Данное изобретение относится к стали для холодной обработки металлов, то есть стали, предназначенной для применения при обработке в холодных условиях рабочего материала. Типичными примерами такого применения стали являются инструменты для резки и вырубки; нарезки резьбы (винторезные головки и метчики); холодной экструзии, прессования порошка, глубокой вытяжки, холодной объемной штамповки. Данное изобретение также относится к способу обработки металлического рабочего материала или прессования порошков посредством инструмента, содержащего данную сталь, а также к способу получения этой стали.
Имеются разнообразные требования к высококачественным сталям для холодной обработки, такие как соответствующая применению твердость, хорошая стойкость к износу и высокая вязкость/пластичность. Для оптимальных характеристик инструмента важно, чтобы эти свойства были обеспечены. VANADIS® 4 представляет собой изготовленную методом порошковой металлургии сталь для холодной обработки, которую изготавливает и продает настоящий заявитель и которая обладает таким сочетанием износостойкости и вязкости/пластичности, которое считается превосходным для высококачественного инструмента. Номинальный состав этой стали, мас.%, является следующим: 1,5 С; 1,0 Si; 0,4 Mn; 8,0 Cr; 1,5 Мо; 4,0 V, остальное - железо и неизбежные примеси. Эта сталь особенно пригодна для применений, где преобладающими проблемами являются адгезионный/абразивный износ или выкрашивание, то есть для мягких/липких рабочих материалов, таких как аустенитные нержавеющие стали, простые углеродистые стали, алюминий, медь и т.д., а также для толстых рабочих материалов. Типичные примеры инструментов для работы в холодных условиях, для которых можно применять эту сталь, приведены выше во введении. В целом, можно утверждать, что VANADIS® 4, которая является объектом изобретения по шведскому патенту №457356, характеризуется хорошей износостойкостью, высокой прочностью при сжатии, высокой прокаливаемостью, прекрасной вязкостью, прекрасной стабильностью размеров при термообработке и хорошей устойчивостью по отношению к отпуску, то есть всеми свойствами, которые важны для высококачественной стали для холодной обработки.
Заявитель производит и продает и другую изготовленную методом порошковой металлургии сталь для холодной обработки VANADIS® 6, которая характеризуется прекрасной износостойкостью и относительно хорошей вязкостью, в результате чего эта сталь пригодна для применений, где доминирующей особенностью является абразивный износ и где изготовление происходит в длительном технологическом процессе. Номинальный состав этой стали, мас.%, представляет собой: 2,1 С; 1,0 Si; 0,4 Mn; 6,8 Cr; 1,5 Mo; 5,4 V; остальное - железо и неизбежные примеси. Стойкость к выкрашиванию, обрабатываемость материала и шлифуемость не столь хороши, как для VANADIS® 4.
Доработкой вышеупомянутой VANADIS® 4 является сталь, поступающая в продажу под названием VANADIS® 4 Extra, которая характеризуется вязкостью, которая даже лучше, чем вязкость VANADIS® 4, а остальные ее характеристики сохранены или улучшены по сравнению с этим материалом; она имеет в принципе такую же область применения. Эта сталь имела огромный коммерческий успех, и она имеет следующий химический состав (мас.%): 1,38% С; 0,4% Si; 0,4% Mn; 4,7% Cr; 3,5% Mo; 3,7% V.
Известны несколько имеющихся в продаже сталей, которые находятся в пределах широкого диапазона составов, указанных в патенте США №4249945. На рынке имеется сталь, имеющая химический состав: 2,45 С; 0,50 Mn; 0,90 Si; 5,25 Cr; 9,75 V; 1,30 Mo и 0,07 S, и здесь также включена сталь, которая содержит 1,80 С; 0,50 Mn; 0,90 Si; 5,25 Cr; 1,30 Mo и 9,00 V. Эти стали производят методом порошковой металлургии, и они поступают в продажу для использования в применениях, которые требуют хорошей износостойкости и адекватной вязкости.
Из-за превосходных свойств вышеупомянутые стали VANADIS® заняли лидирующее положение на рынке среди высококачественных сталей для холодной обработки. Вышеупомянутые конкурирующие стали также успешно продвигались на том же самом рынке. Было доказано, что VANADIS® 4 Extra обладает особенно превосходными характеристиками.
Следовательно, настоящий заявитель ставит задачу обеспечения и другой высококачественной стали для холодной обработки, имеющей сочетание свойств, который значительно лучше, чем сочетание свойств у вышеупомянутых сталей. В соответствии с одним из аспектов данного изобретения эта сталь должна иметь в целом улучшенные свойства для применения, особенно по отношению к VANADIS® 6. В соответствии с другим аспектом требовалось обеспечить сталь, имеющую хорошую износостойкость, преимущественно на таком же уровне, как у VANADIS® 6 и VANADIS® 10, но имеющую значительно улучшенную вязкость/ пластичность, чем у этих сталей. В соответствии с еще одним аспектом эта сталь характеризуется хорошей обрабатываемостью и повышенной износостойкостью. В соответствии с еще одним аспектом данного изобретения имеется также задача обеспечить сталь, имеющую высокую твердость, предпочтительно в сочетании с хорошей прокаливаемостью. Область применения этой стали в основном такая же, как и для VANADIS® 4.
Целью данного изобретения является обеспечение стали, которая удовлетворяет по меньшей мере некоторым из вышеупомянутых высоких требований в отношении высококачественной стали для холодной обработки. Этого достигают посредством предназначенной для холодной обработки стали со следующим химическим составом (мас.%): 1,3-2,4 (C+N), из них по меньшей мере 0,5 С; 0,1-1,5 Si; 0,1-1,5 Mn; 4,0-5,5 Cr; 1,5-3,6 (Mo+W/2), но максимально 0,5 W; 4,8-6,3 (V+Nb/2), но максимально 2Nb и максимально 0,3S; при этом содержание (С+N), с одной стороны, и (V+Nb/2), с другой стороны, сбалансированы по отношению к друг другу таким образом, что содержания этих элементов находятся в пределах области, определенной координатами А, В, С, D, А в системе координат на Фиг.11, где координаты [(С+N), (V+Nb/2)] для этих точек составляют: А: [1,38; 4,8], В: [1,78; 4,8], С: [2,32; 6,3], D: [1,92; 6,3], остальное - по существу только железо и примеси при их нормальном содержании. Целью также является обеспечение способа обработки резанием, нарезкой, вырубкой и/или формованием в холодном состоянии металлического рабочего материала с помощью инструмента, содержащего сталь по данному изобретению, способа прессования металлического порошка инструментом, содержащим сталь по данному изобретению, и способа изготовления стали по данному изобретению.
Сталь по данному изобретению изготавливают методом порошковой металлургии, что является предпосылкой для того, чтобы эта сталь в высокой степени была свободна от включений оксидов. Предпочтительно изготовление методом порошковой металлургии включает распыление газом расплава стали, с использованием азота в качестве распыляющего газа, в результате чего сплав стали получает минимальное содержание азота. Если это желательно, порошок стали можно азотировать в твердой фазе, чтобы дополнительно повысить содержание азота в стали. После этого производят уплотнение посредством горячего изостатического прессования. Сталь можно применять в этом состоянии или же после горячей штамповки/прокатки до конечных размеров.
Если не оговорено иное, в данном описании речь всегда идет о массовом процентом содержании в отношении химического состава стали и объемном процентном содержании в отношении структурных компонентов стали. Под обозначением МХ-карбиды, М7Х3-карбиды или просто карбиды всегда подразумевают карбиды, так же как и нитриды и/или карбонитриды, если не указано ничего другого. Под М6С-карбидами всегда подразумевают только карбиды.
Последующее справедливо для индивидуальных легируюищх материалов и их взаимных соотношений, а также для структуры и термообработки стали.
Углерод, а где это приемлемо - и некоторое количество азота, должен присутствовать в стали в количестве, которое, в условиях закалки и отпуска этой стали (обычно от температуры аустенизации ТA=1050°С), должно быть достаточным для того, чтобы, совместно с ванадием и, где это допустимо, с ниобием, образовать 8-13 мас.% МХ-карбидов, где М в основном представляет собой ванадий, а Х - углерод или азот, предпочтительно в основном углерод; и по меньшей мере 90 об.% этих карбидов имеют эквивалентный диаметр максимум 2,5 мкм, предпочтительно максимум 2,0 мкм. Такие МХ-карбиды благоприятствуют способу придавать стали желаемую износостойкость, который сам по себе известен специалистам, а также они оказывают некоторое влияние на получение более мелких зерен, а также на существование, в некоторой степени, вторичной закалки. Подбирая условия термообработки, то есть выбирая температуру аустенизации и температуру отпуска, можно изменять содержание МХ-карбидов в стали в пределах вышеуказанного интервала таким образом, что получают микроструктуру, пригодную для данных целей, которая описана более подробно в описании проведенных экспериментов и в описании прилагаемых чертежей. В дополнение к этим МХ-карбидам, сталь не должна в существенной степени содержать другие первично осажденные карбиды, такие как М7Х3- и М6С-карбиды.
Предпочтительно, сталь не должна содержать больше азота, чем она неизбежно и естественно захватывает из окружающей среды и/или из добавленных исходных материалов, то есть максимум 0,12%, предпочтительно максимум приблизительно 0,10%. Однако в каком-либо возможном примере реализации сталь может содержать большее, произвольно добавленное количество азота, что можно получить твердофазным азотированием стального порошка, который применяют при изготовлении стали. В этом случае основной частью (С+N) может быть азот, что означает, что в этом случае указанный М в основном представляет собой карбонитриды ванадия, в которых азот является основным ингредиентом, совместно с ванадием, или даже представляет собой чистые нитриды ванадия, в то время как углерод существует в основном только растворенным в основе стали в условиях ее закалки или отпуска.
Ванадий должен присутствовать в стали в содержании по меньшей мере 4,8%, но максимально 6,3%, для того, чтобы, совместно с углеродом и любым присутствующим азотом, образовать вышеупомянутые МХ-карбиды при общем их содержании 8-13 об.%, в условиях закалки и отпуска при использовании стали. В принципе, ванадий можно заменить ниобием, но это требует двойного количества ниобия по сравнению с ванадием, что является недостатком. Ниобий также приводит к более угловатой форме МХ-карбидов, и они становятся более крупными, чем чистые карбиды ванадия, что может вызвать трещины и выкрашивание соответственно, понижая прочность материала, что является недостатком. Соответственно, ниобий не должен присутствовать в содержании более 2%, предпочтительно максимум 1%, а допустимо - максимум 0,1%. Наиболее предпочтительно, чтобы сталь не содержала произвольно добавленного ниобия, и не следует допускать содержание его выше содержания примесей в форме остаточных элементов, поступающих из исходных материалов, включенных при изготовлении стали.
Согласно одному аспекту данного изобретения содержание в стали (С+N), с одной стороны, и (V+Nb/2), с другой стороны, должно быть сбалансировано по отношению друг к другу так, чтобы содержание этих элементов находилось в пределах области, определенной координатами А, В, С, D, А в системе координат на Фиг.11, где координаты [(С+N), (V+Nb/2)] для этих точек представляют собой: А: [1,38; 4,8], В: [1,78; 4,8], С: [2,32; 6,3], D: [1,92; 6,3]. В этих пределах можно получить сталь с очень благоприятным сочетанием свойств. Подбирая условия термообработки, можно получить определенное сочетание твердости, износостойкости, пластичности и обрабатываемости. В пределах этого широкого диапазона составов обычно твердость и износостойкость увеличиваются с увеличением общего количества (С+N) и (V+Nb/2) в стали, в то время как для пластичности более благоприятным является снижение общего количества этих элементов.
В соответствии в более предпочтительным примером реализации содержание этих элементов должно находиться в пределах области, ограниченной координатами Е, F, G, Н, Е в системе координат на Фиг.11, где координаты [(С+N), (V+Nb/2)] для этих точек представляют собой: Е: [1,48; 4,8], F:[1,68; 4,8], G: [2,22; 6,3], Н: [2,02; 6,3].
Согласно еще более предпочтительному примеру реализации содержание (С+N), с одной стороны, и (V+Nb/2), с другой стороны, должно быть сбалансировано по отношению к друг другу так, чтобы содержание этих элементов находилось в пределах области, ограниченной координатами K, L, М, N, K в системе координат на Фиг.11, где координаты [(С+N), (V+Nb/2)] для эти точек представляют собой: К: [1,62; 5,2], L [1,82; 5,2], М:[2,05; 5,8], N: [1.85; 5,8].
Согласно еще одному аспекту данного изобретения содержания (С+N), с одной стороны, и (V+Nb/2), с другой стороны, должны быть сбалансированы по отношению к друг другу так, чтобы содержания этих элементов удовлетворяли требованию 0,32≤(С+N)/(V+Nb/2)≤0,35.
Согласно еще одному аспекту данного изобретения, содержание (С+N), с одной стороны, и (V+Nb/2), с другой стороны, должно быть сбалансировано по отношению к друг другу так, чтобы содержание этих элементов находилось в пределах области, ограниченной координатами А', В', С', D', А' в системе координат Фиг.11, где координаты [(С+N), (V+Nb/2)] для этих точек представляют собой: А': [1,52; 5,2], В: [1,93; 5,2], С: [2,18; 5,9], D: [177; 5,9].
Углерод также вносит вклад в твердость, присутствуя в твердом растворе в основе стали в условиях ее закалки и отпуска, при содержании 0,4-0,6% масс. при температуре аустенизации ТA от 980 до 1050°С.
Кремний присутствует в качестве остаточного элемента после изготовления стали, в содержании по меньшей мере 0,1%, обычно по меньшей мере 0,2%. Кремний увеличивает активность углерода в стали, и, следовательно, он вносит вклад в получение соответствующей твердости стали. Слишком высокое содержание может привести к проблемам с хрупкостью из-за затвердевания раствора и, следовательно, максимальное содержание кремния в стали составляет 1,5%, предпочтительно максимум 1,3%, приемлемо максимум 0,9%. Содержание Si, которое благоприятно для стали, составляет 0,2-0,5 Si. Данная сталь имеет номинальное содержание 0,4% Si.
Марганец добавляют в сталь при содержании по меньшей мере 0,1%, чтобы связать то количество серы, которое может присутствовать в стали, путем образования сульфидов марганца. Марганец, а также такие элементы, как хром и молибден, также вносят вклад в получение соответствующей твердости стали, что означает, что содержание марганца 0,1% может быть допустимым без каких-либо отрицательных влияний на свойства стали. При высоких содержаниях марганец может вызывать нежелательную стабилизацию остаточного аустенита, что приводит к ухудшению твердости. Остаточный аустенит также приводит к тому, что сталь становится менее стабильной в отношении размеров, что является существенным недостатком. Следовательно, содержание марганца не должно превышать 1,2% Мn, и благоприятное содержание марганца в стали находится в диапазоне 0,1-0,9% Мn. Данная сталь имеет номинальное содержание 0,4% Мn.
Как упомянуто выше, хром вносит вклад в прокаливаемость стали, и из этих соображений он должен присутствовать в содержании по меньшей мере 4,0%, предпочтительно по меньшей мере 4,5%. Хром также является карбидообразующим элементом, и во многих сталях его применяют для придания стали износостойкости путем образования М7Х3-карбидов. Такие карбиды могут растворяться в различной степени при подборе соответствующей температуры аустенизации при закалке, и хром и углерод, которые были растворены в аустените таким образом, затем могут высаживаться в различной степени с образованием очень малых по размеру вторично осажденных карбидов, которые могут эффективно влиять на придание стали желаемой твердости в связи с ее отпуском.
Сталь по данному изобретению должна, среди прочего, проявлять очень хорошую износостойкость, и она должна быть способна к закалке до сравнительно высокой твердости. Теперь было показано, что этого можно достичь одновременно с приданием стали неожиданно хорошей пластичности, лучшей, чем у некоторых сталей, разработанных самим заявителем, которые поступают на рынок для аналогичных применений. Ограничивая содержание хрома, было возможно избежать или по меньшей мере свести к минимуму образование М7Х3-карбидов, преимущественно в отношении образования первично осажденных МХ-карбидов. Таким образом, для того чтобы достигнуть такого благоприятного состава по карбидам, содержание хрома должно быть ограничено максимальным значением 5,5% и даже более предпочтительно - максимальным значением 5,1%. Содержание хрома, которое благоприятно для данной стали, составляет 4,8%.
Основная часть хрома, который добавляют к стали, растворяется в стали, чтобы таким образом придать стали прокаливаемость. Согласно концепции данного изобретения сталь должна обладать необходимой прокаливаемостью, чтобы можно было осуществлять полную закалку деталей различных размеров, и если сталь предназначена для использования в деталях с достаточно крупными размерами, прокаливаемость является особенно важным аспектом. Следовательно, молибден должен присутствовать в стали при содержании по меньшей мере 1,5%. Без риска осаждения нежелательных М6С-карбидов можно допустить содержание молибдена до 3,6% Мо. Предпочтительно сталь содержит от 1,5 до 2,6% Мо и еще более предпочтительно от 1,6 до 2,0% Мо.
До некоторой степени молибден можно заменить вольфрамом, но это требует двойного количества вольфрама по сравнению с молибденом, что является недостатком. Также это делает более сложным переработку отходов. Следовательно, вольфрам не должен присутствовать в содержании более 0,5%, предпочтительно максимум 0,3% и допустимо максимум 0,1%.
Наиболее предпочтительно, чтобы сталь не содержала какого-либо количества произвольно добавленного вольфрама, а в наиболее предпочтительном примере реализации недопустимо содержание выше уровня примесей в виде остаточных элементов, происходящих из исходных материалов, включаемых в изготовление стали.
Сера присутствует в стали в основном в виде примеси при содержании максимум 0,03%. Однако в соответствии с данным изобретением возможно, для улучшения способности стали к механической обработке, чтобы сталь содержала произвольно добавленную серу при содержании максимум до 0,3%, предпочтительно максимум 0,15%.
Номинальный состав стали по данному изобретению составляет: 1,77% С; 0,4% Si; 0,4% Mn; 4,8% Cr; 2,5% Mo и 5,5% V; остальное - в основном, железо.
Следующий состав является примером возможного варианта стали, в пределах области данного изобретения: 1,9% С; 0,4% Si; 0,4% Mn; 4,8% Cr; 3,5% Mo; 5,8% V; остальное - в основном, железо.
Следующий состав является еще одним примером возможного варианта стали: 1,67% С; 0,4% Si; 0,4% Mn; 4,8% Cr; 2,3% Mo; 5,2% V;
остальное - в основном, железо.
Следующий состав является еще одним примером возможного варианта стали: 1,80% С; 0,4% Si; 0,4% Mn; 4,8% Cr; 1,8% Mo; 5,8% V;
остальное - в основном, железо.
Вышеприведенные варианты были оптимизированы для получения несколько отличающихся сочетаний свойств так, чтобы сталь с повышенным содержанием карбидообразующих молибдена и ванадия имела лучшую износостойкость за счет несколько более низкой пластичности. Сталь, имеющая пониженное содержание этих двух элементов, будет иметь более высокую пластичность за счет несколько более низкой износостойкости.
При изготовлении стали сначала получают расплав стали, содержащий намеченные количества углерода, кремния, марганца, хрома, молибдена, возможно вольфрама, ванадия, возможно ниобия, возможно серы на уровне выше содержания примесей, азота при содержании, которого невозможно избежать; остальное - железо и примеси. Из этого расплава получают порошок посредством распыления газообразным азотом. Капельки, полученные при распылении газом, резко охлаждают так, чтобы образованные зерна карбидов ванадия и/или смешанных карбидов ванадия и ниобия не успевали вырасти, но становились чрезвычайно мелкими, имеющими толщину не более долей микрона, и имели выраженную неправильную форму, которая происходит от карбидов, осаждающихся в области оставшегося расплава в дендритной сетке в виде быстро затвердевающих маленьких капель, перед тем как капли затвердеют с образованием зерен порошка. В случае, когда сталь должна содержать азот на уровне выше содержания неизбежных примесей, этого достигают азотированием порошка, например, так, как это описано в SE 462837.
После просеивания, которое обычно проводят до азотирования в том случае, если порошок должен быть азотирован, порошок загружают в капсулы, которые затем вакуумируют, герметизируют и подвергают горячему изостатическому прессованию (ГИП), которое известно само по себе, при высокой температуре и высоком давлении; 950-1200°С и 90-150 МПа; обычно примерно при 1150°С и 100 МПа, так что порошок соединяется с образованием полностью плотного тела.
При горячем изостатическом прессовании (ГИП) карбиды приобретают значительно более правильную форму, чем они имеют в порошке. Преобладающая часть объема имеет размер максимум примерно 1,5 мкм и округлую форму. Случайные частицы все еще остаются продолговатыми и несколько более длинными, максимум примерно 2,5 мкм. Эта трансформация наиболее вероятно происходит из-за сочетания разрушения очень мелких частиц в порошке и слияния.
Сталь можно применять сразу после ГИП. Однако обычно эту сталь термообрабатывают после ГИП посредством ковки и/или горячей прокатки. Это осуществляют при начальной температуре от 1050 до 1150°С, предпочтительно приблизительно 1100°С. Таким образом, происходит дополнительное слияние и особенно - сфероидизация карбидов. После ковки и/или прокатки по меньшей мере 90% объема карбидов имеет размер максимум 2,5 мкм, предпочтительно максимум 2,0 мкм.
Для того чтобы сталь можно было обрабатывать режущими инструментами, ее следует сначала подвергнуть мягкому отжигу. Это происходит при температуре ниже 950°С, предпочтительно примерно 900°С. Если инструменту при механической обработке придана его окончательная форма, его закаливают и отпускают. При аустенизации МХ-карбиды до некоторой степени являются растворенными, чтобы они вторично осаждались при отжиге. Кроме этих МХ-карбидов сталь не должна содержать каких-либо других карбидов. Закалку можно проводить, начиная от значительно более низкой температурь) аустенизации, чем это принято для сталей с соответствующей износостойкостью, обычно от 980 до 1150°С, предпочтительно ниже 1100°С, чтобы таким образом избежать нежелательно обширного растворения МХ-карбидов. Подходящей температурой аустенизации является 1000-1050°С. Это является решающим преимуществом для изготовителей инструментов, поскольку тогда эту сталь можно термообрабатывать совместно с большей частью других инструментальных сталей, имеющихся на рынке. В закаленном состоянии стали ТA 980-1050°С, основа состоит по существу только из мартенсита, который содержит 0,4-0,6% углерода в твердом растворе.
Последующий отпуск можно проводить при температуре от 200 до 600°С, предпочтительно при температуре от 500 до 560°С. Конечным результатом является микроструктура, которая типична для данного изобретения и состоит из отпущенного мартенсита, и в этом отпущенном мартенсите 8-13 об.% МХ-карбидов, где М представляет собой в основном ванадий, а Х представляет собой углерод и азот, предпочтительно главным образом углерод, и по меньшей мере 90 об.% этого карбида имеет эквивалентный диаметр максимум 2,5 мкм, предпочтительно максимум 2,0 мкм. Эти карбиды имеют преимущественно круглую или закругленную форму, но могут существовать и случайно полученные более удлиненные карбиды. В данном описании эквивалентный диаметр Dэкв выражают как Dэкв=2√А/π, где А представляет собой площадь поверхности частицы карбида в исследуемом шлифе. Типично, по меньшей мере 96 об.% МХ-карбидов, нитридов и/или карбонитридов имеют Dэкв<3,0 мкм. Обычно карбиды также являются сфероидизированными до такой степени, что ни один из карбидов в рассматриваемом шлифе не имеет фактической длины более 3,0 мкм. После закалки и отпуска сталь имеет твердость по Роквеллу (HRC) 58-66.
Другие характеристики и аспекты данного изобретения ясны из прилагаемой формулы изобретения и описания проведенных экспериментов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В последующем описании проведенных экспериментов будут ссылаться на прилагаемые чертежи, в которых:
Фиг.1 изображает микроструктуру стали по данному изобретению после закалки и отпуска.
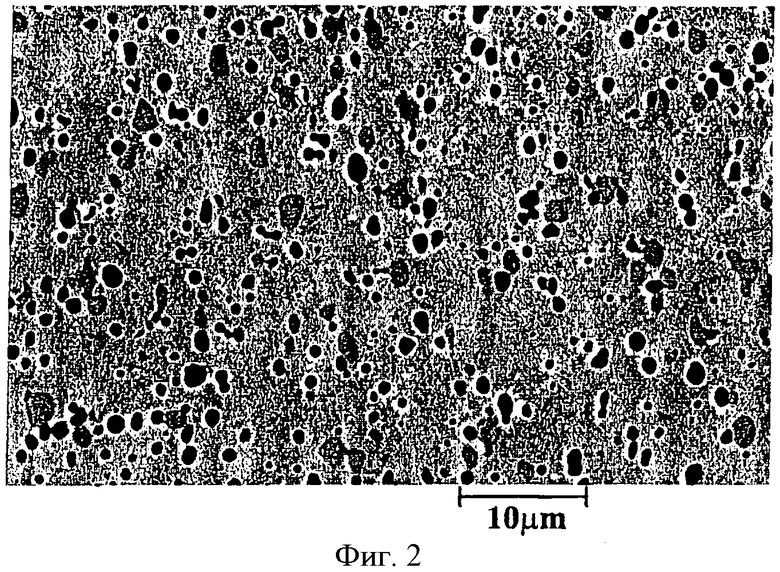
Фиг.2 изображает микроструктуру имеющегося в продаже сравнительного материала, после закалки и отпуска.
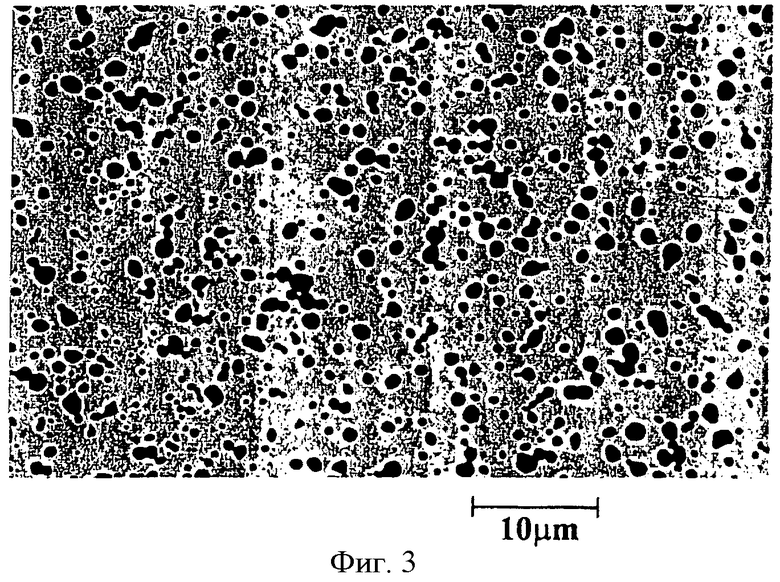
Фиг.3 изображает микроструктуру еще одного имеющегося в продаже сравнительного материала, после закалки и отпуска.
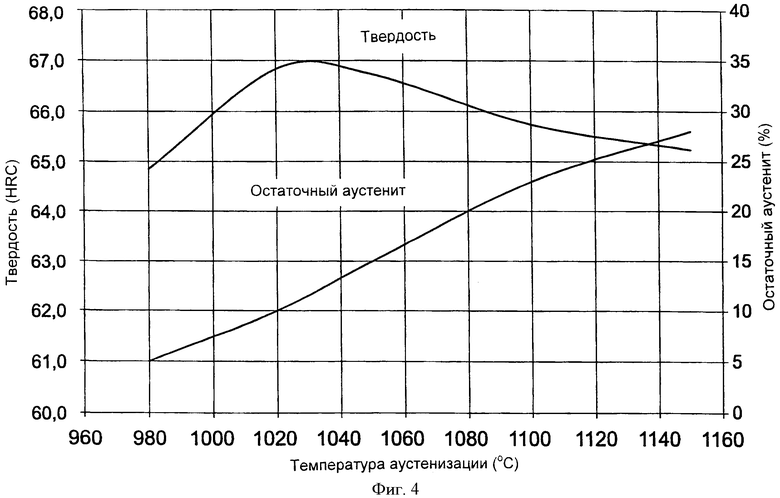
Фиг.4 представляет собой график, который изображает зависимость твердости стали по данному изобретению от температуры аустенизации.
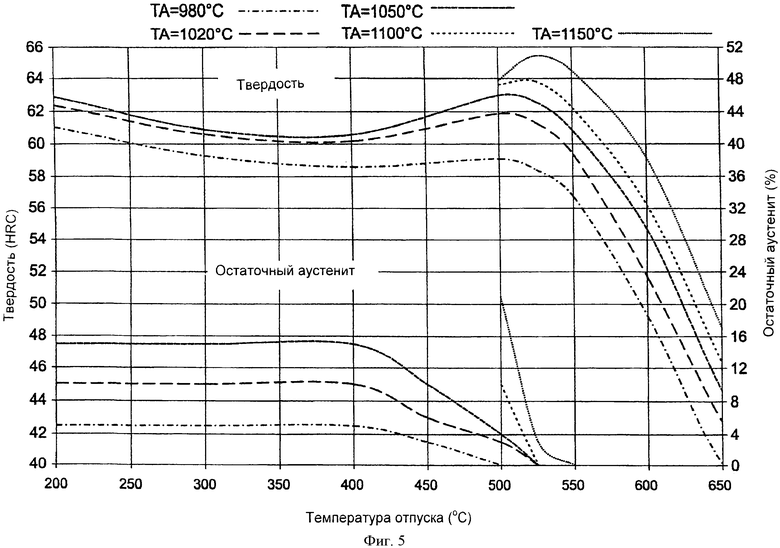
Фиг.5 представляет собой график, который изображает зависимость твердости стали по данному изобретению при различных температурах аустенизации, в зависимости от температуры отпуска.
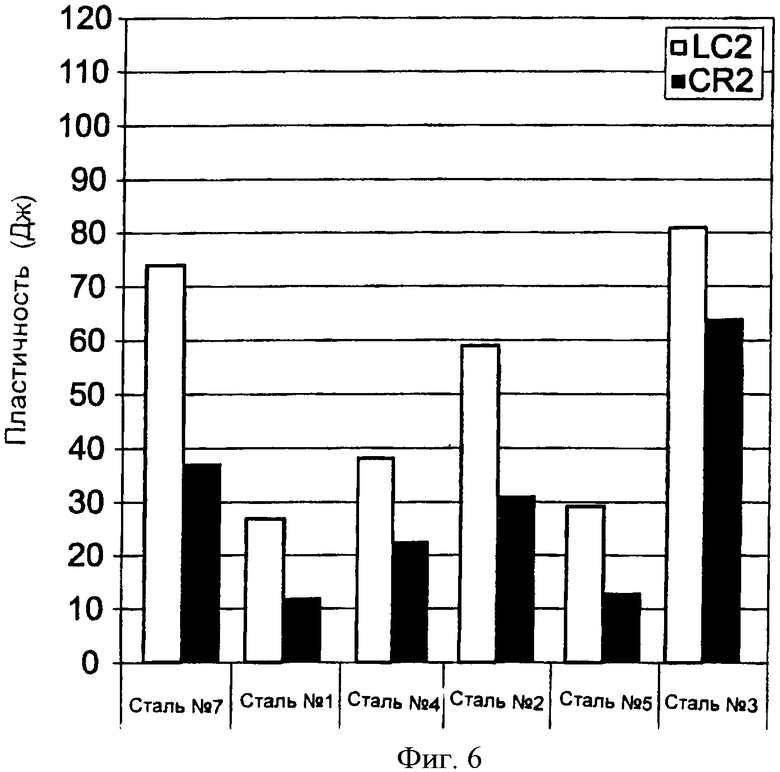
Фиг.6 представляет собой гистограмму, изображающую пластичность стали высокотемпературного отпуска по данному изобретению, а также ряда сравнительных материалов.
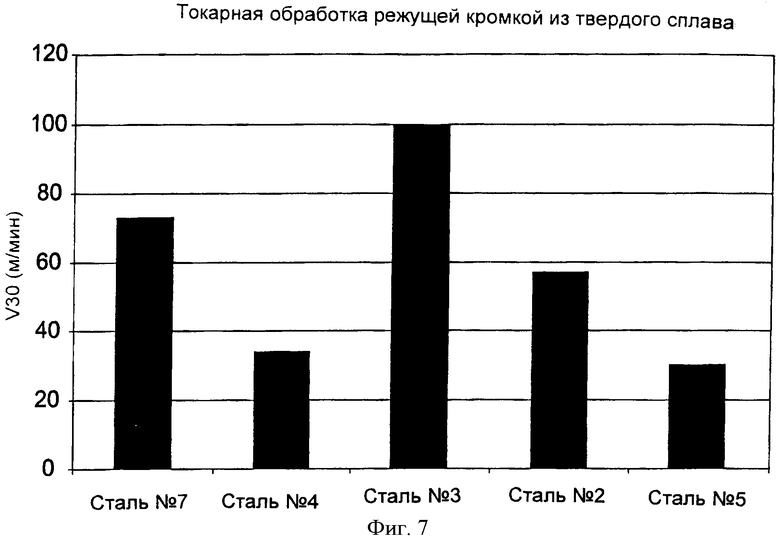
Фиг.7 представляет собой гистограмму, изображающую обрабатываемость стали по данному изобретению, а также ряда сравнительных материалов.
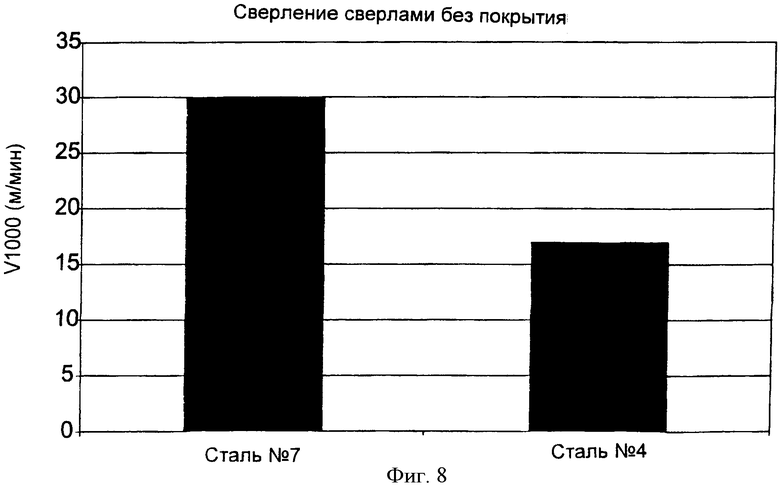
Фиг.8 представляет собой еще одну гистограмму, изображающую обрабатываемость стали по данному изобретению, а также сравнительного материала.
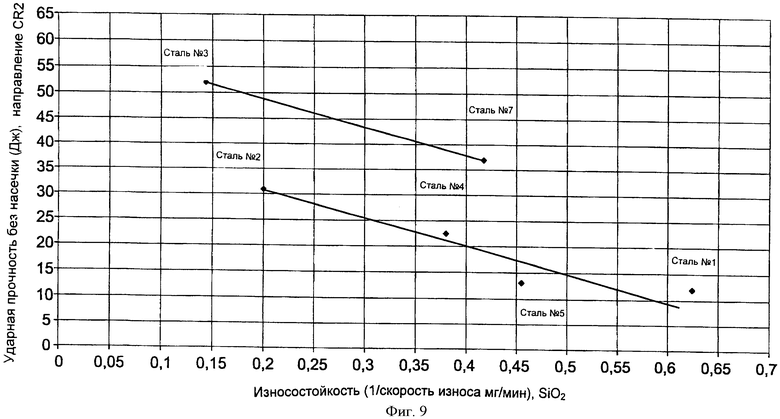
Фиг.9 изображает сочетание энергии удара при использовании образца без надреза и износостойкости для стали по данному изобретению и для ряда сравнительных материалов.
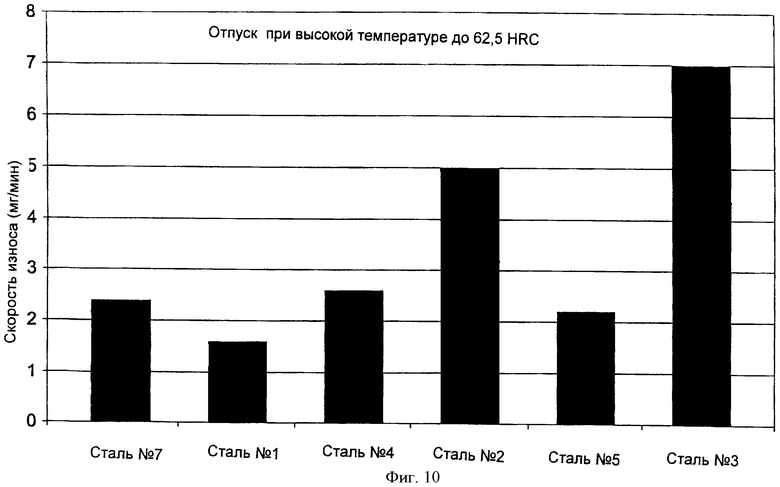
Фиг.10 изображает скорость износа при испытании на износ стали по данному изобретению, а также ряда сравнительных материалов.
Фиг.11 изображает график зависимости содержания углерода и какого-либо количества присутствующего азота от содержания ванадия и любого количества присутствующего ниобия.
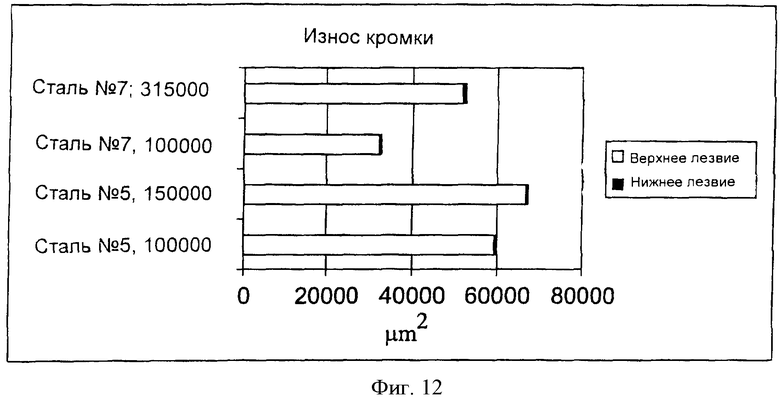
Фиг.12 изображает график зависимости износа кромки верхнего и нижнего лезвия после испытаний на резание.
Фиг.13а, b изображает боковую поверхность верхнего лезвия после испытаний на резание.
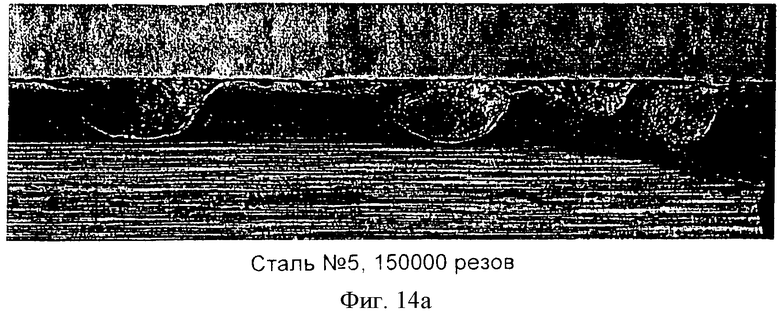
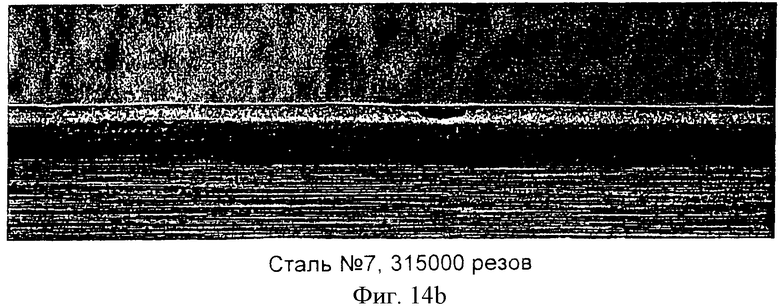
Фиг.14а, b изображает переднюю поверхность верхнего лезвия после испытаний на резание и
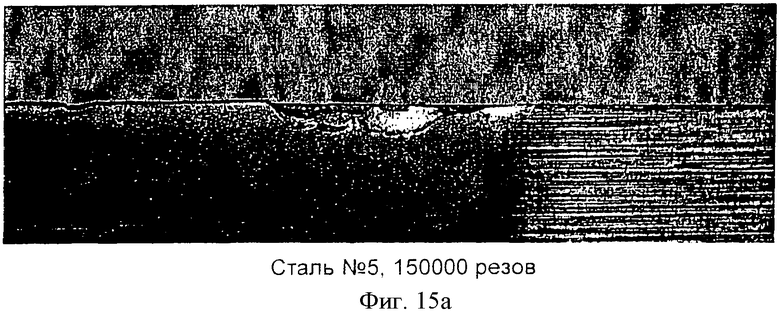
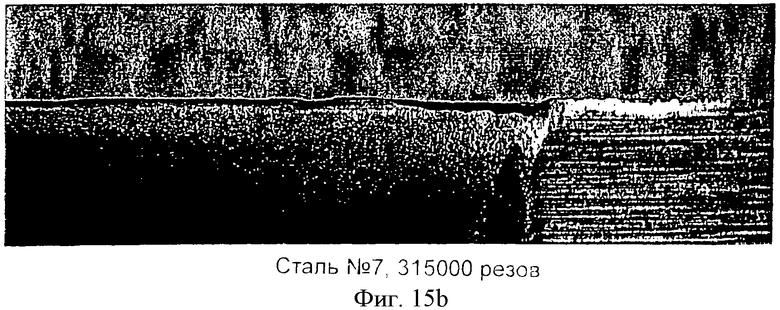
Фиг.15а, b изображает переднюю поверхность нижнего лезвия после испытаний на резание.
Химический состав исследованных сталей приведен в Таблице 1. В этой таблице сера, показанная для некоторых из сталей, представляет собой примесь. Другие примеси не были учтены, но они не превышают нормального уровня для примесей. Остальное - железо. В таблице 1 сталь 7 имеет химический состав по данному изобретению. Стали 1-5 являются сравнительными материалами.
Стали 1-5 представляют собой имеющиеся в продаже стали, из которых все, кроме стали №1, являются сталями заявителя. Образцы материалов этих сталей были заказаны и проанализированы в отношении их химического состава. Все эти стали изготовлены методом порошковой металлургии и были заказаны в условии мягкого отжига. Из стали №7 был получен расплав в количестве 6 тонн, с использованием обычных методов металлургии расплавов. Из этого сплава был изготовлен порошок посредством распыления струи расплава газообразным азотом. Полученные небольшие капли были резко охлаждены.
Из порошка стали №7 были получены заготовки по 2 тонны каждая, имеющие химический состав в соответствии с Таблицей 1. Порошком стали были заполнены капсулы из листового металла, которые затем запаяли, вакуумировали, нагрели примерно до 1150°С и после этого подвергли горячему изостатическому прессованию (ГИП) примерно при 1150°С и давлении 100 МПа. Первоначально полученная структура карбида в порошке разрушалась при горячем изостатическом прессовании, в то время как карбиды укрупнялись. В стали при условиях ГИП частицы карбидов приобретали более правильную форму, приближаясь к сфероидизированной форме. Они все еще являются очень маленькими. Преобладающая часть, более чем 90 об.%, имеет эквивалентный диаметр максимум 2,5 мкм, предпочтительно, максимум примерно 2,0 мкм.
После этого заготовки ковали при температуре 1100°С до получения круглого стержня диаметром 100 мм. Сталь №7 подвергли мягкому отжигу при 900°С, исследовали ее микроструктуру и проводили испытания на твердость. Карбиды присутствовали в этом материале в форме очень маленьких, все еще величиной максимально примерно 2,0 мкм (эквивалентный диаметр), по существу сфероидизированных МХ-карбидов. После мягкого отжига из стали №7 были отобраны образцы для последующего исследования. Образцы для испытания такого же типа были отобраны из сравнительных материалов 1-5, которые были заказаны в условиях мягкого отжига.
Термообработка в связи с закалкой и отпуском различных сталей представлена в Таблице 2. Микроструктуру в условиях закалки и отпуска исследовали для трех сталей, более конкретно для стали №7 по данному изобретению, показанной на Фиг.1, и сравнительных сталей №4 и 1, показанных на Фиг.2 и 3 соответственно. Сталь по данному изобретению, Фиг.1, содержала 11,7 об.% МХ-карбидов в основе, которая состояла из отпущенного мартенсита. Не было обнаружено других карбидов, кроме МХ-карбидов. Случайные карбиды, имеющие эквивалентный диаметр более 3,0 мкм, могли быть обнаружены в стали по данному изобретению в условиях закалки и отпуска.
Сталь сравнения №4, Фиг.2, содержала, в условиях закалки и отпуска, общее количество карбидов примерно 14,4 об.%, из них примерно 9,2 об.% составляли МС-карбиды и примерно 5,2 об.% составляли М7С3-карбиды. Как понятно из чертежа, М7С3-карбиды относительно большие, в целом больше, чем МС-карбиды, и это оказывает негативное воздействие в первую очередь на пластичность. Сравнительная сталь №1, Фиг.3, содержала, в состоянии закалки и отпуска, примерно 15,7 об.% МС-карбидов. Другие карбиды не были зафиксированы. Высокое содержание карбидов приводит для этой стали к относительно хорошей износостойкости, но более низкой пластичности.
Твердость после термообработки, как указано в Таблице 2, также приведена в Таблице 2. После высокотемпературного отпуска сталь №7 по данному изобретению приобретала твердость, сравнимую с материалом взятой для сравнения высоколегированной стали №5, и эта твердость составляла примерно на 1 единицу по Роквеллу выше, чем у исследованных сравнительных материалов №2-4.
Ударная прочность вышеуказанных материалов также была исследована, и результаты приведены на Фиг.6. Была измерена энергия удара (Дж), поглощенная как в LC2, так и в CR2 направлениях, и для стали №7 по данному изобретению было зафиксировано резкое улучшение по сравнению, в первую очередь, со сравнительным материалом №4, который представляет собой материал, предполагаемый для дальнейшей разработки. Наилучшее значение для стали №7 по данному изобретению составляло 37 Дж в поперечном направлении (CR2); оно было измерено после высокотемпературного отпуска. Это соответствует улучшению примерно на 60 % по сравнению со сравнительным материалом №4.
Даже если принять во внимание твердость, ясно, что сталь №7 по данному изобретению имеет уникальное сочетание высокой твердости и очень хорошей пластичности, наиболее близкое по отношению к сравнительному материалу №5, который имеет сравнимую твердость, как показано на Фиг.9. Были нарезаны и отшлифованы образцы в виде стержней, стержни без надрезов размерами 7×10 мм и длиной 55 мм, закаленные до твердости, указанной в Таблице 2.
Твердость стали №7 по данному изобретению также была исследована после применения различных температур аустенизации и температур отпуска. Результаты приведены на графиках Фиг.4 и 5. Уже при относительно низкой температуре аустенизации 1030°С сталь №7 проявляет максимум твердости, что следует рассматривать как большое преимущество с точки зрения термообработки, поскольку большую часть инструментальных сталей, представленных на рынке, термообрабатывают примерно при этой температуре. Большую часть сталей, используемых для сравнения, следует нагревать примерно до 1060-1070°С, чтобы получить максимальную твердость. Для используемой для сравнения стали №1 максимальной твердости не достигают до температуры 1100-1150°С.
Как видно из Фиг.5, при отпуске при температуре от 500 до 550°С достигают выраженной вторичной закалки. Эта сталь также обеспечивает возможность низкотемпературного отпуска примерно при 200-250°С. Из этой фигуры также видно, что можно устранить остаточный аустенит с помощью высокотемпературного отпуска.
Износостойкость стали по данному изобретению также была сравнимой с рядом сравнительных материалов, и результаты приведены на Фиг.10. В испытании на износ применяли образцы в виде стержней, имеющие размер ⌀ 15 мм и длину 20 мм. Исследование проводили в системе штифт-на-диске с использованием SiO2 в качестве абразивного истирающего агента. Перед испытанием на износ сравнительные стали №2-5 и сталь №7 по данному изобретению подвергали высокотемпературному отпуску до твердости по Роквеллу 62,5. Сравнительная сталь Na1 имела несколько более высокую твердость по Роквеллу, 62,7, которая была получена при закалке от 1120°С/30 минут и отпуске при 540°С/3×2 часа. Скорость износа в мг/мин также приведена в Таблице 2. Было показано, что сталь №7 имеет примерно такую же высокую износостойкость, как и сравнительная сталь №4, и превосходит сравнительные стали №2 и 3. Сравнительная сталь №5 имеет несколько лучшую износостойкость по сравнению со сталью №7. Сравнительная сталь №1 обладала наилучшей износостойкостью из всех сталей.
В двух различных экспериментах сравнивали обрабатываемость стали №7 по данному изобретению со сравнительными сталями №2-5, и результат приведен в Таблице 2, а также на Фиг.7 и 8. Фиг.7 показывает результат, полученный при испытании на обрабатываемость путем обтачивания подвергнутых мягкому отжигу испытательных образцов режущей кромкой из твердого металла, а на Фиг.8 показаны испытания материалов на сверление сверлами без покрытия. Результаты этих испытаний показывают, что сталь №7 по данному изобретению имеет очень хорошую обрабатываемость, то есть высокие значения V30 и V1000, практически в два раза больше, чем у сравнительного материала №4.
В испытаниях на применение исследовали износостойкость кромки с помощью испытания резанием. Режущие ножи были изготовлены из стали №4 и стали №7. Ножи были закалены и отпущены до твердости 60,5 HRC и 60,0 HRC соответственно. Испытания резанием проводили на эксцентричном прессе ESSA с максимальным усилием резания 15 тонн и скоростью резания 200 резов в минуту. Резание проводили на высокопрочных стальных полосах из стали марки Docol 1400M, шириной 50 мм, толщиной 1 мм. Зазор при резании составлял 0,05 мм.
Измеряли износ кромки как на верхнем, так и на нижнем лезвии, и результат приведен на Фиг.12. На Фиг.12 график изображает износ кромки после 100000 резов и после окончания испытания. Для лезвия, изготовленного из стали №5, испытания пришлось остановить после 150000 резов из-за выкрашивания кромки. Нож, изготовленный из стали №7, не проявлял тенденции к выкрашиванию после 315000 резов, когда испытание было прекращено. Очевидно, что сталь №7 проявляет значительно лучшую износостойкость кромки, чем сталь №5.
На Фиг.13а, b показана боковая поверхность верхнего лезвия из стали №5 после 150000 резов и из стали №7 после 315000 резов, после того как испытания были завершены, то есть поверхность режущего инструмента, которая параллельна направлению резания. Из этих фигур можно видеть, что сталь №5 дает значительно больший абразивный износ после 150000 резов в сравнении со сталью №7 после количества резов, которое более чем в два раза превышает количество резов на стали №5.
Фиг.14a, b изображает переднюю поверхность верхнего лезвия из стали №5 и стали №7, а Фиг.15а, b изображает переднюю поверхность нижнего лезвия из стали №5 и стали №7, то есть поверхность режущего инструмента, которая перпендикулярна направлению резания стальной пластины, после 150000 резов и 315000 резов соответственно. Можно видеть, что как верхнее, так и нижнее лезвие, изготовленное из стали №5, проявляют выкрашивание на кромке, в то время как кромка из стали №7 не проявляет тенденции к выкрашиванию.
Тест на применение указывает, что сталь по данному изобретению имеет лучшую вязкость и лучшую износостойкость, чем сравнительная сталь №5. Особенно преимущественной является стойкость к выкрашиванию.
В соответствии с концепцией данного изобретения сталь должна обладать хорошей прокаливаемостью. В случае стали по данному изобретению было показано, что можно изменять прокаливаемость в широком диапазоне составов сталей. Это можно сделать, изменяя содержание молибдена в заданных пределах, таким образом, что сталь по данному изобретению, имеющая содержание молибдена, равное нижнему пределу диапазона или близкое к нему, приобретет прокаливаемость, которая является относительно низкой в сравнении со сталью по данному изобретению, которая имеет содержание молибдена, равное верхнему пределу диапазона или близкое к нему, но во всем диапазоне содержания молибдена получают прокаливаемость, которая превышает прокаливаемость сравнительных материалов №1 и 4. По относительной шкале от 1 до 10, где 1 = наиболее плохой прокаливаемости, а 10 = наилучшей прокаливаемости, сталь №7 по данному изобретению имеет оценку 10. Вариант стали по данному изобретению, имеющий содержание молибдена 2,3%, получает оценку 4. Эти оценки и оценки для некоторых сравнительных материалов приведены в Таблице 2.

С помощью расчетов известными теоретическими способами, то есть в Thermo Calc, были рассчитаны содержание карбида и количество молибдена в твердом растворе в основе при равновесии для варианта стали по данному изобретению, обозначенной как сталь №6, и проведено сравнение со сталями №4 и №7. Сталь №6 имела состав, содержащий 1,8% С; 0,4% Si; 0,4% Mn; 4,8% Cr; 1,8% Mo и 5,8% V, и она была разработана для того, чтобы иметь возможность еще больше снизить стоимость легирующих элементов. Результаты приведены в Таблице 3 ниже.
По сравнению со сталью №7 сталь №6 имеет более низкое содержание молибдена в твердом растворе в основе, что приводит к более низкой прокаливаемости. Однако ее прокаливаемость такого же порядка, как у стали №4, и это достаточно для закалки и отпуска круглых прутков с диаметром 250 мм или брусков с прямоугольным сечением с размерами до 400×200 мм, что охватывает размеры инструментов для предполагаемой области применения. Из-за более низкого количества МС-карбидов в основе сталь №6 имеет более высокую пластичность, чем сталь №7, но при этом меньшую стойкость к абразивному износу. В сравнении со сталью №4 как сталь №6, так и сталь №7 по данному изобретению будут иметь более высокую пластичность и более высокую стойкость к абразивному износу.
В качестве заключения следует сказать, что из стали по данному изобретению получен материал, который имеет высокую твердость и очень хорошую износостойкость, что делает эту сталь пригодной к использованию для инструментов, работающих в холодных условиях, для резки и штамповки, нарезки резьбы (таких как винторезные головки и метчики), холодной экструзии, прессования порошков, глубокой вытяжки, а также для режущих пластин механических ножниц. Посредством этой стали, которая проявляет также неожиданно хорошую пластичность, относительно хорошую обрабатываемость, а в наиболее предпочтительном исполнении - также и очень хорошую прокаливаемость, что позволяет этой стали постоянно сохранять закалку с хорошими результатами, даже для очень крупных размеров, можно обеспечить сталь, которая обладает сочетанием свойств, очень подходящим и необычайно благоприятным для применения. Также в пределах области данного изобретения можно обеспечить сталь, которая обладает не такой хорошей прокаливаемостью, но в остальном имеет такие же хорошие свойства, которая также обладает преимуществами с точки зрения цены в случае, если следует производить инструменты с меньшей толщиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬ, ИЗГОТОВЛЕННАЯ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ, ИНСТРУМЕНТ, ВКЛЮЧАЮЩИЙ СТАЛЬ, И СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 2006 |
|
RU2415961C2 |
| СТАЛЬ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ | 2002 |
|
RU2290452C9 |
| Инструментальная сталь для холодной обработки | 2015 |
|
RU2695692C2 |
| ЛЕГИРОВАННЫЕ СТАЛИ И ИНСТРУМЕНТЫ ИЛИ ДЕТАЛИ, ИЗГОТОВЛЕННЫЕ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2420602C2 |
| Инструментальная сталь для холодной обработки | 2015 |
|
RU2691327C2 |
| СТАЛЬ ДЛЯ ИНСТРУМЕНТОДЕРЖАТЕЛЯ | 2017 |
|
RU2738219C2 |
| ЛЕГИРОВАННАЯ СТАЛЬ, ДЕРЖАТЕЛЬ ИЛИ ДЕТАЛЬ ДЕРЖАТЕЛЯ ДЛЯ ИНСТРУМЕНТА ДЛЯ ФОРМОВАНИЯ ПЛАСТМАСС, УПРОЧНЕННАЯ ЗАКАЛКОЙ ЗАГОТОВКА ДЛЯ ДЕРЖАТЕЛЯ ИЛИ ДЕТАЛИ ДЕРЖАТЕЛЯ, СПОСОБ ПРОИЗВОДСТВА ЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2425170C2 |
| Коррозионно-стойкая и износостойкая инструментальная сталь для холодной обработки | 2014 |
|
RU2675308C2 |
| ИЗНОСОСТОЙКИЙ СПЛАВ | 2015 |
|
RU2702517C2 |
| ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ | 2016 |
|
RU2728149C2 |

Изобретение относится к порошковой металлургии, в частности к порошковой стали для холодной обработки металлов. Сталь содержит, мас.%: 1,3-2,4 (C+N), где по меньшей мере 0,5 С; 0,1-1,5 Si; 0,1-1,5 Mn; 4,0-5,5 Cr; 1,5-3,6 (Mo+W/2), но максимум 0,5 W; 4,8-6,3 (V+Nb/2), но максимум 2 Nb и максимум 0,3 S, остальное - по существу железо и примеси. Содержание (C+N) и (V+Nb/2) сбалансированы по отношению друг к другу так, что содержание этих элементов находится в области, ограниченной координатами А: [1,38; 4.8], В: [1,78; 4,8], С: [2,32; 6,3], D: [1,92, 6,3] в системе координат [(C+N), (V+Nb/2)], как показано на фиг.11. После закалки от температуры 980-1050°С и отпуска микроструктура стали содержит отпущенный мартенсит и 8-13 об.% равномерно распределенных в нем МХ-карбидов, -нитридов и/или -карбонитридов, где М по существу представляет собой ванадий, а Х - углерод и/или азот. По меньшей мере 90 об.% из карбидов, нитридов и/или карбонитридов имеют эквивалентный диаметр, Dэкв, менее 3,0 мкм. Сталь обладает высокой износостойкостью, вязкостью, пластичностью, твердостью и прокаливаемостью. 4 н. и 18 з.п. ф-лы, 15 ил., 3 табл.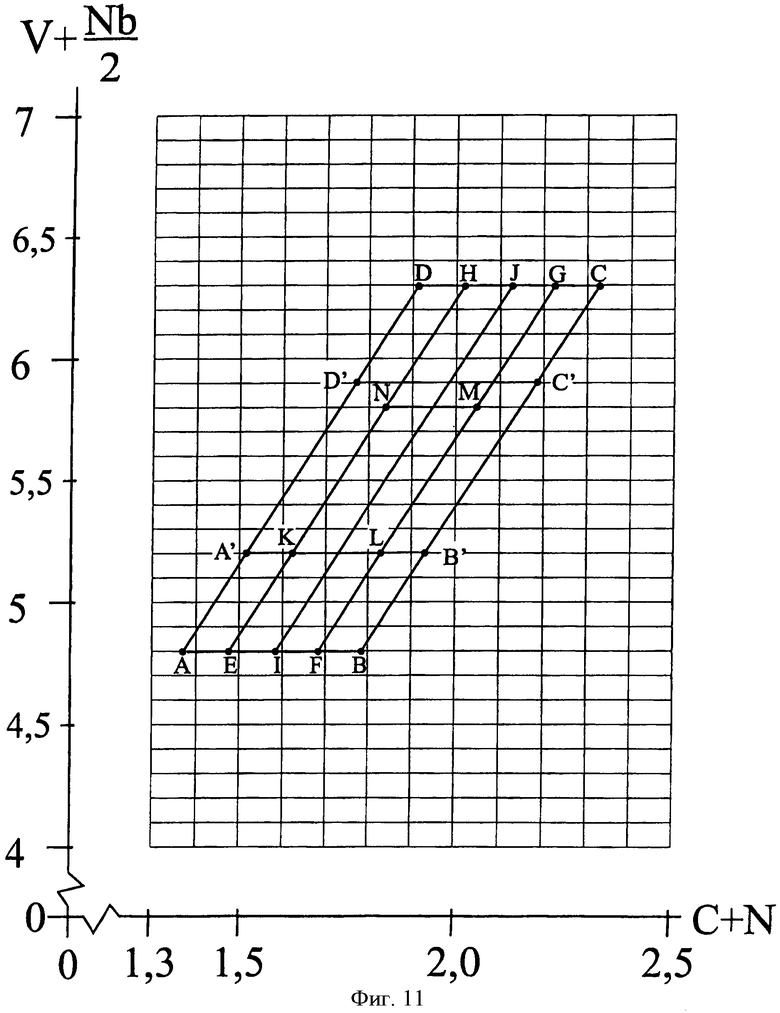
1. Порошковая сталь для холодной обработки металлов, отличающаяся тем, что она имеет следующий химический состав, мас.%:
1,3-2,4 (C+N), где по меньшей мере 0,5 С;
0,1-1,5 Si;
0,1-1,5 Mn;
4,0-5,5 Cr;
1,5-3,6 (Mo+W/2), но максимум 0,5 W;
4,8-6,3 (V+Nb/2), но максимум 2Nb, и
максимум 0,3 S,
при этом содержание (C+N) и (V+Nb/2) сбалансированы по отношению друг к другу так, что содержание этих элементов находится в области, ограниченной координатами А: [1,38; 4.8], В: [1,78; 4,8], С: [2,32; 6,3], D: [1,92, 6,3], в системе координат [(C+N), (V+Nb/2)], как показано на Фиг.11,
остальное, по существу, железо и примеси при нормальном содержании, и после закалки от температуры 980-1050°С и отпуска, сталь обладает микроструктурой, которая содержит отпущенный мартенсит и 8-13 об.% равномерно распределенных в нем МХ-карбидов, -нитридов и/или -карбонитридов, где М, по существу, представляет собой ванадий, а Х - углерод и/или азот, при этом по меньшей мере 90 об.% из этих карбидов, нитридов и/или карбонитридов имеют эквивалентный диаметр Dэкв менее 3,0 мкм.
2. Сталь по п.1, отличающаяся тем, что содержание (C+N) и (V+Nb/2) сбалансированы по отношению друг к другу так, что содержание этих элементов находится в области, ограниченной координатами Е: [1,48; 4,8], F: [1.68; 4,8], G: [2,22; 6,3], H: [2,02; 6,3] в системе координат [(C+N), (V+Nb/2)], как показано на Фиг.11.
3. Сталь по п.2, отличающаяся тем, что содержание (C+N) и (V+Nb/2) сбалансированы по отношению друг к другу так, что содержание этих элементов находится в области, ограниченной координатами K: [1,62:5,2], L [1.82; 5,2], М: [2,05; 5,8], N: [1,85; 5,8] в системе координат [(C+N), (V+Nb/2)], как показано на Фиг.11.
4. Сталь по п.1, отличающаяся тем, что содержание (C+N) и (V+Nb/2) сбалансированы по отношению друг к другу так, что содержание этих элементов удовлетворяет условию 0,32≤(C+N)/(V+Nb/2)≤0,35.
5. Сталь по п.1, отличающаяся тем, что она содержит 0,1-1,2 мас.% Si, предпочтительно 0,2-0,9 мас.% Si.
6. Сталь по п.5, отличающаяся тем, что она содержит 0,4 мас.% Si.
7. Сталь по п.1, отличающаяся тем, что она содержит 0,1-1,3 мас.% Mn, предпочтительно 0,1-0,9 мас.% Mn.
8. Сталь по п.7, отличающаяся тем, что она содержит 0,4 мас.% Mn.
9. Сталь по п.1, отличающаяся тем, что она содержит 4,5-5,1 мас.% Cr.
10. Сталь по п.9, отличающаяся тем, что она содержит 4,8 мас.% Cr.
11. Сталь по п.1, отличающаяся тем, что она содержит 1,5-2,6 мас.% (Mo+W/2).
12. Сталь по п.1, отличающаяся тем, что она содержит 1,6-2,0 мас.% (Mo+W/2).
13. Сталь по п.12, отличающаяся тем, что она содержит 1,8 мас.% (Mo+W/2).
14. Сталь по п.1, отличающаяся тем, что она содержит максимально 0,3 мас.% W, предпочтительно максимально 0,1 мас.% W.
15. Сталь по п.1, отличающаяся тем, что она содержит максимально 0,3 мас.% Nb, предпочтительно максимально 0,1 мас.% Nb.
16. Сталь по п.1, отличающаяся тем, что она содержит максимально 0,15 мас.% S.
17. Сталь по любому из пп 1-16, отличающаяся тем, что эта сталь имеет твердость 58-63 HRC, которой достигают после закалки от температуры от 980 до 1050°С; предпочтительно, 59-62 HRC, которой достигают после закалки от температуры от 980 до 1020°С, и отпуска при температуре от 500 до 560°С / 2·2 часа.
18. Сталь по п.1, отличающаяся тем, что ее микроструктура практически не содержит М7Х3-карбидов, -нитридов и/или -карбонитридов.
19. Сталь по п.18, отличающаяся тем, что по меньшей мере 90 об.% указанных МХ-карбидов имеет максимальный размер 2,0 мкм.
20. Способ холодной обработки металлического материала резанием, нарезкой, штамповкой и/или гибкой в холодных условиях инструментом, содержащим порошковую сталь по любому из пп.1-19.
21. Способ холодного прессования металлического порошка с помощью инструмента, содержащего порошковую сталь по любому из пп.1-19.
22. Способ получения порошковой стали, включающий получение порошка стали распылением расплава стали, горячее изостатическое прессование порошка при температуре 950-1200°С и давлении 90-150 МПа с формированием уплотненного тела, горячую обработку уплотненного тела при температуре, начиная от 1050-1150°С, мягкий отжиг при 900°С, закалку от температуры 980-1050°С и отпуск при температуре 500-560°С с получением стали по любому из пп.1-19, имеющей твердость 58-66 HRC, предпочтительно 61-63 HRC.
| EP 0909829 A2, 21.04.1999 | |||
| СТАЛЬНОЙ СПЛАВ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЛИ ИНСТРУМЕНТОВ ИЗ СТАЛЬНОГО СПЛАВА | 2002 |
|
RU2221069C1 |
| ИЗДЕЛИЕ ИЗ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ ДЛЯ ХОЛОДНЫХ РАБОТ | 2004 |
|
RU2270879C2 |
| Спеченная быстрорежущая сталь | 1986 |
|
SU1381192A1 |
| Спеченная штамповая сталь | 1980 |
|
SU956599A1 |
| WO 8807093 A1, 22.09.1988 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

