Изобретение относится к машиностроению, в частности к области сварки, и может быть использовано для герметизации контактно-стыковой сваркой тепловыделяющих элементов атомных станций.
Известно устройство для контактно-стыковой сварки трубы с заглушкой, содержащее электрод в виде неразрезной втулки с центральным отверстием для размещения заглушки (Европейский патент ЕР 0587926 В1).
Недостатком известного устройства является наличие в электроде поверхности, используемой одновременно для токоподвода к заглушке и сварочного усилия, которая расположена под острым углом к оси электрода. Эта поверхность имеет коническую форму, в результате для обеспечения стабильности сварки требуется точное изготовление электрода и заглушки, что повышает затраты на их стоимость. Наличие конической токоподводящей поверхности увеличивает объем разогреваемого металла, в результате ухудшается качество сварки. Устройство не может быть использовано для сварки заглушек с оболочкой, когда требуется заглушка с длинной наружной частью и диаметром, равным диаметру твэла.
Наиболее близким по технической сущности и достигаемому результату - прототипом является установка по патенту РФ №2152091 С1 7 G с 21/02 В 23 К 11/04, бюл. №18 2000 г. для герметизации трубчатых элементов, содержащая устройство в виде цангового электрода с центральным отверстием для размещения заглушки.
Недостатком известного устройства является наличие торцевой поверхности, расположенной перпендикулярно оси электрода и предназначенной одновременно для токоподвода и подвода сварочного усилия к заглушке. Это не позволяет использовать электрод для сварки заглушки, имеющей длинный хвостовик, находящийся снаружи сварного соединения, с диаметром, больше диаметра ввариваемой части, или не обеспечивает качественную сварку из-за проскальзывания внутренней поверхности осевого отверстия электрода относительно заглушки при равенстве этих диаметров.
Технической задачей заявляемого решения является обеспечение возможности и качественной сварки заглушки с трубой, когда максимальный наружный диаметр заглушки независимо от его протяженности больше или равен ее диаметру, ввариваемому в трубу.
Решение технической задачи достигается тем, в устройстве для контактно-стыковой сварки трубы с заглушкой, представляющем собой электрод в виде цангового зажима с центральным отверстием, имеющий токоподводящую поверхность и поверхность для передачи сварочного усилия, согласно формуле изобретения поверхность электрода для токоподвода и поверхность для передачи сварочного усилия разделены и находятся под углом друг к другу, при этом токоподводящая поверхность расположена параллельно оси центрального отверстия.
Задача решается также благодаря тому, что на токоподводящей поверхности осевого отверстия электрода выполнена проточка, а также тому, что поверхность, передающая сварочное усилие, выполнена из диэлектрического материала.
Указанная совокупность признаков является новой не известной из уровня техники и решает поставленную задачу, так как
- наличие в предлагаемом устройстве поверхностей, предназначенных для раздельного подведения к заглушке сварочного тока и усилия, расположенных под углом друг к другу, позволяет выполнять сварку заглушек практически без ограничения длины их наружной части при диаметре ее, равном или больше диаметра ввариваемой части заглушки. Такая организация подвода сварочного тока и усилия позволяет нагревать преимущественно поверхностные слои заглушки, участвующие в образовании сварного соединения, что способствует повышению качества сварки;
- расположение токоподводящей поверхности параллельно оси центрального отверстия между участком ввода тока в заглушку и поверхностью, через которую осуществляется подвод к заглушке сварочного усилия, обеспечивает отсутствие недопустимого нагрева, деформации поверхностей заглушки на этом участке за счет сопротивления материала заглушки или диэлектрических свойств поверхности электрода, через которую сварочное усилие передается на заглушку;
- наличие кольцевой проточки на токоподводящей поверхности позволяет выполнять сварку заглушек имеющих, например, маркировку в зоне токоподвода или когда шунтирование сварочного тока через поверхность для подвода сварочного усилия приводит к недопустимой деформации ответной поверхности заглушки;
- наличие поверхности для подвода сварочного усилия из нетокопроводящего материала исключает возможность шунтирования сварочного тока через нее, обеспечивая качественную сварку особенно для заглушек, выполненных из материалов с низким электрическим сопротивлением.
Предлагаемое устройство поясняется чертежом. Устройство состоит из электрода 1, представляющего собой цанговую конструкцию, с центральным отверстием 2 цилиндрической формы. Конкретная величина диаметра этого отверстия определяется в зависимости от диаметра размещаемой в нем части заглушки (показана пунктиром), электропроводности ее материала и требований к сварному шву. Например, для герметизации твэлов с оболочками из сплавов циркония диаметром 9-10 мм величина его составляет в пределах 0,8-0.995 от максимального диаметра ввариваемой заглушки. Электрод имеет основную токоподводящую поверхность 3 и поверхность для передачи сварочного усилия 4. На поверхности 3 может быть выполнена проточка 5, которая необходима, если на заглушку наносится маркировка. Поверхность 4 может быть выполнена из электроизоляционного материала, например специального вкладыша (не показан). Необходимость ее изоляции зависит от электропроводности свариваемых материалов и протяженности части заглушки, размещаемой в электроде.
Предлагаемое устройство работает следующим образом. Привариваемую заглушку с полным или частичным заглублением максимального диаметра помещают в осевое отверстие 2 до упора в поверхность 4. Электрод сжимают приводом (не показан), обеспечивая надежный электрический контакт между заглушкой и поверхностью 3. Во время сварки сварочный ток в основном идет через поверхность 3, а усилие передается через поверхность 4. Поверхность 3 электрода препятствует изменению геометрии диаметра заглушки в зоне токоподвода в радиальном направлении. На участке подвода сварочного усилия, так как нагрев там отсутствует, какие либо деформации практически отсутствуют. Если на заглушку наносится какая-либо маркировка, то в зоне ее расположения на поверхности 3 электрода выполняют проточку 5 для исключения повреждения этой маркировки и изменений условия токоподвода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГЛУШКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2393560C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| ЗАГЛУШКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2298240C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2291769C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
| УСТАНОВКА КОНТАКТНО-СТЫКОВОЙ СВАРКИ | 2003 |
|
RU2275282C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293634C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2002 |
|
RU2268812C2 |
Изобретение относится к машиностроению, а именно к контактно-стыковой сварке трубы с заглушкой при герметизации тепловыделяющих элементов атомных станций. Устройство представляет собой электрод в виде цангового зажима с центральным отверстием, имеющий токоподводящую поверхностью и поверхность для передачи сварочного усилия. Поверхность электрода для токоподвода и поверхность для передачи сварочного усилия разделены и находятся под углом друг к другу. Токоподводящая поверхность расположена параллельно оси центрального отверстия. Поверхность для передачи сварочного усилия выполнена из диэлектрического материала, а на токоподводящей поверхности осевого отверстия электрода выполнена проточка. Это позволит обеспечить качественную сварку трубы с заглушкой. 2 з.п. ф-лы, 1 ил.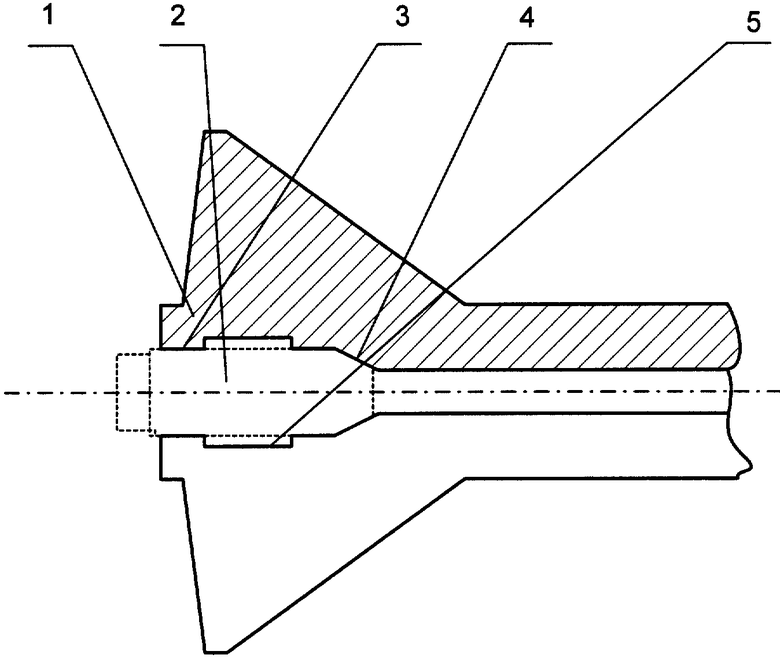
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ | 1997 |
|
RU2139176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| Устройство для герметизации контактной стыковой сваркой трубы | 1985 |
|
SU1279152A1 |
| JP 9220669 A, 26.08.1997 | |||
| JP 9225644 A, 02.09.1997 | |||
| JP 7306295 A, 21.11.1995. | |||

