Данное изобретение относится к стали, т.е. к сплаву, предназначенному для использования прежде всего при изготовлении формовочных инструментов, в которых будут формовать изделия из пластмассы каким-либо из методов в пластичном или в расплавленном состоянии пластмассового материала. Изобретение также относится к инструментам и деталям инструментов, изготовленным из стали, и к заготовкам из стального сплава для производства формовочных инструментов для пластмасс, а также к деталям таких инструментов.
Формовочные инструменты для пластмасс изготавливают из большого количества различных видов сплавов стали, включая мартенситные среднелегированные стали. Эта группа включает доступную для приобретения сталь, которая номинально содержит 0,6% С, 4,5% Cr, 0,5% Мо и 0,2% V и используется в инструментах для холодной обработки и формовочных инструментах для пластмасс. В той же группе находится стандартизованная сталь AISI S7, которую тоже иногда используют в том числе и для формовочных инструментов для формования пластмасс, а также другая доступная для приобретения инструментальная сталь, номинально содержащая 0,55% С, 2,6% Cr, 2,25% Мо и 0,9% V. Первые две из упомянутых сталей достигают желаемой твердости только после низкотемпературного отпуска, который может вызвать риск возникновения остаточных напряжений в стали после тепловой обработки. Справедливо, что последняя из упомянутых сталей может достичь адекватной твердости после высокотемпературного отпуска, т.е. отпуска при приблизительно 550°С, с другой стороны прокаливаемость у этой стали не особенно хорошая.
Целью данного изобретения является сталь для пресс-форм при формовании пластмасс, которая обладает улучшенным набором характеристик, позволяющих использовать сталь в производстве формовочных инструментов для пластмасс, по сравнению с инструментальными сталями, доступными для приобретения в настоящее время. В частности, такая сталь должна обладать следующими характеристиками:
- хорошая пластичность/ударная вязкость;
- хорошая прокаливаемость, которая делает возможной сквозную закалку при традиционном способе закалки в вакуумной печи продуктов толщиной вплоть до по меньшей мере 350 мм;
- достаточная твердость, по меньшей мере 54 по шкале С Роквелла, а предпочтительно по меньшей мере 56 по шкале С Роквелла, после закалки и высокотемпературного отпуска, что дает высокую устойчивость к пластической деформации, а также - по меньшей мере пока речь идет об определенных областях применения - достаточная износоустойчивость без азотирования или покрытия поверхности карбидом титана и/или нитридом титана или тому подобным посредством методик осаждения из газовой фазы или химического осаждения из газовой фазы;
- хорошая устойчивость к отпуску, чтобы сделать возможным азотирование или покрытие поверхности карбидом титана и/или нитридом титана или тому подобным при помощи, например, одной из указанных методик без уменьшения твердости материала, необходимой в тех областях применения, где требуется особенно хорошая износоустойчивость инструмента;
- свойства, позволяющие проводить термообработку;
- хорошие шлифуемость и полируемость, также эта сталь должна подвергаться машинной обработке резанием и электроискровой обработке.
Другие важные характеристики продукта следующие:
- хорошая стабильность размеров при термообработке;
- усталостная долговечность.
В частности, целью данного изобретения является сталь для форм, которую можно использовать в качестве материала для изготовления формовочных инструментов для пластмасс, т.е. сталь, которая по существу не содержит первичных карбидов и которая в условиях использования имеет основу, состоящую из отпущенного мартенсита.
Сталь, отличающаяся тем, что сформулировано в прилагаемой формуле изобретения, обладает вышеупомянутыми характеристиками и позволяет добиться вышеупомянутых целей.
В отношении отдельных элементов стального сплава и их взаимовлияния справедливо следующее. Упомянутые в тексте процентные концентрации всегда выражены в массовых %, если не оговорено иначе.
Предлагаемая сталь не должна, как упомянуто выше, содержать первичных карбидов, но, тем не менее, должна иметь износоустойчивость, достаточную для большинства применений. Для этого необходима соответствующая твердость - в интервале 54-59 по шкале С Роквелла, предпочтительно 56-58 по шкале С Роквелла в состоянии после закалки и высокотемпературного отпуска стали; и в то же время необходимо, чтобы эта сталь имела очень хорошую ударную вязкость. Для этой цели сталь содержит углерод и ванадий в хорошо сбалансированных количествах. Таким образом, сталь должна содержать по меньшей мере 0,43%, предпочтительно по меньшей мере 0,44% и более предпочтительно по меньшей мере 0,46% С. Далее, сталь должна содержать по меньшей мере 0,30%, предпочтительно по меньшей мере 0,40% и более предпочтительно по меньшей мере 0,45% V, чтобы можно было гарантировать, что мартенситная основа стали в закаленном и отпущенном состоянии стали будет содержать достаточное количество углерода в твердом растворе, чтобы придать основе указанную твердость, а также чтобы в основе стали образовалось адекватное количество вторично осажденных очень мелких карбидов ванадия, увеличивающих твердость. Более того, в стали присутствуют очень мелкие первично осажденные карбиды ванадия, которые вносят вклад в предотвращение роста зерна во время термообработки. Не должно присутствовать никаких других карбидов, кроме карбида ванадия. Чтобы указанные условия выполнялись, сталь не должна содержать более чем 0,60%, предпочтительно максимум 0,55%, более предпочтительно максимум 0,53% С; максимум 0,70%, предпочтительно максимум 0,65%, более предпочтительно максимум 0,60% V. Номинально сталь содержит 0,49% С и 0,52% V. Количество углерода в твердом растворе стали в закаленном состоянии и после высокотемпературного отпуска составляет номинально приблизительно 0,45%.
Кремний присутствует по меньшей мере в измеримом количестве как примесь, оставшаяся после производства стали; он присутствует в количествах от следовых до максимум 1,5%. Однако кремний снижает ударную вязкость стали, а следовательно, не должен присутствовать в количествах выше 1,0%, предпочтительно - максимум 0,5%. Как правило, кремний присутствует в минимальном количестве - по меньшей мере 0,05%. Влияние кремния заключается в том, что он увеличивает активность углерода в стали, а следовательно, участвует в придании ей желаемой твердости. Следовательно, если сталь содержит кремний в количестве по меньшей мере 0,1%, это может быть преимуществом. Номинально сталь содержит 0,2% кремния.
Алюминий - до некоторой степени - может оказывать такое же или похожее влияние, как и кремний, по меньшей мере в стали данного вида. Оба элемента можно использовать в качестве окислителя при производстве стали. Оба они являются ферритообразующими элементами и могут вызвать эффект упрочнения вследствие растворения в основе стали. Следовательно, кремний можно частично заменить на алюминий в количестве вплоть до максимум 1,0%. Однако при включении алюминия в состав стали необходимо хорошее раскисление стали и очень низкое содержание азота в ней, потому что в противном случае могут образоваться оксиды и нитриды алюминия, которые существенно уменьшат пластичность/ударную вязкость стали. Следовательно, в норме сталь не должна содержать более чем максимум 1,0% Al, предпочтительно максимум 0,3%. В предпочтительном варианте осуществления изобретения сталь содержит максимум 0,1%, а наиболее предпочтительно максимум 0,03% Al.
В стали в достаточных количествах должны присутствовать марганец, хром и молибден, чтобы придать ей достаточную прокаливаемость. Марганец также обладает способностью связывать чрезвычайно маленькие количества серы, которые могут присутствовать в стали, с образованием сульфидов марганца. Следовательно, марганец должен присутствовать в количестве 0,1-2,0%, предпочтительно в количестве 0,2-1,5%. Соответственно, сталь содержит по меньшей мере 0,25%, а максимум 1,0% марганца. Номинальное содержание марганца составляет 0,50%.
Хром должен присутствовать в минимальном количестве 3,0%, предпочтительно по меньшей мере 4,0%, а более предпочтительно - по меньшей мере 4,5%, чтобы придать стали необходимую прокаливаемость, когда сталь содержит марганец и хром в количествах, которые характерны для стали. Как максимум, сталь может содержать 7,0%, предпочтительно максимум 6,0%, более предпочтительно - максимум 5,5% хрома.
Также в стали должен присутствовать в достаточных количествах молибден, для того чтобы вместе со стоящим на первом месте хромом придать стали необходимую прокаливаемость, а также чтобы обеспечить стали необходимое вторичное твердение. Однако молибден при слишком высоком содержании вызывает осаждение М6С карбидов, которых в стали предпочтительно не должно быть. Итак, исходя из всего этого, сталь должна содержать по меньшей мере 1,5%, но максимум 4,0% Мо. Предпочтительно, чтобы сталь содержала по меньшей мере 1,8%, но максимум 3,2% Мо, более предпочтительно - по меньшей мере 2,1%, но максимум 2,6% Мо, для того чтобы в стали не возникли нежелательные М6С карбиды вместо и/или наряду с необходимым количеством МС карбидов. В принципе молибден полностью или частично можно заменить вольфрамом для достижения необходимой прокаливаемости, но при этом потребуется вдвое больше вольфрама, чем молибдена, что является недостатком. Также рециркуляция скрапа, получающегося при производстве стали, становится более затрудительной, если сталь содержит значительные количества вольфрама. Следовательно, вольфрам не должен присутствовать в количестве более чем максимум 1,0%, предпочтительно максимум 0,3%, а более предпочтительно - максимум 0,1%. Наиболее удобно, чтобы сталь не содержала каких-либо преднамеренно добавленных количеств вольфрама, который в случае наиболее предпочтительного варианта осуществления изобретения должен быть допущен не более чем в качестве примеси в форме остаточного элемента, происходящего из использованного для производства стали сырья.
Как правило, не нужно, чтобы в дополнение к указанным элементам сталь содержала какие-либо еще преднамеренно добавленные легирующие элементы. Например, кобальт - это элемент, который, как правило, не требуется для получения необходимых характеристик стали. Тем не менее, возможно, чтобы кобальт присутствовал в количестве максимум 2,0%, предпочтительно максимум 0,7%, чтобы дополнительно повысить устойчивость к отпуску. Однако в норме сталь не содержит кобальт в количествах, превышающих примесный уровень. Другой элемент, который обычно не нужен в стали, но возможно, может присутствовать - это никель, повышающий пластичность стали. Однако при слишком высоком содержании никеля существует риск образования остаточного аустенита. Следовательно, содержание никеля не должно превышать максимум 2,0%, предпочтительно максимум 1,0%, а более предпочтительно максимум 0,7%. Если считают, что в стали должно присутствовать действенное количество никеля, это количество, например, может составлять 0,30-0,70%, а предпочтительно приблизительно 0,5%. В предпочтительном осуществлении изобретения, когда считают, что сталь имеет достаточную пластичность/ударную вязкость и без никеля, для уменьшения издержек сталь не должна содержать никель в количествах, превышающих неизбежные его количества в виде примесей, вносимых с используемым сырьем, - а это меньше чем 0,30%. Далее, возможно, чтобы сталь сама по себе была легирована очень малыми количествами различных элементов для улучшения различных характеристик стали, например, ее прокаливаемости, или для упрощения процесса производства стали. Например, возможно, сталь легировать бором в количествах вплоть до приблизительно 30 ppm, чтобы улучшить пластичность стали в горячем состоянии.
С другой стороны, присутствие других элементов крайне нежелательно. Таким образом, сталь не содержит каких-либо других сильных карбидообразующих элементов кроме ванадия. Например, ниобий, титан и цирконий крайне нежелательны. Их карбиды более стабильны, чем карбид ванадия и требуют более высокой температуры, чем карбид ванадия, чтобы перейти в растворенное состояние при закалке. Если карбиды ванадия начинают растворяться при 1000°С, а при 1100°С они фактически полностью растворены, то карбиды ниобия не начинают растворяться вплоть до приблизительно 1050°С. Карбиды титана и карбиды циркония даже более стабильны и не начинают растворяться, пока не достигнуты температуры выше 1200°С, и не растворяются полностью до того, как сталь не достигнет расплавленного состояния. Следовательно, сильные карбидообразующие и нитридообразующие элементы, помимо ванадия, в частности титан, цирконий и ниобий, не должны присутствовать в количествах более 0,1%, предпочтительно максимум 0,03%, а более предпочтительно максимум 0,010%. Наиболее удобно, если сталь содержит не более чем максимум 0,005% каждого из упомянутых элементов. Также содержание в стали фосфора, серы, азота и кислорода поддерживают на очень низком уровне, чтобы максимизировать пластичность и ударную вязкость стали. Так, фосфор может присутствовать как неизбежная примесь в максимальном количестве 0,035%, предпочтительно максимум 0,015%, а более предпочтительно максимум 0,010%. Кислород может присутствовать в максимальном количестве 0,0020% (20 ppm), предпочтительно максимум 0,0015% (15 ppm), a более предпочтительно максимум 0,0010% (10 ppm). Азот может присутствовать в количестве максимум 0,030%, предпочтительно максимум 0,015%, а более предпочтительно максимум 0,010%.
Если сталь не сульфировали для повышения ее обрабатываемости, она содержит максимум 0,03% серы, предпочтительно максимум 0,010% S, а более предпочтительно максимум 0,003% (30 ppm) серы. Тем не менее, для повышения обрабатываемости стали можно дополнительно добавить серу в количестве выше 0,03%, предпочтительно выше 0,10%, но вплоть до максимум 0,30% серы. Если сталь сульфировали, она может, как это известно, также содержать 5-75 ppm Ca и 50-100 ppm кислорода, предпочтительно 5-50 ppm Ca и 60-90 ppm кислорода.
Во время производства стали получают также слитки или заготовки с массой свыше 100 кг, предпочтительно вплоть до 10 тонн и толщиной свыше приблизительно 200 мм, предпочтительно вплоть до по меньшей мере 350 мм. Предпочтительно, чтобы традиционное металлургическое плавильное производство осуществляли обычной отливкой в слитки, предпочтительно - отливкой снизу. Также можно использовать непрерывную разливку, при условии, что за ней следует переплавка (например, посредством электрошлакового переплава) до необходимых размеров, соответствующих вышеуказанным. Изготовление методами порошковой металлургии или распылительной штамповки неоправданно дорого и не дает никаких преимуществ, которые мотивировали бы издержки. Полученные слитки подвергают горячей обработке для придания необходимых размеров, при этом происходит также разрушение литой структуры.
Структуру обработанного в горячем состоянии материала можно упорядочить различными способами путем тепловой обработки, чтобы оптимизировать гомогенность материала, например гомогенизирующей обработкой при высокой температуре, предпочтительно при 1200-1300°С. Как правило, производитель стали поставляет ее заказчику в состоянии, подвергнутом смягчающему отжигу; твердость составляет около 160-220 единиц твердости по Бринеллю, обычно около 190 по Бринеллю. Инструменты обычно производят путем машинной обработки стали, подвергнутой смягчающему отжигу, но само собой разумеется, что инструменты можно производить и традиционной машинной обработкой или электроискровой обработкой стали в закаленном и отпущенном состоянии.
Тепловую обработку произведенных инструментов обычно выполняет заказчик, предпочтительно в вакуумной печи, путем закалки от температуры между 950-1075°С, предпочтительно при 1000-1050°С, до полного растворения присутствующих карбидов в течение периода от 15 минут до 2 часов, предпочтительно в течение 15-60 минут, с последующим охлаждением до 20-70°С и высокотемпературным отпуском при 500-570°С, предпочтительно при 520-560°С. В состоянии смягчающего отжига сталь имеет ферритную основу, содержащую равномерно распределенные, мелкие карбиды, которые могут быть разного вида. В закаленном и не отпущенном состоянии сталь имеет основу, состоящую из неотпущенного мартенсита. На основе вычислений при помощи известного теоретического метода сталь при равновесии содержит около 0,6 об.% МС карбидов. При высокотемпературном отпуске происходит дополнительное осаждение МС карбидов, придающее стали запланированную твердость. Эти карбиды имеют субмикроскопический размер. Следовательно, количество карбидов невозможно установить стандартными микроскопическими исследованиями. Если температура поднимается слишком сильно, МС карбиды становятся крупнозернистыми и нестабильными, а вместо этого происходит быстрый рост карбидов хрома, что нежелательно. По этим причинам важно, чтобы отпуск проводили при вышеупомянутых температурах и временах выдержки, если дело касается состава стального сплава, предлагаемого в изобретении.
Другие особенности и аспекты изобретения будут понятны из формулы изобретения и из последующего описания проведенных экспериментов, а также из последующего обсуждения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже следует описание проведенных экспериментов со ссылкой на прилагаемые чертежи, где
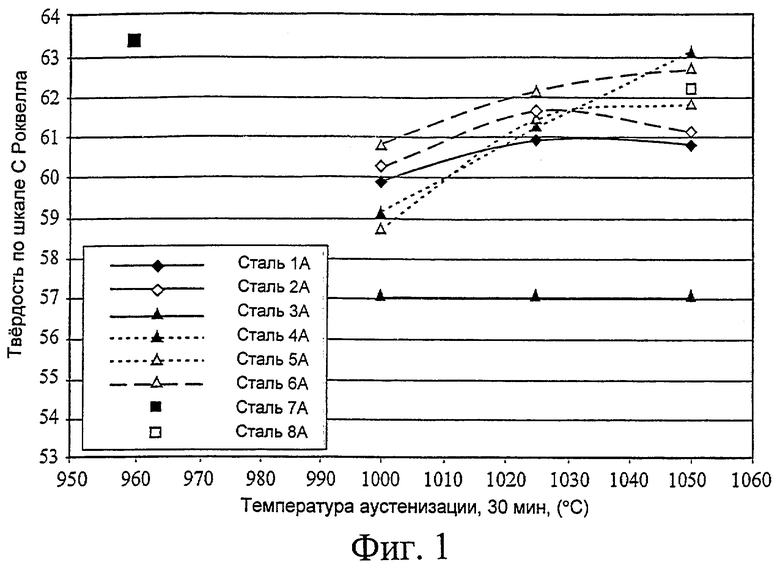
Фиг.1 - диаграмма, иллюстрирующая твердость после закалки исследованных сталей в зависимости от температуры аустенизации,
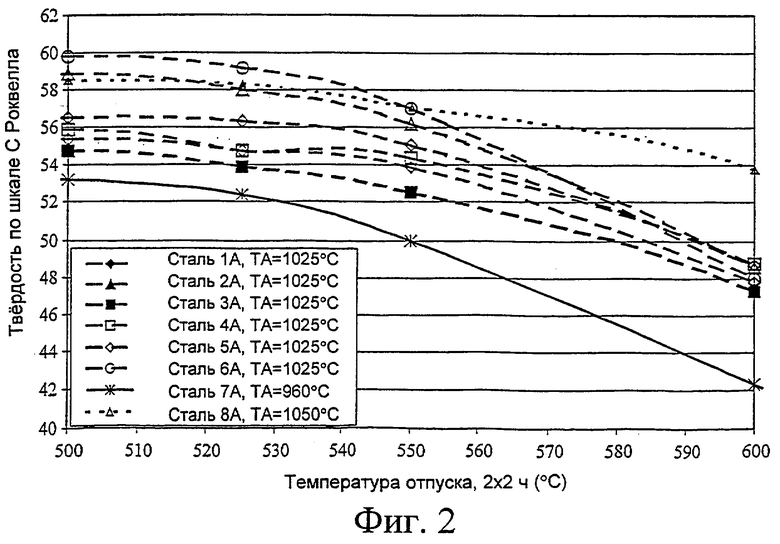
Фиг.2 - диаграмма, изображающая твердость в зависимости от температуры отпуска в пределах ограниченного температурного интервала.
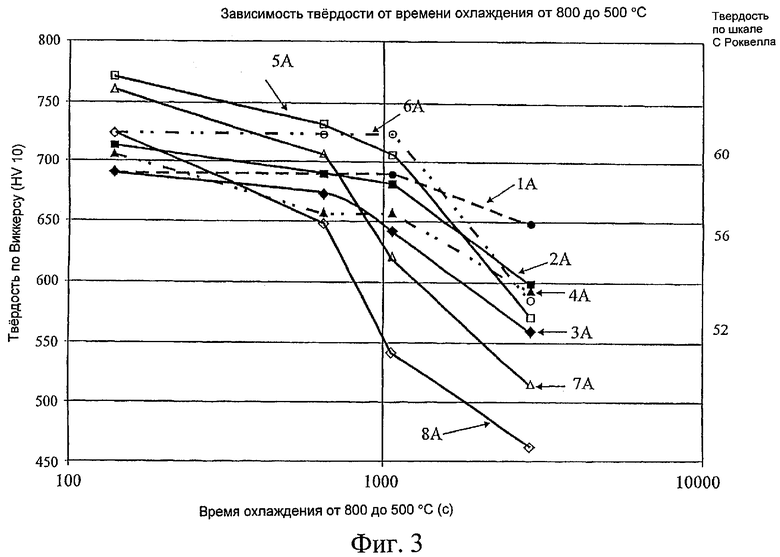
Фиг.3 - диаграмма, иллюстрирующая прокаливаемость исследованных сталей.
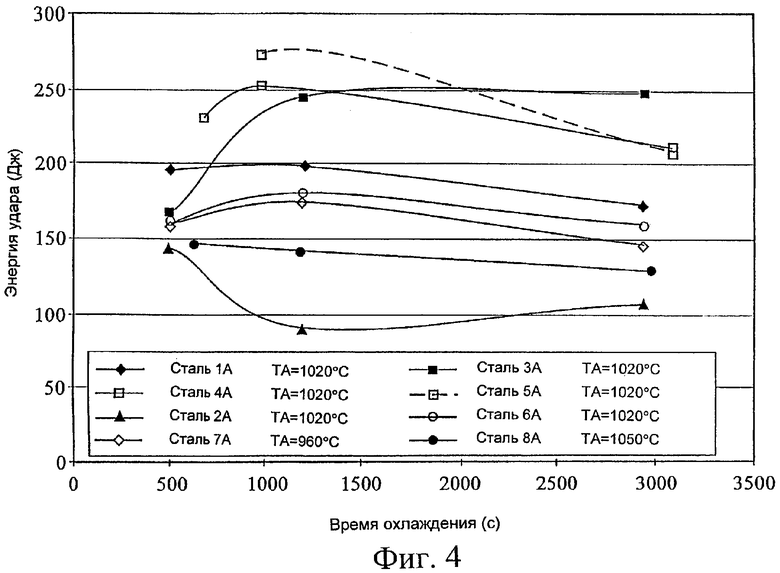
Фиг.4 - диаграмма, изображающая пластичность в терминах энергии удара в зависимости от времени охлаждения для образцов, закаленных в вакуумной печи с последующим отпуском до приблизительно 55 единиц твердости по шкале С Роквелла.
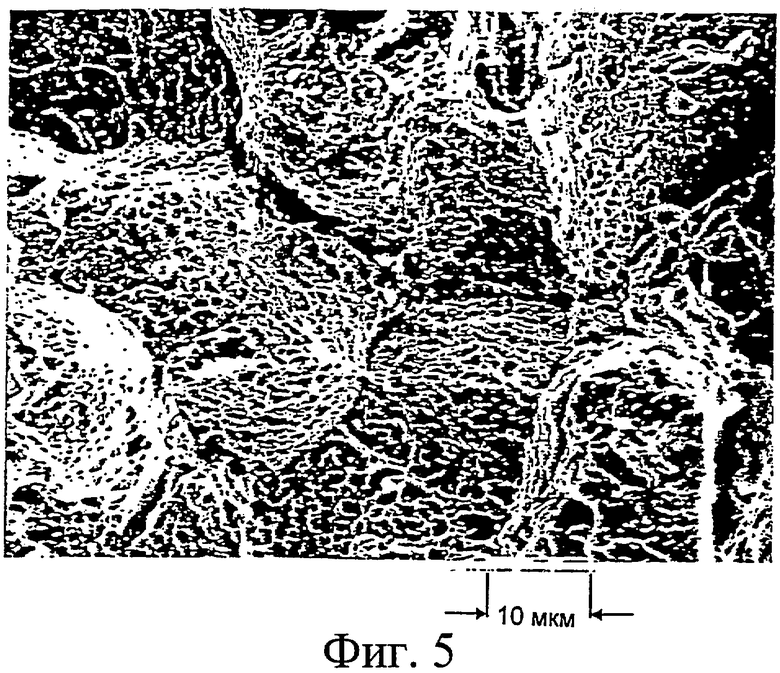
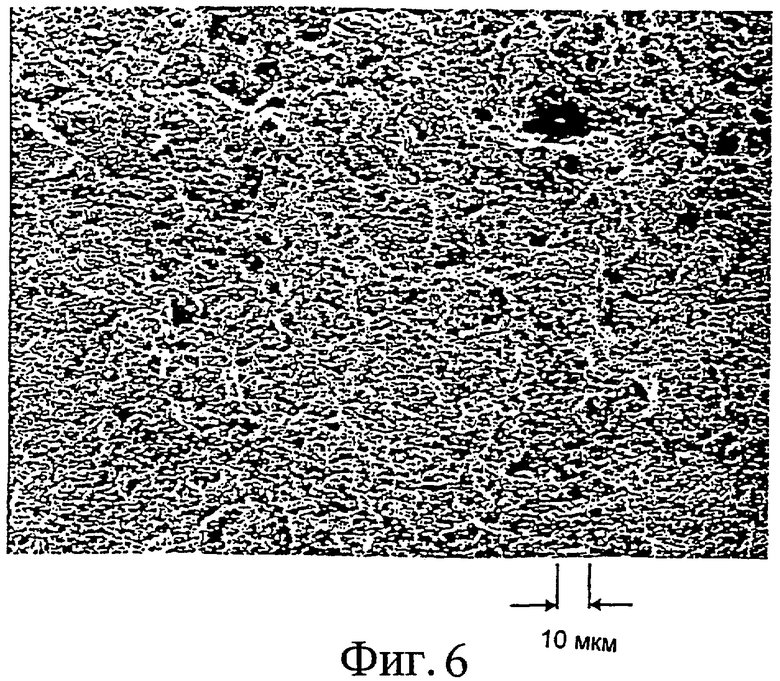
Фиг.5 и Фиг.6 - микрофотографии, под большим увеличением изображающие поверхности разлома двух исследованных сталей.
ОПИСАНИЕ ПРОВЕДЕННЫХ ЭКСПЕРИМЕНТОВ
Материалы
Было изготовлено восемь стальных сплавов в виде лабораторных слитков массой 50 кг. Химические составы слитков, произведенных в лабораторном масштабе, отражены в таблице 1; это стали 1А-8А. Стали 1А-6А - это экспериментальные стали, тогда как стали 7А и 8А служили эталонным материалом. В таблице 1 также приведены целевые составы -1R-6R - экспериментальных сталей и номинальные составы - стали 7N и 8N - эталонных материалов, а также одной из сталей промышленного производства, упомянутой во вводной части - стали 9N. Содержание серы в пятидесятикилограммовых слитках было невозможно довести до необходимого низкого уровня в большинстве лабораторных плавок вследствие ограничений, связанных с методикой производства. Во всех экспериментальных сталях содержание титана составляло порядка 30 ppm, а содержание ниобия - порядка 10 ppm. Содержание циркония было менее 10 ppm. Применяли следующую технологию: гомогенизирующая обработка в течение 10 часов при 1270°С на воздухе, ковка в размер ⊘60×60 мм, регенерирующая обработка при 1050°С в течение 2 часов на воздухе и смягчающий отжиг при 850°С в течение 2 часов, охлаждение 10°С/час до 600°С, а затем свободное охлаждение на воздухе.
Химический состав (мас.%) экспериментальных сплавов и эталонных материалов, остаток составляют железо и неизбежные примеси
У вышеуказанных материалов были проверены: твердость после смягчающего отжига, микроструктура после различных термообработок, твердость после закалки от различных температур аутенизации, твердость после отпуска при различных температурах отпуска, прокаливаемость, ударная вязкость, износоустойчивость. Эти исследования описаны ниже. Более того, были проведены теоретические равновесные расчеты согласно методике термодинамического расчета (Thermo-Calc) в отношении содержания растворенного углерода и доли углерода при определенной температуре аутенизации для сталей, имеющих целевые составы 1R-6R и номинальные составы 7N-9N эталонных сталей, соответственно; см. таблицу 2.
Содержание растворенного углерода (мас.%) при температуре аутенизации, ТА, и содержание МС (об.%) при ТА.
Твердость после смягчающего отжига
Твердость после смягчающего отжига - твердость по Бринеллю (НВ) - сплавов 1А-8А приведена в таблице 3. Из таблиц 1 и 3 видно, что при низком содержании кремния твердость после смягчающего отжига снижается.
Твердость после смягчающего отжига
Микроструктура
Микроструктуру исследовали в состоянии смягчающего отжига и после тепловой обработки сплавов 1R-8R до твердости между 55 и 58 по шкале С Роквелла. Микроструктура в закаленном и отпущенном состоянии сталей состояла из мартенсита отпуска. Первичных карбидов не было. Также ни в одном из сплавов не смогли обнаружить карбидов, нитридов и/или карбонитридов титана.
Закалка и отпуск
Стали 1А-6А были аутенизированы путем нагревания в течение 30 минут при различных температурах от 1000 до 1050°С, тогда как эталонные стали 7А и 8А были аутенизированы в течение 30 минут при 960°С и 1050°С соответственно, причем известно, что эти температуры являются оптимальными температурами аутенизации этих сталей. Влияние температуры аутенизации на твердость сталей 1А-6А отражено на Фиг.1, где также приведена твердость эталонных материалов 7А и 8А после указанной аутенизации.
Было изучено влияние температуры отпуска на твердость сталей 1А-8А после аутенизации сталей 1А-6А при 1025°С, стали 7А при 960°С и стали 8А при 1050°С в течение 30 минут. Наблюдали типичное вторичное твердение при температуре от 450°С до 600°С для всех сталей, за исключением стали 7А. На Фиг.2 изображена твердость в зависимости от температуры отпуска в пределах интересующего нас интервала температур - между 500°С и 600°С. Все стали подвергали отпуску 2×2 часа при указанных температурах. Сталь 6А проявила наибольшую устойчивость к отпуску среди исследованных материалов - вплоть до температуры отпуска 550°С. Сталь 2А обладала устойчивостью к отпуску, которая была такой же хорошей, как и у эталонного материала 8А - вплоть до 525°С, в то время как уровень износоустойчивости сталей 1А и 3А-5А был ниже, чем уровень устойчивости к отпуску стали 8А, но существенно выше уровня устойчивости к отпуску стали 7А. Следовательно, можно считать, что устойчивость к отпуску экспериментальных сплавов 1А-6А является достаточной, что важно в случае стали для форм, где может потребоваться поверхностное покрытие при температуре вплоть до приблизительно 500°С, чтобы достигнуть износоустойчивости, необходимой для некоторых инструментальных приложений. Другими словами, при температуре от 450°С до 600°С, а более точно при температуре от 500°С до 560°С, происходит заметное вторичное твердение путем осаждения МС карбидов. Повышению износоустойчивости способствует высокое содержание кремния, но также если содержание кремния и низко - как в стали 5А - твердость можно удерживать на уровне 56 по шкале С Роквелла после высокотемпературного отпуска до приблизительно 540°С. Это является преимуществом, так как при этом становится возможной обработка поверхности в пределах довольно широкого интервала температур, причем твердость инструмента не снижается.
Прокаливаемость
На Фиг.3 для исследованных сплавов 1А-8А отражено сравнение прокаливаемости в терминах твердости по Виккерсу (HV10) в зависимости от времени, необходимого для охлаждения от 800-500°С, с использованием нанесенных данных из термокинетических диаграмм (ССТ diagram). Из диаграммы видно, что все экспериментальные сплавы 1А-6А обладают лучшей прокаливаемостью, чем эталонные стали 7А и 8А. В особенности сталь 5А обладает очень хорошей прокаливаемостью, тогда как эталонный материал 8А достигает только 52 единиц твердости по шкале С Роквелла в закаленном состоянии при t8-5=1000 с. Эталонная сталь 7А достигает 55 единиц твердости по шкале С Роквелла, тогда как все экспериментальные сплавы 1А-6А достигают твердости>56 по шкале С Роквелла при указанной скорости охлаждения.
Пластичность
Пластичность в терминах поглощенной энергии удара для ненадрезанных образцов при 20°С отражена на Фиг.4 для образцов сплавов 1А-8А, охлажденных в вакуумной печи, в зависимости от времени охлаждения от 800°С до 500°С. Приведенные данные по времени охлаждения соответствуют реальным показателям времени охлаждения полноразмерных формовочных инструментов для формования пластмасс. Все стали отпускали до целевого значения твердости 55 единиц по шкале С Роквелла. Наилучшая пластичность была получена для экспериментальных сплавов 3А, 4А и 5А, которые содержат от приблизительно 0,1% до приблизительно 0,2% Si и приблизительно 0,5% V. Это также отражено в таблице 4, где показана пластичность в терминах поглощенной энергии удара для ненадрезанных образцов при 20°С, закаленных в вакуумной печи и охлажденных со скоростью, соответствующей t8-5=1190 с, и подвергнутых отпуску до твердости 55±0,8 по шкале С Роквелла. Соответствующие варианты, имеющие более низкое содержание ванадия, имеют и более низкую пластичность. Сравнительные исследования поверхностей разлома показывают, что варианты с пониженным содержанием ванадия имеют более крупные зерна аустенита (см. фиг.5), что можно объяснить тем, что эти сплавы в своей основе содержат меньше карбидов ванадия, предотвращающих рост зерен аустенита, чем те варианты, которые имеют немного более высокое содержание ванадия. На Фиг.5 и Фиг.6 изображены поверхности разлома испытуемых образцов, изготовленных из сплавов 1А и 3А соответственно. Микрофотография на Фиг.6 показывает вязкий излом испытуемого образца, изготовленного из стали с составом сплава, предлагаемом в данном изобретении, имеющего маленький размер зерен аустенита, что является необходимым условием хорошей пластичности.
Пластичность в терминах поглощенной энергии удара в поперечном направлении для ненадрезанных образцов при 20°С; твердость 55±0,8 по шкале С Роквелла
Износоустойчивость
Было проведено испытание штифтом (pin against pin) исследуемых сплавов 1А-8А; в качестве агента, вызывающего абразивный износ, использовали SiO2. Сталь 7А имела самую низкую износоустойчивость. Другие стали при сравнимой твердости имели одинаково хорошую износоустойчивость. Однако те сплавы, содержание кремния в которых было выше, имели несколько более высокую износоустойчивость.
ОБСУЖДЕНИЕ
Цель работы, выполненной в связи с разработкой данного изобретения, заключается в том, чтобы получить сталь с необходимым сочетанием характеристик, как показано в левой колонке таблицы 5. В таблице использованы оценки от 1 до 3, где 1 - самая низкая оценка, 3 - самая высокая оценка. Экспериментальный сплав, наиболее приближающийся к идеалу - это сталь 5А. Эту сталь сравнили с эталонным материалом 8А. В ходе сравнения не было обнаружено серьезных недостатков, напротив, было зарегистрировано много преимуществ с точки зрения использования стали для формовочных инструментов, применяемых для формования пластмассы. Важным преимуществом по сравнению с эталонным материалом 7А является то, что сталь можно подвергать высокотемпературному отпуску, тогда как сталь 7А требует низкотемпературного отпуска, что связано с известными недостатками, касающимися электроискровой обработки, остаточных напряжений после тепловой обработки, а также ограничений, связанных с выбором вида обработки поверхности. Оценки усталостной долговечности вычислены с учетом чистоты сталей. Усилие сжатия вычислено на основании температуры отпуска и твердости материалов после отпуска. Шлифуемость, обрабатываемость и полируемость были вычислены на основании пластичности, твердости в состоянии смягчающего отжига и содержания карбидов в материалах. Свариваемость связана с содержанием углерода и с содержанием легирующих элементов. Экономичность производства рассматривали в отношении возможности производства стали обычным путем без затруднений.
Требуемое сочетание характеристик; сравнение характеристик исследованных сталей
По сравнению с идеальным сочетанием характеристик сталь 5А имеет несколько более низкую твердость после закалки и высокотемпературного отпуска. На основании данных, полученных в экспериментах, произведена следующая оценка: содержание кремния в стали оптимального состава должно составлять приблизительно 0,2%, содержание растворенного углерода при 1020°С должно составлять приблизительно 0,45%. Однако содержание кремния в случае оптимального состава не должно превышать 0,25%, чтобы обеспечить оптимальную пластичность/вязкость сплава. Целевое значение содержания углерода в стали в этом случае должно быть 0,49%, чтобы придать запланированную твердость 57-58 по шкале С Роквелла после закалки и высокотемпературного отпуска. Соответствующее оптимальному составу содержание ванадия должно по оценкам быть 0,52%, чтобы обеспечить больший резерв в отношении сдерживания роста зерна при тепловой обработке. Содержание фосфора, серы, азота и кислорода удерживают на очень низком уровне, чтобы максимизировать пластичность и ударную вязкость. Кроме ванадия, сталь не должна содержать каких-либо еще преднамеренно добавленных карбидообразующих элементов. В оптимальном сплаве количество каждого из иных карбидообразующих элементов, таких как титан, цирконий и ниобий, ограничено максимумом в 0,005%. В качестве остаточного элемента от производства стали может присутствовать алюминий, при этом его количество ограничено максимум 0,030, предпочтительно максимум 0,015%.
Следовательно, оптимальный сплав сталей для форм при формовании пластмасс должен иметь состав, приведенный в таблице 6.
ЭКСПЕРИМЕНТЫ В ПРОМЫШЛЕННОМ МАСШТАБЕ
В электродуговой печи была получена сталь 10Р, предлагаемая в данном изобретении. Целевой состав соответствовал указанному в таблице 6. Плавка имела массу 65 тонн. Полученное аналитически описание состава лишь немногим отличалось от запланированного. Единственными элементами, количество которых выходило за рамки заданной нормы, были сера и азот, их содержание равнялось 0,011% и 0,013% соответственно вместо максимальных 0,010%. Полный состав стали 10Р приведен в таблице 7, в которой отражено также содержание наиболее важных примесей. В этой же таблице описан и состав трех исследованных эталонных материалов - 7Р, 8Р и 9Р, которые были произведены Заявителем. Эти стали соответствуют сталям 7N, 8N и 9N, номинальный состав которых описан в таблице 1. Эталонные материалы также были произведены в электродуговой печи в виде плавок по 65 тонн каждая. Все плавки были отлиты снизу в форме слитков. Слитки, полученные из стали 9Р, были также очищены в процессе электрошлакового переплава. Слитки, включая слитки электрошлакового переплава, были выкованы в виде болванок различного размера. Эти болванки подвергали различным видам тепловой обработки перед отбором тестовых образцов. Размеры и проведенные виды тепловой обработки болванок приведены в таблице 8.
Затем в электродуговой печи были проведены еще три плавки, каждая по 65 тонн, химический состав плавок соответствовал предлагаемому в изобретении. Из полученных сталей были изготовлены электроды, которые подвергали электрошлаковому переплаву (ЭШП). ЭШП слитки были выкованы в виде болванок различного размера. Эти болванки также подвергали различным видам тепловой обработки перед отбором тестовых образцов. Химические составы этих болванок - стали 11P, 12P и 13Р - приведены в таблице 7, а их размеры и виды тепловой обработки даны в таблице 8.
Оптимальный состав сплава, содержание (мас.%) растворенного углерода и содержание карбидов при 1020°С
Химический состав, в мас.% и массовых частях на млн. (ppm) соответственно, исследованных сталей промышленного масштаба, остаток составляют железо и примеси.
%
%
%
ppm
ppm
%
%
%
ppm
ppm
%
ppm
ppm
ppm
ppm
ppm
ppm
Размеры болванок и виды тепловой обработки
У образцов, которые были отобраны из болванок в соответствии с таблицей 8, определяли твердость и ударную вязкость. Результаты изложены в таблице 9. В этой таблице также указаны вид образцов (все образцы были ненадрезанными) и расположение образца в болванке.
CL2 - обозначает образец из круглой болванки, взятый из центра болванки в продольном направлении болванки, причем ударное воздействие направлено перпендикулярно направлению болванки;
CR2 - обозначает то же самое, что и CL2, но ударное воздействие направлено в продольном направлении болванки (наиболее неблагоприятные условия);
TL2 - обозначает образец из плоской болванки, в других отношениях эквивалентный CR2;
LT2 - обозначает образец из плоской болванки, в других отношениях эквивалентный CL2; и
ST2 - обозначает образец из плоской болванки, взятый из центра болванки в наикратчайшем перпендикулярном направлении, причем ударное воздействие направлено в продольном направлении (наиболее неблагоприятные условия).
Твердость и ударная вязкость исследованных сталей, полученных в промышленном масштабе
Как показано в таблице 9, твердость исследованных сталей была одинаково хорошей, но в случае сталей 7Р и 8Р требовала низкотемпературного отпуска с вытекающими отсюда известными недостатками. Однако относительно хорошая ударная вязкость стали 8Р должна быть отнесена в первую очередь к меньшей толщине исследованной плоской болванки, изготовленной из этой стали. Для стали 9Р была достигнута только умеренно хорошая ударная вязкость, хотя это была сталь электрошлакового переплава. Измеренное значение ударной вязкости круглой болванки из стали 10Р, равное 58 Дж, было только слегка ниже, чем измеренное значение ударной вязкости круглой болванки из стали 9Р, составившее 60 Дж, вопреки неблагоприятному направлению удара. Дополнительно можно отметить, что в случае эквивалентных испытаний ударной вязкости плоских болванок из сталей 9Р и 10Р, предлагаемая сталь 10Р обладает несомненно наилучшей ударной вязкостью, равной 196 Дж, по сравнению со сталью 9Р, для которой ударная вязкость составила 159 Дж. При этом сравнении следует обратить особенное внимание на то, что сталь 9Р была подвергнута электрошлаковому переплаву, что обычно улучшает вязкость. Наконец, можно отметить, что ударная вязкость предлагаемых сталей 11P, 12P и 13Р была значительно улучшена электрошлаковым переплавом по сравнению с не подвергнутым ЭШП материалом - сталью 10Р.
Изобретение относится к производству стали, предназначенной для изготовления формовочных инструментов для формования пластмасс. Сталь содержит, мас.%: углерод 0,43-0,60, кремний от следовых количеств до 0,5, кремний+алюминий от следовых количеств до 0,5, марганец 0,1-2,0, хром 3,0-7,0, молибден+вольфрам/2 2,1-4,0 при максимуме вольфрама 1,0, ванадий 0,30-0,70, ниобий, титан и цирконий максимум 0,1 каждого, кобальт максимум 2,0, остаток составляют по существу железо и неизбежные примеси. Сталь обладает повышенным уровнем свойств, позволяющих использовать ее в производстве формовочных инструментов для пластмасс. 3 н. и 31 з.п. ф-лы, 9 табл., 6 ил.
С 0,43-0,60
Si от следовых количеств до 0,5
(Si+Al) от следовых количеств до 0,5
Mn 0,1-2,0
Cr 3,0-7,0
(Mo+W/2) 2,1-4,0
однако W максимум 1,0
V 0,30-0,70
Nb, Ti и Zr максимум 0,1 каждого
Со максимум 2,0,
по существу, железо и неизбежные примеси остальное.
Приоритет по пунктам:
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Сталь | 1989 |
|
SU1664869A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

