет железо и неизбежные примеси; и микроструктуру, которая в закаленном и отпущенном состоянии стали содержит 6-13 об.% обогащенных ванадием МХ-карбидов, -нитридов и/или карбонитридов, равномерно распределенных в основе стали, где Х - это углерод и/или азот, причем по меньшей мере 90 об.% от указанных карбидов, нитридов и/или карбонитридов имеют эквивалентный диаметр Deq меньше 3,0 мкм, и предпочтительно менее 2,5 мкм в изучаемом разрезе стали, и максимум 1 об.% общего количества других, возможно существующих карбидов, нитридов и/или карбонитридов. Карбиды имеют преимущественно круглую или скругленную форму, хотя также могут встречаться отдельные удлиненные карбиды. Эквивалентный диаметр Deq в настоящем контексте определяют как Deq=2√А/π, где А - это поверхность частицы карбида в изучаемом разрезе стали. Обычно по меньшей мере 98 об.% МХ-карбидов, нитридов и/или карбонитридов имеют Deq<3,0 мкм. Обычно карбиды/нитриды/карбонитриды сфероидизированы до такой степени, что ни один карбид в изученном разрезе стали не имеет длины, превышающей 3,0 мкм.
В закаленном состоянии основа по существу состоит только из мартенсита, который содержит 0,3-0,7, предпочтительно 0,4-0,6% С в твердом растворе. Сталь после закалки и отпуска имеет твердость 54-66 HRC (по шкале С Роквелла).
После смягчающего отжига сталь имеет ферритную основу, содержащую 8-15 об.% обогащенных ванадием МХ-карбидов, нитридов и/или карбонитридов, из которых по меньшей мере 90 об.% имеют эквивалентный диаметр менее 3,0 мкм, и предпочтительно менее 2,5 мкм; и максимум 3 об.% других карбидов, нитридов и/или карбонитридов.
Если не указано особо, химический состав стали здесь и далее выражен в массовых процентах, а указанные объемные проценты касаются описания состава структуры стали.
В отношении составляющих сплав элементов и их взаимного соотношения, структуры стали и ее тепловой обработки верно нижеследующее:
Углерод содержится в стали в количестве, достаточном для образования в стали в закаленном и отпущенном состоянии в сочетании с азотом, ванадием и, возможно присутствующим ниобием, а также, до некоторой степени, с другими присутствующими металлами, 6-13 об.%, предпочтительно, 7-11 об.% МХ-карбидов, нитридов и/или карбонитридов, а также в закаленном состоянии стали находится в твердом растворе в основе стали в количестве 0,3-0,7, предпочтительно 0,4-0,6 мас.%. Подходит содержание растворенного углерода в основе стали приблизительно 0,53%. Общее количество углерода и азота в стали, включая углерод, растворенный в основе стали, и углерод, связанный в карбидах, нитридах и карбонитридах, т.е. % (C+N), составляет по меньшей мере 1,25, предпочтительно по меньшей мере 1,35%, в то время как максимальное содержание C+N может достигать 1,75%, предпочтительно максимум 1,60%.
В соответствии с первым предпочтительным случаем осуществления настоящего изобретения, сталь не содержит азота в концентрации, превышающей неизбежное его количество, поскольку азот попадает в сталь из окружающей среды и/или с сырьем, т.е. содержит максимум приблизительно 0,12%, предпочтительно приблизительно максимум 0,10%. Однако в соответствии с потенциальным случаем осуществления настоящего изобретения, сталь может содержать и большее, специально добавленное количество азота, который можно подавать посредством твердофазного азотирования порошка стали, применяемого для изготовления стали. В этом случае, основная часть C+N может состоять из азота, что подразумевает, что в этом случае указанные МХ-частицы состоят в основном из карбонитридов ванадия, в которых азот является существенным компонентом наравне с ванадием, или даже состоят из чистых нитридов ванадия; в то время как углерод по существу находится в растворенном виде в основе стали, находящейся в состоянии закалки и отпуска.
Кремний присутствует в виде остатка, получаемого при производстве стали, в количестве, по меньшей мере, 0,1%, обычно в количестве по меньшей мере 0,2%. Кремний повышает активность углерода в стали, таким образом, внося свой вклад в придание стали адекватной твердости. Если содержание кремния слишком велико, сталь может стать излишне хрупкой из-за закалки на твердый раствор, поэтому максимальное содержание кремния в стали составляет 1,5%, предпочтительно максимум 1,2%, пригодным является максимум 0,9%.
Марганец, хром и молибден находятся в стали в количествах, достаточных для придания стали адекватной прокаливаемости. Марганец также нужен для связывания возможно присутствующей в стали серы с образованием сульфидов марганца. Таким образом, содержание марганца составляет 0,1-1,5%, предпочтительно, 0,1-1,2, пригодным является 0,1-0,9%.
Для придания стали требуемой прокаливаемости, наряду, в первую очередь, с молибденом, а также с марганцем, хром находится в количестве, по меньшей мере, 4,0%, предпочтительно по меньшей мере 4,5%. Однако чтобы в стали не образовывались нежелательные карбиды хрома, содержание хрома не должно превышать 5,5%, предпочтительно 5,2%,.
Для придания стали требуемой прокаливаемости, несмотря на то, что марганец и хром находятся в ограниченном количестве, характерном для такой стали, молибден присутствует в количестве, по меньшей мере, 2,5%. Предпочтительно сталь содержит по меньшей мере 2,8%, пригодным является по меньшей мере 3,0% молибдена. Сталь может содержать максимум 4,5%, предпочтительно максимум 4,0% молибдена, в противном случае сталь будет содержать нежелательные М6С-карбиды вместо нужного количества МС-карбидов. Более высокие концентрации молибдена также могут вызывать нежелательные потери молибдена из-за окисления в процессе изготовления стали. В принципе, молибден можно частично или полностью заменить вольфрамом, но его требуется вдвое больше, чем молибдена, что является существенным недостатком. Кроме того, любой скрап, который может быть получен в связи с производством стали или в связи с изготовлением изделий из нее, будет менее пригоден для переработки, если сталь содержит значительные количества вольфрама. Следовательно, концентрация вольфрама не должна превышать максимум 0,5%, предпочтительно максимум 0,3%, пригодным является максимум 0,1%. Лучше всего, чтобы сталь вовсе не содержала специально добавленного вольфрама, который, в соответствии с наиболее предпочтительным осуществлением настоящего изобретения, может находиться в стали только в качестве примеси, в виде остаточного элемента, попадающего вместе с сырьем, используемым для изготовления стали.
Ванадий присутствует в стали в количестве, по меньшей мере, 3,0%, но не более 4,5%, предпочтительно по меньшей мере 3,4%, но максимум 4,0%, чтобы в закаленном и отпущенном состоянии стали вместе с углеродом и азотом образовались указанные МХ-карбиды, нитриды и/или карбонитриды в общем количестве 6-13%, предпочтительно 7-11% об. В принципе, ванадий можно заменить ниобием, но его требуется вдвое больше, чем ванадия, что является существенным недостатком. Кроме того, ниобий может влиять на форму карбидов, нитридов и/или карбонитридов, приводя к образованию более заостренной конфигурации и более крупных образований по сравнению с чистыми карбидами, нитридами и/или карбонитридами ванадия, что может инициировать образование разрывов и сколов и, следовательно, приводит к снижению ударной вязкости материала. Таким образом, ниобий не должен присутствовать в количестве свыше 0,5%, предпочтительно максимум 0,3%, и пригодным является максимум 0,1%. Лучше всего, чтобы сталь вовсе не содержала специально добавленного ниобия. Следовательно, в соответствии с наиболее предпочтительным осуществлением настоящего изобретения, ниобий находится в стали только в качестве неизбежной примеси, в виде остаточного элемента, попадающего вместе с сырьем, используемым для изготовления стали.
В соответствии с первым воплощением изобретения, сера может присутствовать в стали в виде примеси, в количестве не более 0,03%. Однако для улучшения обрабатываемости стали, возможно, чтобы сталь в соответствии с указанным воплощением изобретения содержала специально добавленную серу в количестве максимум 0,3%, предпочтительно максимум 0,15%.
При производстве стали сначала приготавливают некую массу расплавленной стали, содержащей заданные количества углерода, кремния, марганца, хрома, молибдена, возможно вольфрама, ванадия, возможно ниобия, возможно некоторое количество серы, превышающее уровень примеси, неизбежную концентрацию азота, остальное составляет железо и примеси. Из этого расплавленного материала изготавливают порошок с помощью распыления газообразным азотом. Капли, получаемые при распылении газом, охлаждаются очень быстро, так что образующимся карбидам ванадия и/или смешанным карбидам ванадия и ниобия не хватает достаточно времени для роста, и они остаются чрезвычайно мелкими (их толщина не превышает доли микрометра), при этом они имеют ярко выраженную неправильную форму, обусловленную осаждением карбидов в оставшихся областях, содержащих расплавленный материал в скелете дендритов, внутри быстро застывающих капелек, до того, как капельки полностью застывают, образуя зерна порошка. Если сталь должна содержать азот в концентрации, превышающей неизбежное примесное его количество, подачу азота можно осуществить азотированием порошка, например, таким образом, как описано в SE 462837.
После просеивания, которое производят до азотирования, в том случае, если порошок подвергают азотированию, порошком заполняют капсулы, которые вакуумируют, закупоривают и подвергают горячему изостатическому прессованию (ГИП) традиционным способом при высокой температуре и высоком давлении, т.е. при 950-1200°С и 90-150 МПа, обычно примерно при 1150°С и 100 МПа, так что порошок уплотняется с образованием абсолютно плотного тела.
При проведении операции ГИП карбиды/нитриды/карбонитриды приобретают значительно более правильную форму, чем та, которую они имели в порошке. Подавляющее их большинство, в пересчете на объем, приобретает максимальный размер приблизительно 1,5 мкм и округлую форму. Отдельные частицы могут сохранять удлиненную форму, и их размер может достигать максимум приблизительно 2,5 мкм. Превращение можно, вероятно, объяснить, с одной стороны, дезинтеграцией очень мелких частиц в порошке, а с другой стороны, слиянием частиц.
Сталь можно применять в ГИП состоянии. Однако обычно после ГИП сталь подвергают горячей обработке посредством ковки и/или горячей прокатки. Ее производят при начальной температуре от 1050 до 1150°С, предпочтительно примерно при 1100°С. Это приводит к дальнейшему слиянию частиц и, кроме того, к глобуляризации (сфероидизации) карбидов/нитридов/карбонитридов. После ковки и/или горячей прокатки по меньшей мере 90 об.% карбидов имеют максимальный размер 2,5 мкм, предпочтительно максимум 2,0 мкм.
Для того чтобы сталь можно было обрабатывать режущими инструментами, сначала ее нужно подвергнуть смягчающему отжигу. Его проводят при температуре ниже 950°С, предпочтительно приблизительно при 900°С, для того, чтобы ингибировать рост карбидов/нитридов/карбонитридов. Таким образом, материал, подвергнутый смягчающему отжигу, характеризуется распределением очень тонкодиспергированных МХ-частиц в ферритной основе, которая содержит 8-15 об.% МХ-карбидов, нитридов и/или карбонитридов, из которых по меньшей мере 90 об.% имеют эквивалентный диаметр менее 3,0 мкм, а также предпочтительно менее 2,5 мкм, и максимум 3 об.% других карбидов, нитридов и/или карбонитридов.
После того как инструменту придают окончательную форму с помощью обработки на режущих машинах, его закаливают и подвергают отпуску. Для того чтобы избежать нежелательного, слишком сильного растворения МХ-карбидов, нитридов и карбонитридов, аустенизацию проводят при температуре от 940 до 1150°С, предпочтительно при температуре ниже 1100°С. Подходящая температура аустенизации составляет 1000-1040°С. Отпуск можно производить при температуре от 200 до 560°С, причем либо как низкотемпературный отпуск при температуре от 200 до 250°С, либо как высокотемпературный отпуск при температуре от 500 до 560°С. При аустенизации МХ-карбиды/нитриды/карбонитриды до некоторой степени растворяются, так что при отпуске они могут осаждаться повторно. В конечном итоге образуется микроструктура, типичная для настоящего изобретения, а именно структура, состоящая из отпущенного мартенсита, в котором содержится 6-13 об.%, предпочтительно 7-11 об.% МХ-карбидов, нитридов и/или карбонитридов, где М по существу состоит из ванадия, а Х состоит из углерода и азота, предпочтительно по существу из углерода; причем по меньшей мере 90 об.% указанных карбидов, нитридов и/или карбонитридов имеют эквивалентный диаметр максимум 2,5 мкм, предпочтительно максимум 2,0 мкм; кроме того, отпущенный мартенсит содержит всего максимум 1 об.% карбидов, нитридов и/или карбонитридов других типов. До проведения отпуска мартенсит содержит 0,3-0,7, предпочтительно 0,4-0,6% углерода в твердом растворе.
Дальнейшие особенности и аспекты настоящего изобретения очевидны из прилагаемой формулы изобретения и нижеследующего описания проведенных экспериментов.
Краткое описание чертежей
В нижеследующем описании проведенных экспериментов будут сделаны ссылки на приведенные чертежи, на которых
На Фиг.1 показана при очень сильном увеличении микроструктура порошка металла, типичного для изготовления стали в соответствии с настоящим изобретением.
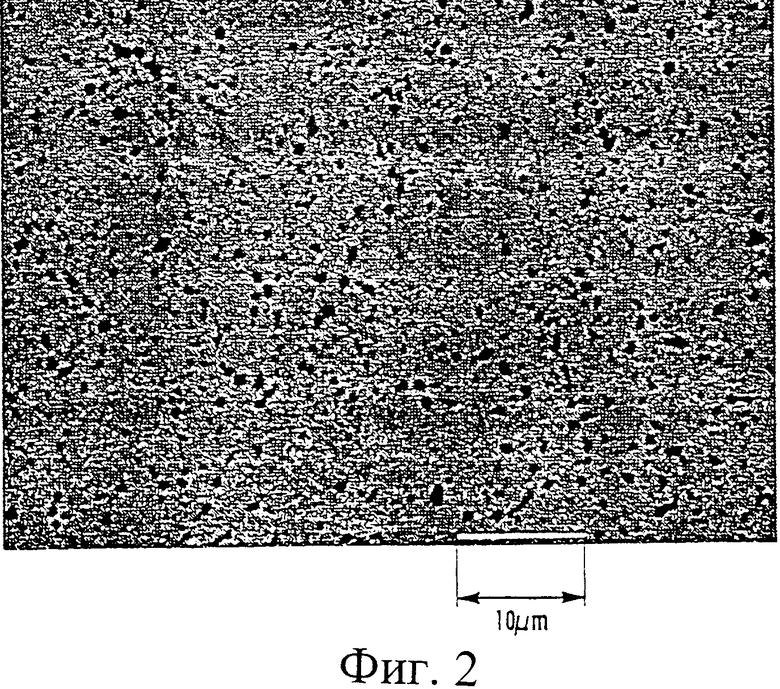
На Фиг.2 показана, но при меньшем увеличении, микроструктура того же самого стального материала после ГИП.
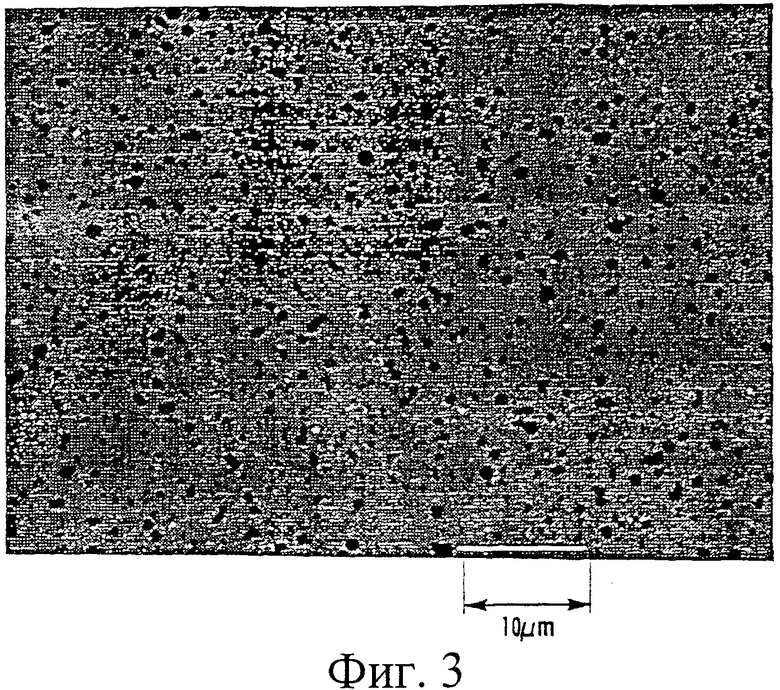
На Фиг.3 показан тот же самый стальной материал, что и на Фиг.2, но после ковки.
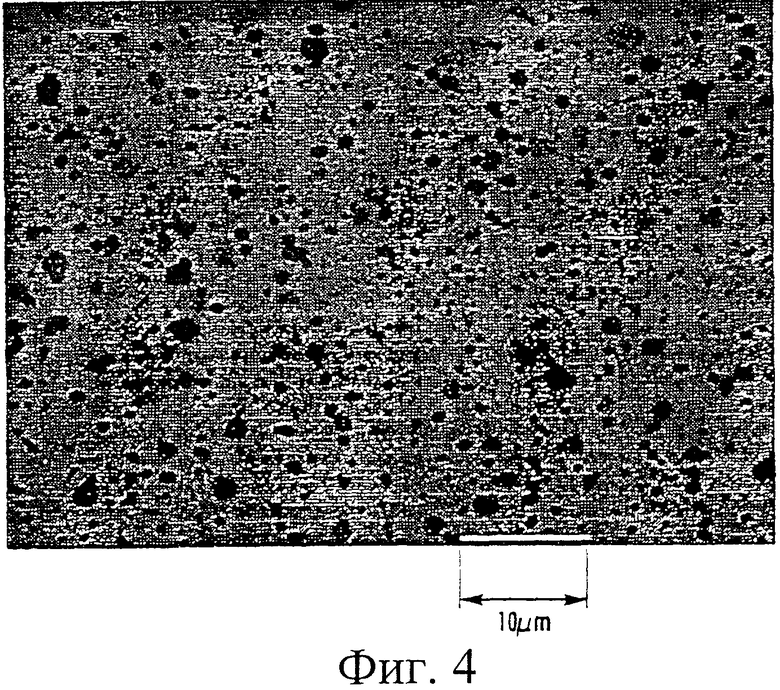
На Фиг.4 показана микроструктура материала сравнения после ГИП и ковки.
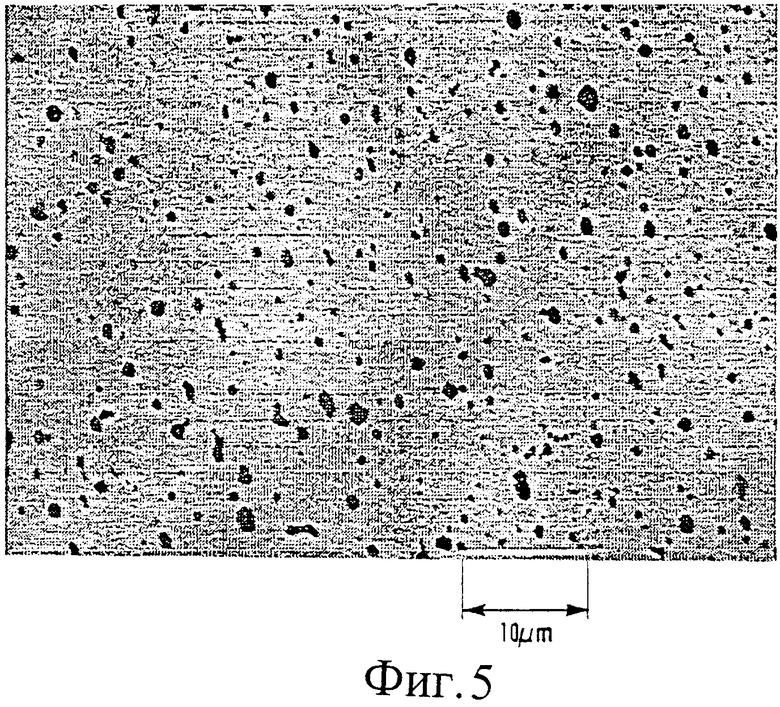
На Фиг.5 показана микроструктура стали по настоящему изобретению после закалки и отпуска.
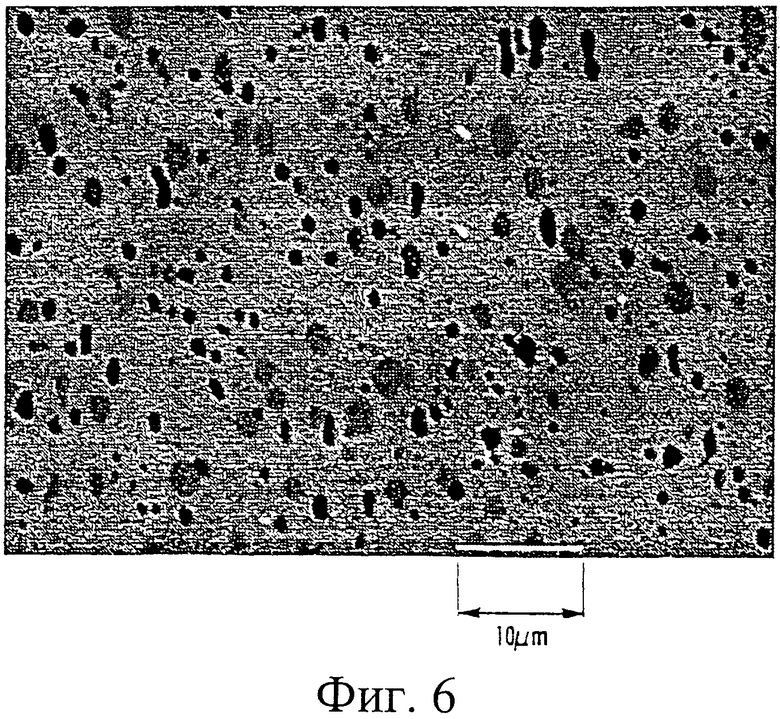
На Фиг.6 показана микроструктура материала сравнения после закалки и отпуска.
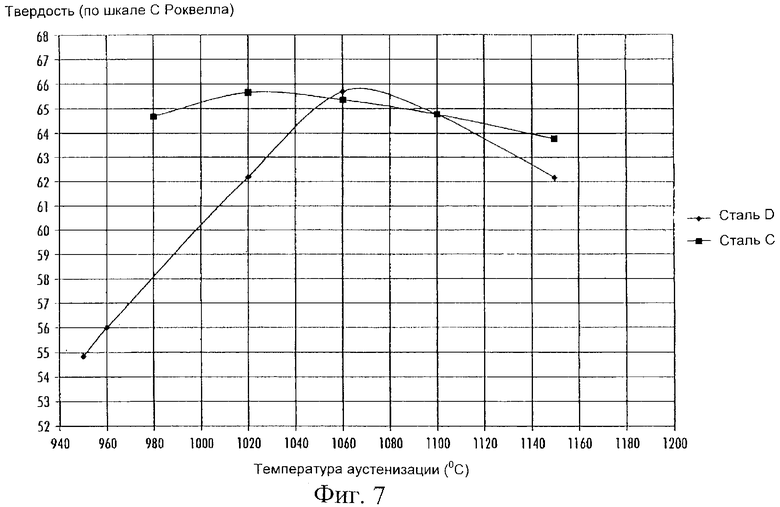
Фиг.7 представляет собой диаграмму, показывающую твердость стали в соответствии с настоящим изобретением и твердость материала сравнения в зависимости от температуры аустенизации.
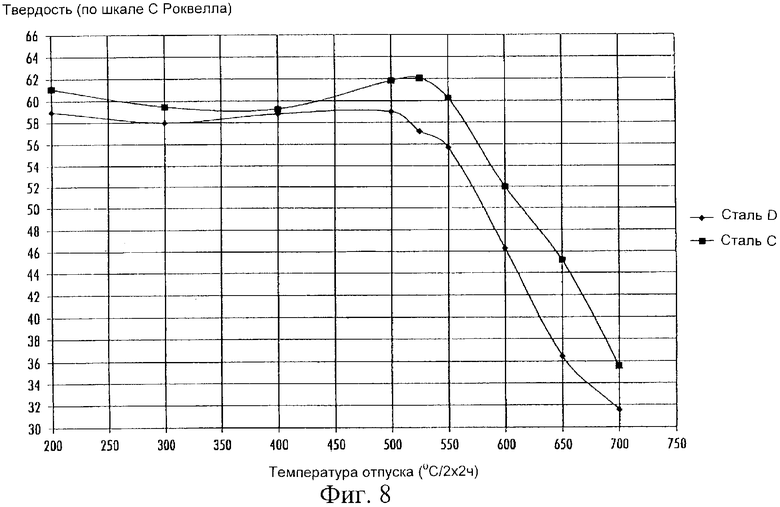
На Фиг.8 показана твердость стали в соответствии с настоящим изобретением и твердость материала сравнения в зависимости от температуры отпуска.
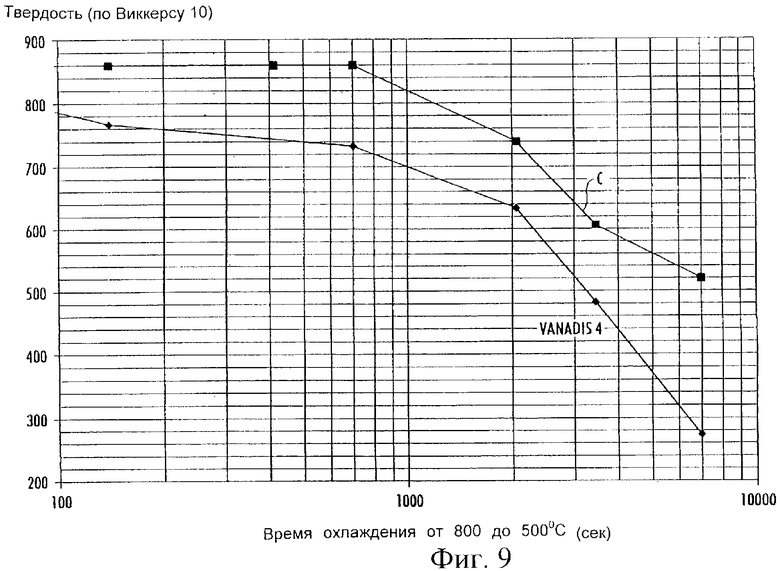
На Фиг.9 показаны кривые прокаливаемости стали в соответствии с настоящим изобретением и кривые прокаливаемости стали сравнения.
Описание проделанных испытаний
Химический состав испытанных сталей указан в таблице 1. В таблице указано содержание вольфрама в некоторых сталях, этот вольфрам присутствует в стали в качестве остаточного количества, полученного из сырых материалов, из которых была изготовлена сталь, т.е. в виде неизбежной примеси. Для некоторых сталей указано содержание серы, которая также является примесью. Сталь также содержит и другие примеси, концентрации которых не превышают нормальных уровней примеси, и которые не указаны в таблице. Остаток составляет железо. В таблице 1 стали В и С имеют химический состав в соответствии с настоящим изобретением. Стали A, D, Е и F - материалы сравнения, в частности, типа VANADIS ® 4.
Химический состав испытанных сталей, выраженный в мас.%
Отливки расплавленной стали с химическими составами A-F (Таблица 1) были изготовлены в соответствии с традиционной металлургической методикой плавки. Металлические порошки были изготовлены из расплавленного материала распылением потока расплавленного металла газообразным азотом. Образующиеся капли охлаждали очень быстро. Была исследована микроструктура стали В. Структура показана на Фиг.1. Как видно из Фиг.1, сталь содержит очень мелкие карбиды очень неправильной формы, которые осаждались в оставшихся областях, содержащих расплавленный метал в скелете дендритов.
ГИП материал был также изготовлен в небольшом количестве из сталей А и В. По 10 кг стали А и стали В поместили в капсулы из металлического листа, которые затем закрыли, вакуумировали и нагрели приблизительно до 1150°С, а затем подвергали горячему изостатическому прессованию (ГИП) при температуре приблизительно 1150°С и давлении 100 МПа. При проведении операции ГИП первоначально полученная карбидная структура порошка была разрушена, кроме того, происходило слияние карбидов. Результат, полученный для ГИП стали В, очевиден из Фиг.2. Карбиды в стали после ГИП имеют более правильную форму, которая ближе к сфероидальной. Они остаются очень маленькими. Подавляющее их большинство, более 90 об.% имеют эквивалентный диаметр максимум 2 мкм, предпочтительно максимум приблизительно 2,0 мкм.
Затем капсулы проковывают при температуре 1100°С до размера 50×50 мм. Структура материала в соответствии с настоящим изобретением, стали В и материала сравнения, стали А, после ковки показана, соответственно, на Фиг.3 и 4. В материале по изобретению МС-карбиды очень малы, имеют эквивалентный диаметр, не превышающий 2 мкм, и имеют по существу сфероидальную (шаровидную) форму. В стали по изобретению можно обнаружить лишь очень малое количество карбидов других типов, в частности карбидов, обогащенных молибденом, вероятно, типа М6С. Общее количество этих карбидов не превышает 1 об.%. С другой стороны, в материале сравнения, стали А, Фиг.4, объемная доля МС-карбидов и обогащенных хромом карбидов типа М7С3 приблизительно столь же велико. Кроме того, размеры карбидов значительно превышают размеры карбидов, имеющихся в стали по изобретению.
Затем проводили полномасштабные испытания. Из сталей C-F, имеющих химический состав, указанный в таблице 1, изготовляли порошки описанным выше способом. Из стали С по изобретению посредством ГИП известным способом были изготовлены болванки массой 2 тонны. Так, порошок помещали в капсулы, которые закупоривали, вакуумировали, нагревали приблизительно до 1150°С и подвергали горячему изостатическому прессованию при указанной температуре и давлении приблизительно 100 МПа. Из сталей сравнения D, Е и F были также с помощью ГИП изготовлены болванки в соответствии производственной практикой заявителя, относящейся к стали типа VANADIS ® 4. Болванки подвергали ковке и прокатке приблизительно при 1100°С до следующих размеров: сталь С - 200×80 мм, сталь D - 152×102 мм и сталь Е - ⊘ 125 мм.
После смягчающего отжига приблизительно при 900°С из материалов были отобраны образцы. Условия тепловой обработки закалкой и отпуском указаны в Таблице 2. В закаленном и отпущенном состоянии у сталей С и F были исследованы микроструктуры, которые показаны на Фиг.5 и Фиг.6. Сталь по изобретению, показанная на Фиг.5, содержала в основе, состоящей из отпущенного мартенсита, 9,5 об.% МС-карбидов. Обнаружить карбиды какого-либо иного типа, отличного от МС-карбидов, оказалось затруднительно. В любом случае, возможное общее количество таких карбидов, например, М7С3-карбидов, не превышает 1 об.%. В стали по изобретению, находящейся в закаленном и отпущенном состоянии, можно было определить одиночные карбиды, имеющие эквивалентный диаметр более 2,0 мкм, однако карбидов с размерами свыше 2,5 мкм не было обнаружено.
Материал сравнения, сталь F, Фиг.6, в закаленном и отпущенном состоянии содержала всего приблизительно 13 об.% карбидов, из которых приблизительно 6,5 об.% составляли МС-карбиды и приблизительно 6,5 об.% составляли М7С3-карбиды.
Твердость, достигнутая после тепловой обработки, указанной в таблице 2, также указана в таблице 2. Твердость стали С по изобретению в закаленном и отпущенном состоянии составила 59,8 HRC, в то время как стали сравнения D и Е имели твердость 58,5 и 61,7 HRC, соответственно.
Также была измерена твердость сталей С и D при различных температурах аустенизации и отпуска. Результаты показаны с помощью кривых на Фиг.7 и Фиг.8. Твердость стали С по изобретению, Фиг.7, очень мало зависит от температуры аустенизации. Это благоприятное свойство, так как оно позволяет проводить аустенизацию при сравнительно низких температурах. Наиболее подходящей температурой аустенизации оказалась температура 1020°С, в то время как стали сравнения необходимо было нагреть до 1060-1070°С, чтобы достигнуть максимальной твердости.
Из Фиг.8 видно, что сталь С по изобретению также имеет гораздо лучшее сопротивление отпуску, чем сталь сравнения D. При отпуске при температуре 500-550°С происходит хорошо выраженное вторичное твердение. Возможно также эту сталь подвергать отпуску при низкой температуре, приблизительно 200-250°С.
Была измерена ударная вязкость сталей С и D. Поглощенная ударная энергия (Дж) в направлении LT2 составляла для стали С по изобретению 102 Дж, что гораздо лучше по сравнению с твердостью 60 Дж, измеренной для материала сравнения - стали D. Испытуемые образцы состояли из прокатанных и отшлифованных, не имеющих надрезов испытуемых брусков размерами 7×10 мм и длиной 55 мм, закаленных до твердости в соответствии с данными таблицы 2.
При испытании на износ использовали образцы диаметром 0 15 мм и длиной 20 мм. Испытания производили посредством шагового теста (pin-to-pin test) при использовании в качестве абразивного истирающего агента SiO2. Сталь С по изобретению имела низкую скорость износа, 8,3 мг/мин, чем материал сравнения, сталь Е, для которой скорость износа составила 10,8 мг/мин, т.е. износостойкость этого материала была ниже.
Была исследована прокаливаемость стали С по изобретению, а также стали типа VANADIS ® 4, изготовленных в производственном масштабе. Температура аустенизации ТА в обоих случаях составляла 1020°С. Образцы охлаждали от температуры аустенизации ТА=1020°С до комнатной температуры при различных скоростях охлаждения, которые контролировали посредством более или менее интенсивного охлаждения газообразным азотом. Измеряли время, необходимое для охлаждения от 800°С до 500°С, а также твердость образцов, подвергаемых охлаждению с различной скоростью. Результаты указаны в Таблице 3. На Фиг.9 показана зависимость твердости от времени охлаждения от 800°С до 500°С. Из диаграммы, показывающей кривые прокаливаемости исследованных сталей, видно, что кривая для стали С по изобретению лежит значительно выше кривой для стали сравнения, что означает, что сталь по изобретению имеет значительно лучшую прокаливаемость, чем сталь сравнения.
Измерения прокаливаемости; ТА=1020°С
Изобретение относится к области металлургии, а именно к сталям для холодной обработки. Предложена сталь для холодной обработки и ее применение. Сталь имеет следующий химический состав, мас.%: 1,25-1,75% (C+N), по меньшей мере 0,5% С; 0,1-1,5% Si; 0,1-1,5% Mn; 4,0-5,5% Cr; 2,5-4,5% (Mo+W/2), однако максимум 0,5% W; 3,0-4,5% (V+Nb/2), однако максимум 0,5% Nb; максимум 0,3% S; остаток составляют железо и неизбежные примеси; при этом сталь в закаленном и отпущенном состоянии имеет микроструктуру, в которой содержится 6-13 об.% обогащенных ванадием МХ-карбидов, -нитридов и/или карбонитридов, равномерно распределенных в основе стали, где Х - это углерод и/или азот; причем по меньшей мере 90 об.% указанных карбидов, нитридов и/или карбонитридов имеют эквивалентный диаметр Deq меньше 3,0 мкм; а общее количество других, возможно существующих карбидов, нитридов и/или карбонитридов не превышает 1 об.%. Применение заявленной стали для изготовления инструментов для обработки срезанием, резкой и/или вырубкой, например, штамповкой металлургического обрабатываемого материала в холодном состоянии или для прессования металлического порошка. Технический результат - улучшение рабочих характеристик, повышение ударной вязкости. 3 н. и 22 з.п. ф-лы, 9 ил., 3 табл.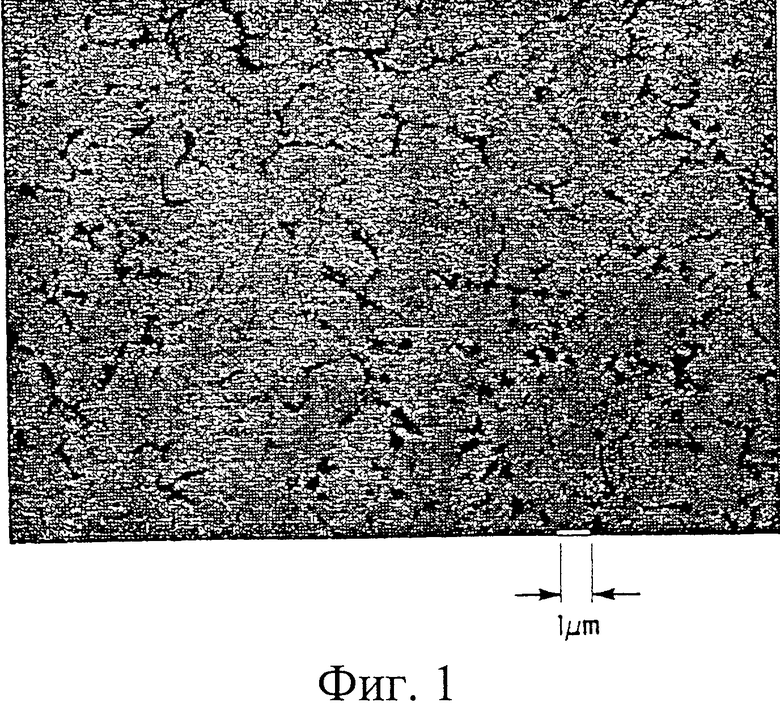
при этом в закаленном и отпущенном состоянии сталь имеет микроструктуру, в которой содержится 6-13 об.% обогащенных ванадием МХ-карбидов, -нитридов и/или карбонитридов, равномерно распределенных в основе стали, где Х - углерод и/или азот, при этом по меньшей мере 90 об.% указанных карбидов, нитридов и/или карбонитридов имеют эквивалентный диаметр Deq меньше 3,0 мкм и общее количество других, возможно существующих карбидов, нитридов и/или карбонитридов составляет максимум 1 об.%.
| Устройство для извлечения шерстяных волокон из отходов трепальных машин | 1959 |
|
SU125499A1 |
| Литейная инструментальная сталь | 1981 |
|
SU973661A1 |
| БЫСТРОРЕЖУЩАЯ СТАЛЬ | 1999 |
|
RU2164961C2 |
| WO 9840180 А, 17.09.1998. | |||

