Настоящее изобретение относится к термоформовочной установке для изготовления формованных изделий из полимерной пленки, таких как стаканчики, емкости, крышки, продовольственная упаковка и т.п., с имеющим состоящую из двух частей форму узлом термоформования, согласно ограничительной части пункта 1 формулы изобретения, а также к способу изготовления таких формованных изделий, согласно ограничительной части пункта 7 формулы изобретения.
Термоформовочные установки известны на практике в разных вариантах и формах выполнения. При этом для изготовления формованных изделий в виде стаканчиков из термопласта используют составную форму. Одна полуформа, так называемый верхний инструмент, закреплена на инструментальном столе и соединена с ним, как правило, с возможностью настройки рамой или станиной термоформовочной установки, так что верхний инструмент может быть настроен на соответствующее изготавливаемое формованное изделие. Другая полуформа, так называемый нижний инструмент, подвижно установлен в раме или на станине термоформовочной установки.
Для формования изделий полуформы, т.е. верхний и нижний инструменты, находятся в обращенном друг к другу замкнутом положении. Между верхним и нижним инструментами расположена нередко подогретая и, тем самым, хорошо пластически деформируемая полимерная пленка, которую в большинстве случаев потактно подают с расходного ролика в виде полотна.
В процессе глубокой вытяжки полимерную пленку зажимают между верхним и нижним инструментами и, тем самым, фиксируют в этом положении. Затем полимерную пленку посредством устройства предварительной вытяжки верхнего инструмента вдавливают в полости нижнего инструмента, в то время как край изготавливаемого формованного изделия остается зажатым между верхним и нижним инструментами. За счет создания разрежения в полостях или за счет вдувания воздуха пленка прилегает к внутренним стенкам полостей нижнего инструмента и принимает, тем самым, желаемую форму.
После достаточного охлаждения полимерной пленки за счет контакта с активно охлажденной, при необходимости, поверхностью инструмента происходит отделение формованных изделий из полимерной пленки. Для этого нижний инструмент перемещают вверх примерно на величину толщины пленки. Соответствующие режущие кромки составной формы вырезают при этом отдельные формованные изделия из полотна пленки. Оставшуюся пленочную решетку также нередко потактно подают к намоточному блоку.
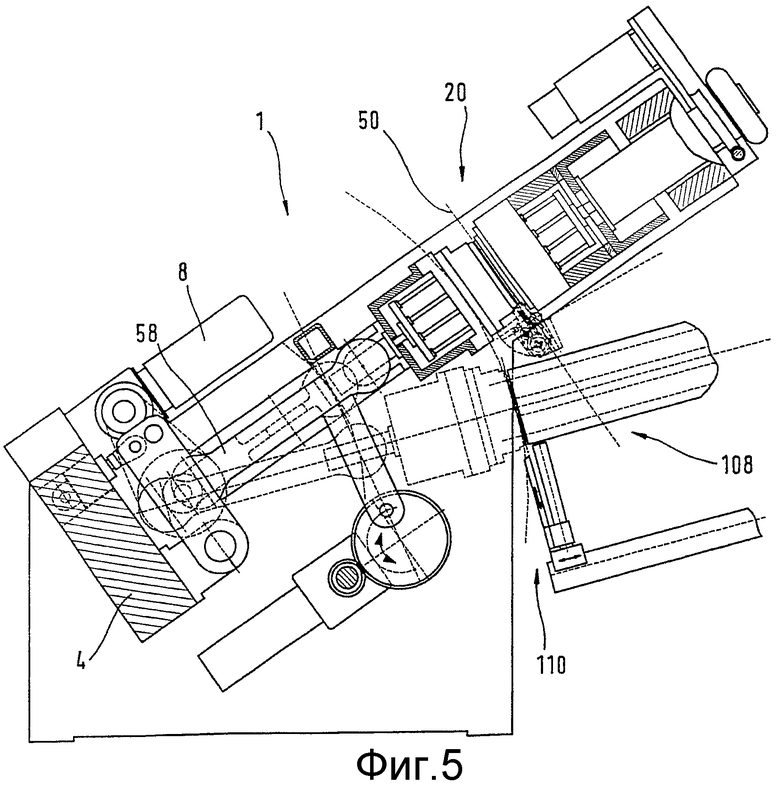
Для извлечения формованных изделий из полостей нижний инструмент перемещают затем от верхнего инструмента и при этом поворачивают вокруг его продольной оси таким образом, что нижний инструмент направлен к штабелеру и, тем самым, формованные изделия могут быть переданы к штабелеру.
Примеры описанных выше, известных из практики термоформовочных установок описаны, например, в US 6135756 или DE 3346628 А1.
Эти известные термоформовочные установки имеют, однако, тот существенный экономический недостаток, что с их помощью можно реализовать лишь низкие тактовые частоты, например примерно до 30 тактов в минуту. Более высокие тактовые частоты невозможны без повреждения подвижных деталей. Эти низкие тактовые частоты, однако, больше неприемлемы ввиду существующих сегодня высоких затрат давления.
Кроме того, недостатком являются используемые в известных термоформовочных установках приводы для подвижно расположенного в верхнем инструменте устройства предварительной вытяжки, поскольку с их помощью можно реализовать также лишь низкие тактовые частоты, например примерно до 30 тактов в минуту. Кроме того, у известных термоформовочных установок недостатком является недостаточная точность при настройке или приспосабливании верхнего инструмента в отношении изготавливаемых формованных изделий.
Описанная в DE 3346628 А1 термоформовочная установка работает с составной формой, причем верхний инструмент неподвижно закреплен на станине, а нижний выполнен подвижным. Нижний инструмент ориентируют для смыкания или размыкания в комбинированном подъемно-поворотном перемещении к верхнему инструменту и от него и одновременно к штабелеру и направляют от него назад к верхнему инструменту. Подъемно-поворотное перемещение нижнего инструмента создают посредством кулачково-дискового и кривошипного шарнирного механизма. Нижний инструмент должен, тем самым, вертикально перемещаться и одновременно поворачиваться вокруг своей собственной продольной оси.
Комбинация кривошипного шарнирного механизма с кулачково-дисковым приводом, используемая в известной из DE 3346628 А1 термоформовочной установке, выполнена очень сложно. При этом уже кулачково-дисковый привод имеет как таковой тот системный недостаток, что с его помощью можно передавать лишь ограниченные усилия. К тому же с помощью кулачково-дискового привода нельзя реализовать высокие тактовые частоты. Помимо этого кулачково-дисковые приводы склонны к быстрому износу, так что требуется их частое обслуживание, что резко повышает эксплуатационные расходы на такую термоформовочную установку. Кроме того, рассматриваемая здесь термоформовочная установка согласно DE 3346628 А1 с ее сложным кривошипным шарнирным механизмом содержит дополнительный узел, который также допускает лишь низкие тактовые частоты, что обусловлено его конструкцией.
Более подробная информация о выполнении привода устройства предварительной вытяжки в DE 3346628 А1 отсутствует. Таким образом, следует исходить из того, что подробно не рассмотренный здесь привод устройства предварительной вытяжки не допускает более высоких тактовых частот, чем привод нижнего инструмента, тактовая частота которого уже рассматривалась выше как слишком низкая.
Термоформовочная установка согласно US 6135756 также содержит составную форму. Направляющее устройство здесь также комбинировано с приводным устройством нижнего инструментального стола или нижнего инструмента и обеспечивает за счет кулачково-дискового и кривошипно-шатунного механизма комбинированное подъемно-поворотное перемещение нижнего инструмента, причем имеются два расположенных на внешних торцевых сторонах нижнего инструмента кулачково-дисковых и кривошипно-шатунных механизма. При этом нижний инструмент содержит на своих внешних сторонах по три цапфы, которые движутся в соответствующих кулачковых пазах на станине. Эти кулачковые пазы имеют крайне сложную геометрию и выполнены с возможностью перемещения нижнего инструмента при размыкании формы вниз от верхнего инструмента и поворота, с тем чтобы ориентировать его на штабелер и снова повернуть от него. Поскольку сложная геометрия кулачковых пазов непригодна для передачи необходимых усилий для отделения формованных изделий от полимерной пленки, предусмотрены дополнительные кулачковые диски, с помощью которых должны передаваться необходимые для этого усилия. Достигаемый за счет этого процесс отделения остается резкой или отламыванием. О вырубке говорить нельзя.
Геометрически сложные и очень трудно согласовываемые между собой кулачково-пазовые направляющие исключают требуемые сегодня высокие тактовые частоты.
Привод устройства предварительной вытяжки описан в US 6135756 в виде комбинации зубчатой рейки и зубчатого колеса. Этим нельзя реализовать высокие тактовые частоты, необходимые для рентабельной эксплуатации современной термоформовочной установки. Для достижения постоянно повторяемой высокой тактовой частоты требуются не только высокие тактовые частоты при замыкании и размыкании формы, но и параллельно этому, по меньшей мере, в равной мере, должно быть ускорено подъемное перемещение устройства предварительной вытяжки, с тем чтобы можно было эксплуатировать устройство предварительной вытяжки в том же такте, что и форму.
Помимо этого на практике известны приводы устройств предварительной вытяжки, у которых устройства предварительной вытяжки приводятся в действие посредством шариковых ходовых винтов. С помощью подобных шариковых ходовых винтов требуемые высокие тактовые частоты недостижимы. Кроме того, шариковые ходовые винты слишком дороги, требуют частого обслуживания и имеют в качестве дополнительного недостатка высокие потери рабочего времени.
Вследствие этого задачей настоящего изобретения является усовершенствование известных термоформовочных установок таким образом, чтобы можно было достичь существенно более высоких тактовых частот и, тем самым, обеспечить экономичную эксплуатацию усовершенствованных таким образом термоформовочных установок. Далее задачей настоящего изобретения является создание экономичного способа изготовления формованных изделий из полимерной пленки.
Эта задача решается в части устройства посредством отличительных признаков пункта 1 формулы изобретения.
В части способа задача решается посредством отличительных признаков пункта 7 формулы изобретения.
Согласно изобретению, предложена термоформовочная установка для изготовления формованных изделий из полимерной пленки, таких как стаканчики, емкости, крышки, продовольственная упаковка и т.п., с имеющим состоящую из двух частей форму узлом термоформования. При этом состоящая из двух частей форма содержит фиксируемый с возможностью регулировки верхний инструментальный стол с верхним инструментом с подвижно установленными в нем устройствами предварительной вытяжки и подвижный нижний инструментальный стол с нижним инструментом с полостями. Подвижный нижний инструментальный стол направляется посредством направляющего устройства и имеет возможность перемещения за счет приводного устройства относительно верхнего инструментального стола к нему и от него.
При этом впервые предусмотрено, что верхний инструментальный стол содержит первое согласованное с ним приводное устройство для установки верхнего инструментального стола в его положении относительно верхней мертвой точки нижнего инструментального стола в согласовании с соответственно изготавливаемым формованным изделием, и второе согласованное с ним приводное устройство для привода подвижно установленных в верхнем инструменте устройств предварительной вытяжки.
По сравнению с известными из уровня техники приводами устройств предварительной вытяжки соответствующее изобретению разделение привода устройств предварительной вытяжки за счет соответствующего предоставления отдельного для этой цели привода, а также дополнительного отдельного привода для юстировки или настройки верхнего инструмента по отношению к изготавливаемым формованным изделиям перед его заключительной фиксацией до начала соответствующего производственного процесса дает то преимущество, что оба этих привода могут быть оптимизированы независимо друг от друга. В соответствии с этим можно предусмотреть наиболее подходящий для одноразовой юстировки или настройки верхнего инструмента до начала соответствующего производственного процесса привод, который предпочтительно не должен одновременно принуждаться реализовывать требуемые высокие тактовые частоты при приведении в действие устройства предварительной вытяжки, а может специально выбираться в отношении точности и повторяемости точной юстировки верхнего инструмента. В соответствии с этим отдельный привод устройства предварительной вытяжки может быть выбран и оптимизирован в отношении требуемой высокой тактовой частоты.
Подобная отдельная оптимизация раздельных приводов хотя и увеличивает число деталей, однако дает в противоположность этому то неоценимое преимущество, что оба привода можно выполнить конструктивно очень простыми и, тем самым, в конечном счете, недорогими.
Другие предпочтительные варианты осуществления и аспекты настоящего изобретения являются объектом зависимых пунктов.
В одном предпочтительном варианте осуществления термоформовочной установки первое приводное устройство для установки верхнего инструментального стола выполнено в виде электрического серводвигателя. Он дает преимущество точного регулирования, причем его профиль скорости может быть выбран произвольным. Таким образом, как быстрые движения подачи на глубину для преодоления больших настроечных ходов, так и особенно медленные и точные движения подачи на глубину для точной установки верхнего инструментального стола могут быть достигнуты в миллиметровом диапазоне или даже в диапазоне десятых миллиметра в зависимости от желаемой точности. К тому же недорогие электрические серводвигатели имеются на рынке в любом требуемом варианте выполнения.
Согласно другому предпочтительному варианту осуществления термоформовочной установки, предусмотрено, что это первое приводное устройство через синхронизирующий вал взаимодействует с расположенными на нем, например, червяками/колесами через два согласованных с ними регулировочными ходовыми винтами, которые, в свою очередь, воздействуют на верхний инструментальный стол с возможностью его перемещения в его горизонтальной ориентации вертикально вверх и вниз, так что верхний инструментальный стол может быть настроен на соответственно изготавливаемое формованное изделие. Тем самым, рассмотренное выше преимущество произвольно выбираемого профиля скорости предпочтительного серводвигателя может быть предпочтительным и синергетическим образом оптимально преобразовано как в большие движения подачи на глубину, так и в небольшие и точные юстировочные движения.
Еще в одном предпочтительном варианте осуществления термоформовочной установки второе приводное устройство верхнего инструментального стола для приведения в действие устройства предварительной вытяжки имеет гидропривод или приводимый посредством электрического серводвигателя кривошипно-шатунный механизм. В обоих случаях достигаются особенно высокие тактовые частоты. Эти высокие тактовые частоты могут составлять, по меньшей мере, 40, 50 или более тактов. Кроме того, гидроприводом устройств предварительной вытяжки могут быть реализованы предпочтительным образом усилия предварительной вытяжки, по меньшей мере, 40 кН при рабочем ходе, по меньшей мере, 120 мм и подвижной массе, по меньшей мере, 200 кг, причем время совершения рабочего хода в 120 мм составляет менее 200 мс.
В соответствии с другим предпочтительным вариантом второго приводного устройства оно через толкающую штангу, коромысло и нажимную штангу воздействует на устройство предварительной вытяжки в верхнем инструменте, что представляет собой особенно простое конструктивное решение. При этом особенно предпочтительным образом предусмотрено, что коромысло имеет смещаемый поворотный центр, так что его плечи и сопутствующие этому соотношения усилий могут быть согласованы с данным случаем применения. Срабатывание устройств предварительной вытяжки через толкающую штангу, коромысло и нажимную штангу позволяет расположить второй привод вне области верхнего инструмента, в частности, предпочтительным образом не непосредственно над ним, так что при использовании гидропривода не всегда полностью исключаемое вытекание рабочей жидкости не имеет больше значения, поскольку оно предпочтительным образом не может стекать вниз на пленочное полотно. К тому же также предпочтительным образом второй привод для устройств предварительной вытяжки при передаче его приводных усилий через толкающую штангу, коромысло и нажимную штангу на устройства предварительной вытяжки можно расположить сбоку от верхнего инструментального стола таким образом, что второй привод не будет перемещаться вместе с верхним инструментальным столом и, тем самым, относительно него, так что второй привод управляет исключительно перемещением устройств предварительной вытяжки и, тем самым, может быть особенно предпочтительно оптимизирован в отношении высоких тактовых частот.
Далее предпочтительно, что смещение центра поворота может быть использовано для установки переменного хода устройств предварительной вытяжки. Смещение поворотного центра обеспечивает предпочтительным образом постоянный ход привода и бесступенчатое согласование хода устройства предварительной вытяжки, так что верхняя мертвая точка устройства предварительной вытяжки остается постоянной, а нижняя мертвая точка может быть согласована в зависимости от высоты формованного изделия.
Еще в одном предпочтительном варианте осуществления термоформовочной установки устройство предварительной вытяжки может быть приведено в действие вторым приводным устройством, так что имеется возможность совершения хода, по меньшей мере, 120 мм или более, менее чем за 300 мс, преимущественно менее чем за 200 мс. Тем самым, могут быть предпочтительным образом реализованы тактовые частоты свыше 60 тактов в минуту, так что у соответствующей изобретению термоформовочной установки, которая предусматривает, например, кривошипно-шатунный механизм для линейно перемещаемого нижнего инструментального стола, в целом, могут быть достигнуты высокие тактовые частоты, считавшиеся до сих пор нереализуемыми.
Поставленная задача в части способа решается посредством отличительных признаков пункта 7 формулы изобретения. При этом впервые предложен способ изготовления формованных изделий из полимерной пленки, таких как стаканчики, емкости, крышки, продовольственная упаковка и т.п., с помощью термоформовочной установки, согласно ограничительной части пункта 1, включающий в себя следующие этапы: а) замыкание формы за счет перемещения подвижного нижнего инструментального стола посредством направляющего устройства, а также приведение его в действие посредством приводного устройства, так что имеется возможность перемещения нижнего инструментального стола относительно верхнего инструментального стола к нему; b) изготовление формованных изделий в замкнутой форме; c) размыкание формы за счет перемещения подвижного нижнего инструментального стола посредством направляющего устройства, а также приведение его в действие посредством приводного устройства с возможностью перемещения нижнего инструментального стола относительно верхнего инструментального стола от него; d) выталкивание формованных изделий, при необходимости, в штабелер, причем впервые предусмотрено, что верхний инструментальный стол посредством первого, согласованного с ним приводного устройства, устанавливается в своем положении относительно верхней мертвой точки нижнего инструментального стола в согласовании с соответственно изготавливаемым формованным изделием, и что подвижно установленные в верхнем инструменте устройства предварительной вытяжки могут быть приведены в действие посредством второго приводного устройства. Связанные с этим преимущества уже рассматривались выше в отношении устройства. Другие предпочтительные варианты осуществления способа приведены в зависимых пунктах формулы.
Изобретение более подробно поясняется ниже на вариантах осуществления посредством чертежей, на которых изображено:
- фиг.1: вид сверху на вариант осуществления соответствующей изобретению термоформовочной установки;
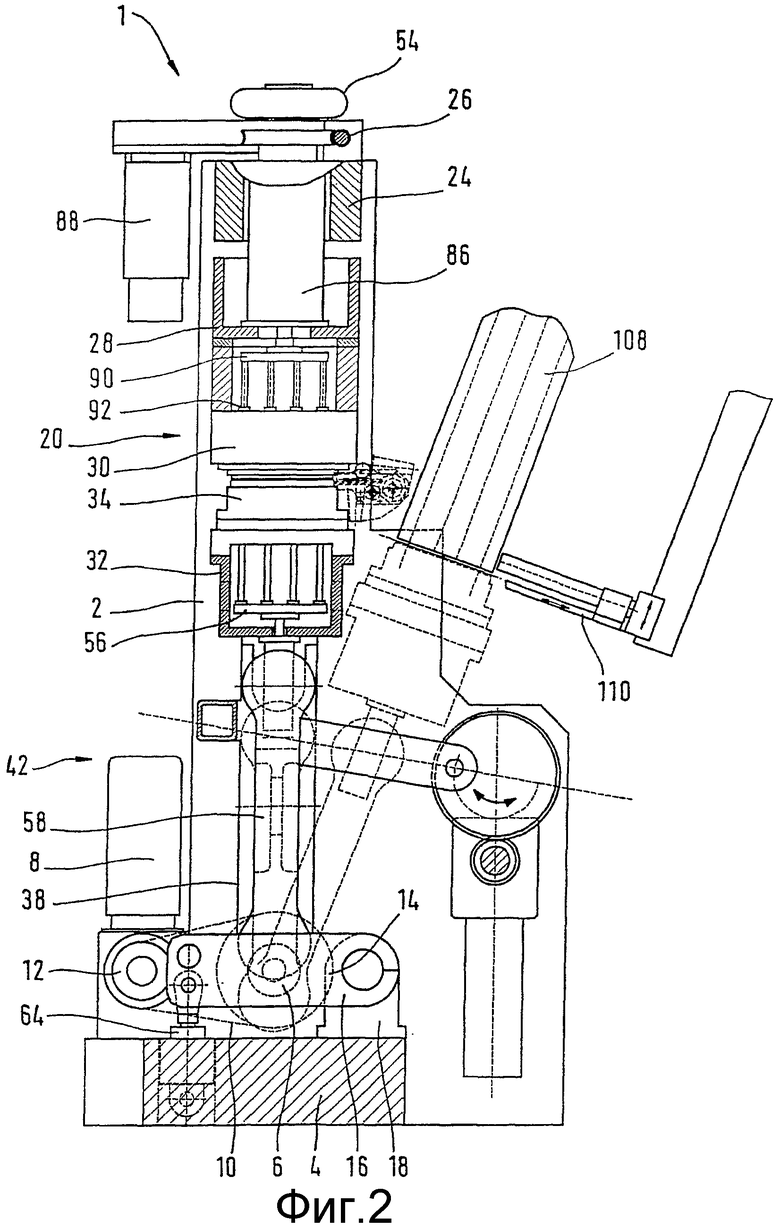
- фиг.2: вид сбоку представленной на фиг.1 в качестве варианта осуществления соответствующей изобретению термоформовочной установки;
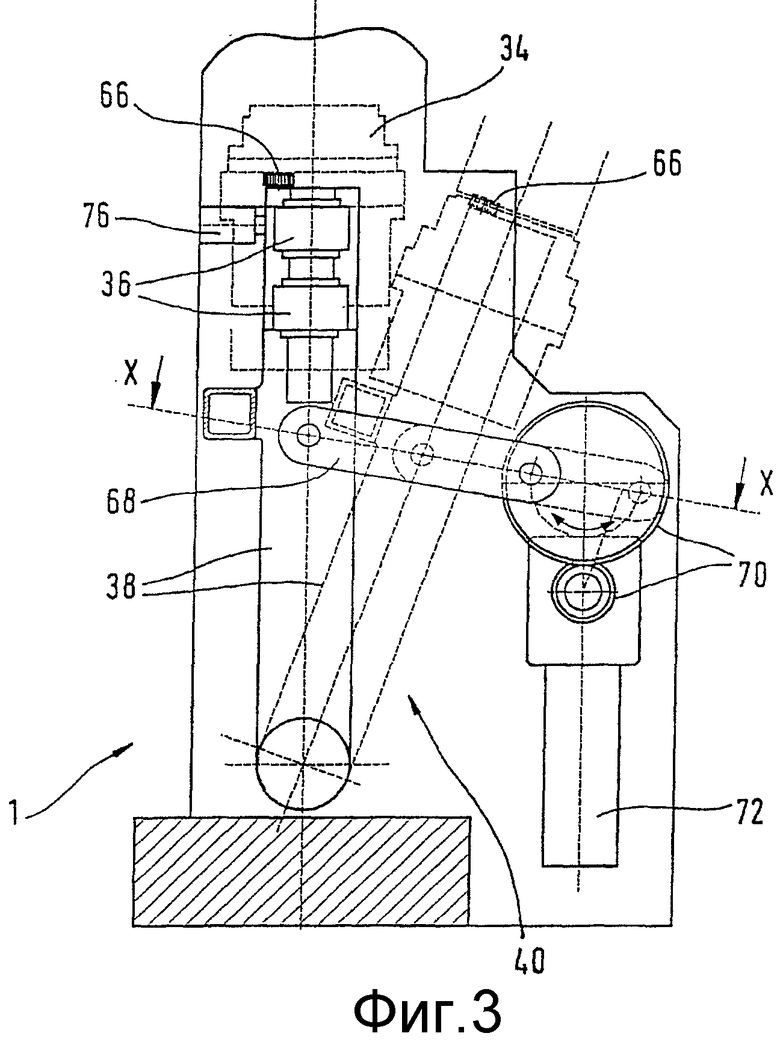
- фиг.3: увеличенный вид сбоку привода для поворота направляющего узла изображенного на фиг.1 и 2 варианта термоформовочной установки;
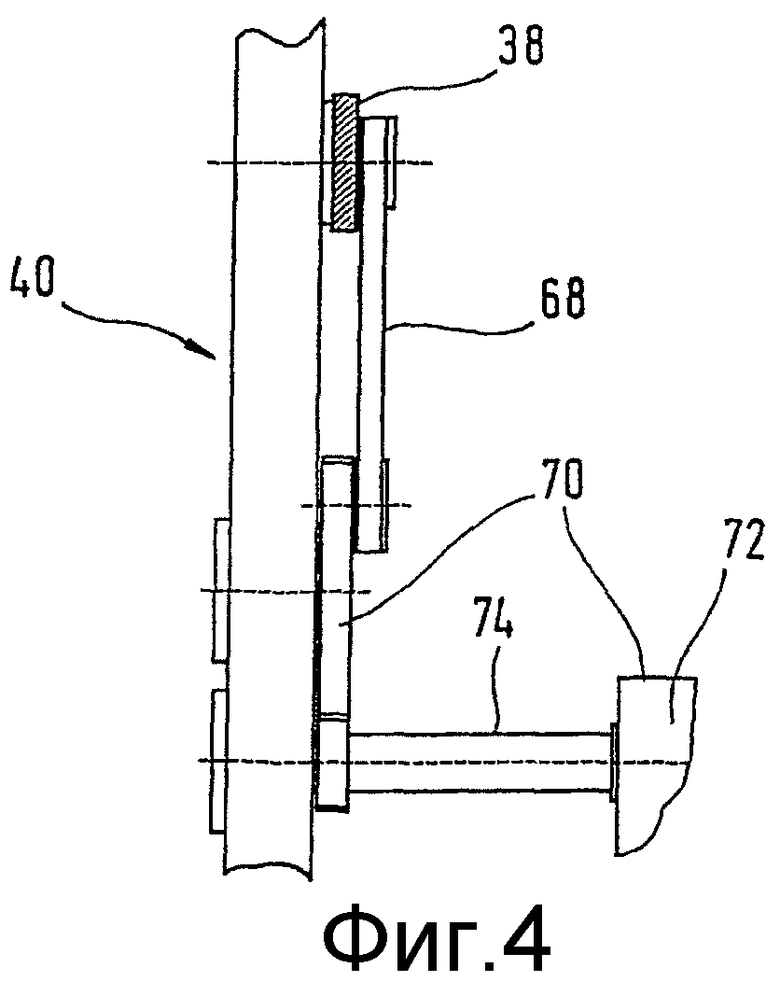
- фиг.4: разрез по линии Х-Х из фиг.3;
- фиг.5: изображенный на фиг.1-4 вариант в наклоненном рабочем положении;
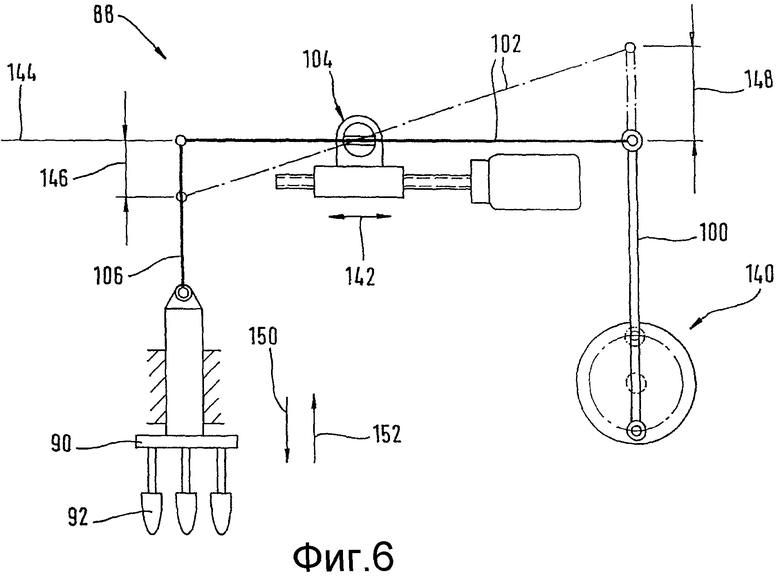
- фиг.6: схематично упрощенный вид примерного варианта осуществления привода, согласно изобретению, для приведения устройства предварительной вытяжки в термоформовочной установке;
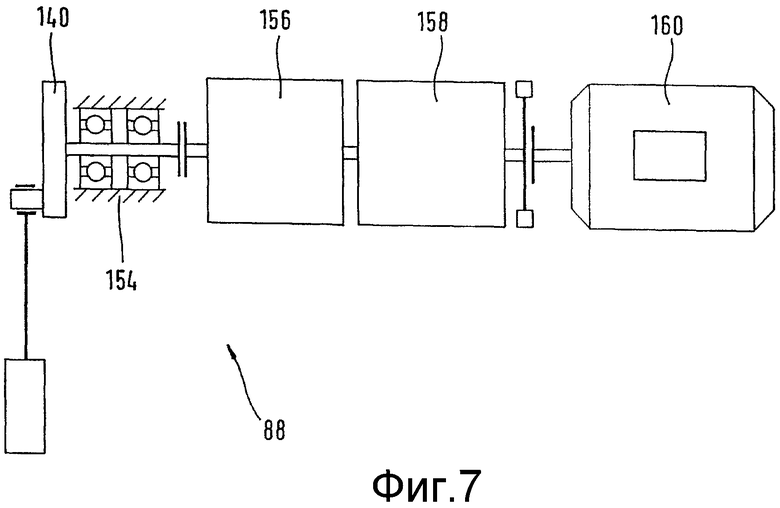
- фиг.7: схематично упрощенный вид примерного варианта осуществления, который поясняет, как может быть выполнен изображенный на фиг.6 привод;
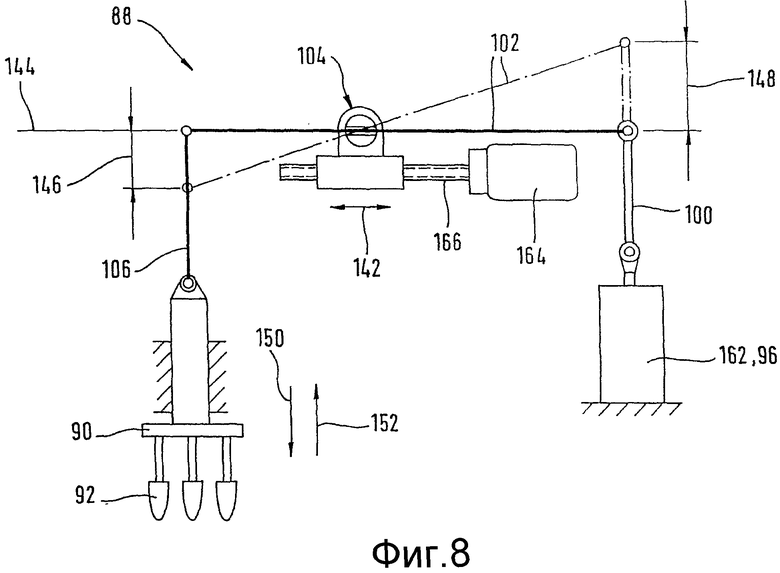
- фиг.8: альтернативный вариант осуществления привода устройства предварительной вытяжки, согласно изобретению, для термоформовочной установки по фиг.1-5;
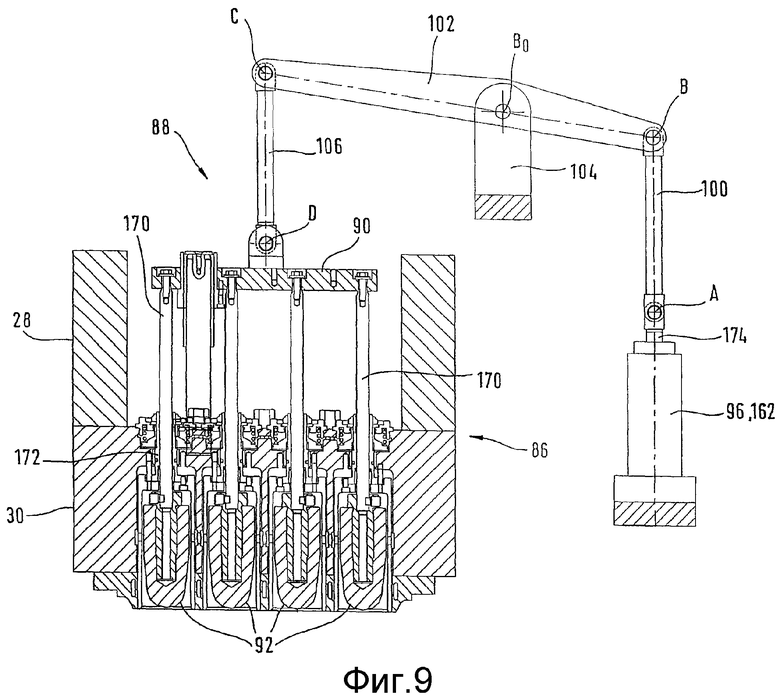
- фиг.9: другой вариант изображенных на фиг.6-8 альтернативных вариантов приводов с устройствами предварительной вытяжки в исходном положении;
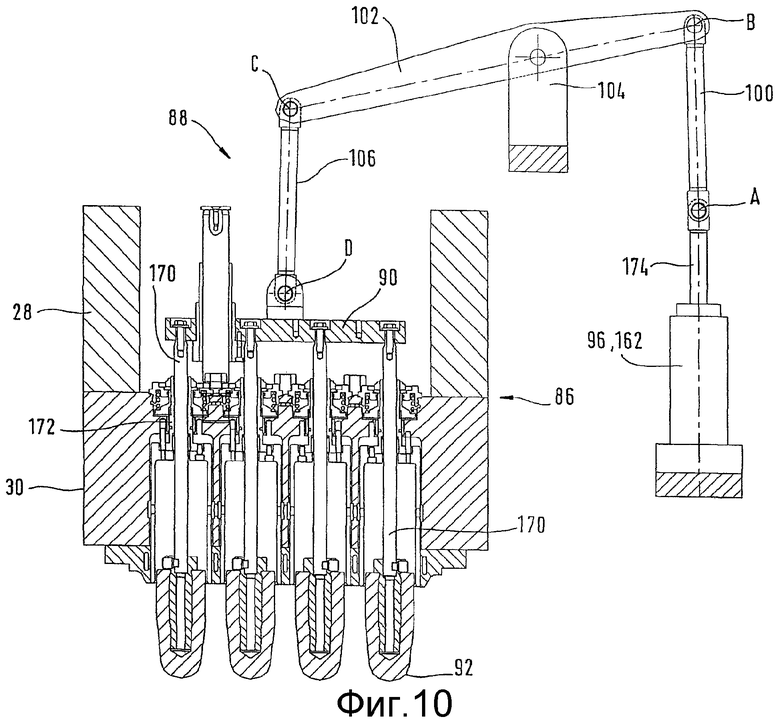
- фиг.10: изображенный на фиг.9 вариант осуществления привода с устройствами предварительной вытяжки в выдвинутом положении;
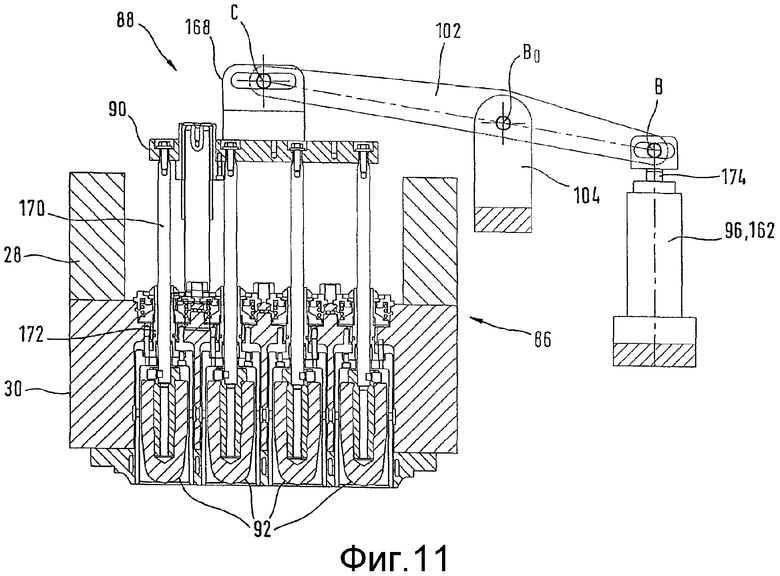
- фиг.11: другая альтернативная конструкция механизма по отношению к изображенным на фиг.6-10 вариантам приводов устройств предварительной вытяжки.
На фиг.1 на виде спереди изображен примерный вариант осуществления термоформовочной установки 1, согласно изобретению. Подвижные узлы термоформовочной установки 1 расположены в станине 2. Станина 2 может быть выполнена в виде плит из листовой стали, подвергнутых отжигу для снятия внутренних напряжений. Расположенная внизу, т.е. со стороны пола, траверса 4 соединяет плиты 2 станины и служит одновременно постелью для подшипников коленчато-вального привода 6. Коленчато-вальный привод 6 приводится в действие в изображенном здесь варианте от электрического серводвигателя 8. Его приводное усилие передается через ремень 10 и шкивы 12, 14, что, в частности, лучше видно на виде сбоку на фиг.2. Коленчато-вальный привод 6 в изображенном здесь варианте симметрично установлен с обеих сторон в относительно коротких плечах 16 рычага, причем плечи 16 рычага, в свою очередь, сочленены с закрепленным на траверсе 4 подшипниковым кронштейном 18.
На фиг.1 и 2 приблизительно в центральной части состоящая из двух частей форма 20 узла термоформования термоформовочной установки 1 изображена в замкнутом состоянии. Видимая в верхней части фиг.1 и 2 траверса 24 соединяет обе плиты 2 станины над состоящей из двух частей формой 20 и служит основанием привода 26 для юстировки верхнего инструментального стола 28 с закрепленным на нем верхним инструментом 30. Привод 26 для юстировки верхнего инструментального стола 28 может быть выполнен, например, в виде привода прецизионного хода с компенсатором зазора резьбы. Нижний инструментальный стол 32 несет нижний инструмент 34 и расположен посредством соответственно выполненных линейных направляющих 36 между поворотными направляющими 38 поворотного направляющего узла 40 (фиг.3, 4) направляющего устройства 42. На нижней стороне или на основании нижнего инструментального стола 32 закреплены толкающие цилиндры 44 и верхние шатунные подшипники 46.
Между верхним 30 и нижним 34 инструментами изображенной на фиг.1 и 2 в замкнутом состоянии формы 20 показан цепной транспортер 48, посредством которого полимерную пленку 50 подают к составной форме 20 и после формования и вырубки изделий (не показаны) отводят, причем полимерную пленку 50 с помощью соответственно подходящих средств преимущественно двунаправленно плоско натягивают в зоне составной формы 20.
Верхний инструментальный стол 28 выполнен ведомым посредством соответственно выполненных линейных направляющих 52 между плитами 2 станины. Нижний инструмент 34 может иметь, например, поверхность для привинчивания 490×1040 мм. Таким образом, можно реализовать, например, четыре ряда по восемь полостей для 32 формованных изделий при их диаметре около 75 мм. Это означает общую длину вырубки всех прорубаемых кромок 7640 мм, что делает необходимым общее вырубное усилие около 400 кН.
Верхний инструмент 30 закреплен на верхнем инструментальном столе 28, например, посредством промежуточных элементов (не показаны). Направляющие (не показаны) облегчают монтаж инструментов. Компенсатор 54 зазора резьбы служит для компенсации зазора, например, у привода 26 прецизионного хода верхнего инструментального стола 28. Линейные направляющие 36 для нижнего инструментального стола 32 имеют свободную от зазоров установку и обеспечивают точное направление нижнего инструмента 34. Линейные направляющие 52 верхнего инструментального стола 28 имеют устанавливаемые свободно от зазоров направляющие скольжения (не показаны).
Расположенные под нижним инструментальным столом 32 приводы 44 для изображенных на фиг.2 частично в разрезе толкателей 56 содержат два пневмоцилиндра с ограничителем хода.
Приводимый коленчато-вальным приводом 6 шатун 58, который можно назвать также шатуном для подъемного привода нижнего инструментального стола 32, выполнен в изображенном здесь варианте в форме треугольника или Y-образным. Шатун 58 сочленен первым участком 60 с эксцентриковым участком 62 коленчато-вального привода 6. Оба направленных вверх на фиг.1 и 2 плеча 64 Y-образного шатуна 58 сочленены с шатунными подшипниками 46 нижнего инструментального стола 32. Оба этих верхних шатунных подшипника 46 расположены здесь с возможностью удержания прогиба нижнего инструментального стола 32 и его собственного веса на как можно более низком уровне. Y-образный шатун 58 содержит на нижнем участке 60 в изображенном здесь варианте предпочтительным образом только один подшипник, так что достаточно уже кривошипно-шатунного механизма.
Как уже сказано, коленчато-вальный привод 6 выполнен с двойной опорой жестким на изгиб. В целях облегчения монтажа подшипники коленчатого вала могут быть разделены. Коленчато-вальный привод 6 установлен посередине на плечах 16 рычага, образующих двойной балансир. Последний, в свою очередь, опирается своей правой стороной посредством подшипникового кронштейна 18 на траверсу 4. На левую сторону этого двойного балансира воздействует вырубной привод 64. Вырубной привод 64 состоит, например, из гидроцилиндра и соответствующей гидроустановки, которая через гидроцилиндр создает резкий ход вырубки, передаваемый через двойной балансир 16, коленчато-вальный привод 6, шатун 58, подшипники 46 на нижний инструментальный стол 32 и, тем самым, на нижний инструмент 34.
Коленчато-вальный привод 6, как уже сказано, может содержать в качестве подъемного привода серводвигатель 8, который через редуктор, зубчатый ремень, зубчатую цепную передачу и т.п. в выполнении с минимальным зазором воздействует на коленчато-вальный привод 6. Замыкание и размыкание составной формы 20 соответствует тогда повороту коленчатого вала на 160°.
Уже изображенные на фиг.1 и 2 поворотные рычаги 38 для поворотного размещения нижнего инструментального стола 32 содержат в изображенном здесь варианте, например, выполненные в виде кулачковых роликов боковые направляющие 66, более подробно изображенные на фиг.3. Выполненные, например, в виде кулачковых роликов боковые направляющие 66 поворотных рычагов 38 движутся по закаленным направляющим (не показаны) и установлены без зазоров для точного направления нижнего инструмента 34.
В качестве привода для поворота поворотных направляющих 38 поворотного направляющего узла 40 с обеих сторон нижнего инструментального стола 32 предусмотрен шатун 58. В качестве привода 70 для создания поворотного перемещения нижнего инструмента 34 через поворотные направляющие 38 может быть предусмотрен воздействующий на обе направляющие 38 привод 68 поворота шатуна, приводимый, например, посредством редукторного серводвигателя 72 и синхронизирующего вала 74. Эти детали подробно показаны на фиг.4, изображающей разрез по линии Х-Х из фиг.3.
Для ограничения поворотного перемещения внутрь рамы или станины 2 предусмотрен упор 76 для поворотного рычага, как это показано на фиг.3. Этот упор 76 для поворотного рычага 38 выполнен с возможностью регулирования для точного позиционирования нижнего инструмента 32.
Привод 84 для регулирования верхнего инструментального стола 28, который может быть выполнен, например, в виде прецизионного привода, служит, например, не только для регулирования вырубного хода, но и может быть привлечен также для включения или выключения вырубного хода. Два едва различимых на фиг.1 и 2 ходовых винта 78 приводятся, например, через червячную передачу 80 на синхронизирующем валу 82 посредством редукторного двигателя 84.
В изображенном здесь варианте согласно фиг.1-5 два выполненных, например, в виде сильфонных пневмоцилиндров компенсатора 54 зазоров резьбы могут через тяги (не показаны) тянуть верхний инструментальный стол 28 вверх, с тем чтобы устранить боковой зазор между ходовым винтом и гайкой.
Как более подробно показано на фиг.2, предусмотрен блок 86 предварительной вытяжки. Блок 86 предварительной вытяжки содержит, помимо прочего, в изображенном здесь варианте выполненный в виде серводвигателя привод 88, который через зубчато-ременную передачу (не показана) и планетарную ролико-резьбовую передачу, гайка которой соединена посредством разъединительных муфт с плитой 90 предварительной вытяжки и расположенными на ней устройствами 92 предварительной вытяжки. При этом привод устройств предварительной вытяжки может содержать также высокодинамичный серводвигатель 88.
В альтернативном варианте (на фиг.1 не показан) привода блока 86 предварительной вытяжки последний может содержать консоль 94, несущую в качестве привода устройств предварительной вытяжки гидроцилиндр 96. Гидроцилиндр 96 линейно перемещается с консолью 94 относительно верхнего инструментального стола 28. Расстояние между гидроцилиндром 96 и верхним инструментальным столом 28 остается, тем самым, всегда постоянным. Гидроцилиндр 96 заключен в кожух 98, так что даже при незначительных утечках рабочая жидкость вытечь не может. Толкающая штанга 100 шарнирно соединена с гидроцилиндром 96, как показано на фиг.1, и своим обращенным от гидроцилиндра 96 концом шарнирно соединена с правым в изображенном здесь варианте концом коромысла 102. Коромысло 102 установлено с возможностью поворота посредством подшипниковой опоры 104. Подшипниковая опора 104 воздействует при этом через подходящий подшипниковый кронштейн на верхний инструментальный стол 28. С левым концом коромысла 102 шарнирно соединена штанга 106, которая связана с плитой 90 и расположенными на ней устройствами 92 предварительной вытяжки. Гидроцилиндр 96 для привода устройств 92 предварительной вытяжки может быть снабжен сервоуправлением, которое содержит программируемое устройство управления ходом цилиндра 96. Необходимый гидроагрегат может быть расположен в основании машины. Штанга 106 может быть соединена через компенсирующую муфту с плитой 90 в верхнем инструменте 30. Кожух 98 гидроцилиндра 96 служит не только для улавливания возможных утечек, но и может нести также сервоуправление и датчики или тому подобное для сообщения о возможных утечках и располагать средствами для их отвода. То же относится к гидропроводам.
Как показано на фиг.2, термоформовочная установка 1 может быть согласована со штабелером 108, который принимает готовые формованные изделия после выталкивания из полостей нижнего инструмента 34, штабелирует и отводит их. Штабелер 108 может содержать для этого, например, гребенку 110 для отвода вытолкнутых формованных изделий.
Для упрощения описания использовавшиеся выше при рассмотрении фиг.1-5 ссылочные позиции обозначают при нижеследующем рассмотрении фиг.6-11 те же элементы или одинаково или аналогично действующие детали.
На фиг.6 изображен вариант уже рассмотренного на фиг.1-5 привода 88 устройств предварительной вытяжки. Кривошипно-шатунный механизм 140 воздействует через толкающую штангу 100 на коромысло 102, которое изображено на фиг.6 для простоты штрихпунктиром для пояснения двух разных положений, а именно положения при совершении рабочего хода и, тем самым, при опускании устройств 92 предварительной вытяжки, а также обратного хода, т.е. при подъеме расположенных на плите 90 устройств 92 предварительной вытяжки. При этом коромысло 102, которое совершает поворот вокруг поворотного центра в подшипниковой опоре 104, выполненной в изображенном здесь варианте с возможностью поперечного смещения, как это обозначено стрелкой 142, воздействует на штангу 106, шарнирно соединенную с плитой 90. За счет смещения 142 поворотного центра 104 подшипниковой опоры поперек воображаемой горизонтальной линии 144 можно предпочтительным образом варьировать ход 146 и поддерживать постоянным ход 148 привода устройства предварительной вытяжки. При этом направленный вниз рабочий ход устройств 92 предварительной вытяжки обозначен стрелкой 150, а соответствующий обратный ход - стрелкой 152.
На фиг.7 на схематично упрощенном виде более подробно изображен возможный вариант осуществления привода 88 устройства предварительной вытяжки. Кривошипно-шатунный механизм 140 опирается посредством подшипника 154 на корпус. Передача 156 и комбинация 158 муфты и тормоза соединяют кривошипно-шатунный механизм 140 с электродвигателем 160.
На фиг.8 на схематично упрощенном виде изображен другой альтернативный вариант осуществления привода 88 устройства предварительной вытяжки. Конструкция с точки зрения техники передач, в основном, аналогична рассмотренной на фиг.6. Вместо изображенного на фиг.6 кривошипно-шатунного механизма 140 на фиг.8 предусмотрен гидроцилиндр 162, как, например, рассмотренный на фиг.1-5 гидроцилиндр 96 предварительной вытяжки. Смещение поворотного центра также обозначено стрелкой 142. Для смещения поворотного центра 104 на этом виде предусмотрены электродвигатель 164 и регулировочный ходовой винт 166.
На фиг.9 схематично изображен другой вариант привода 88 устройств предварительной вытяжки. Для создания усилий служит гидроцилиндр 96 или 162 предварительной вытяжки. Он соединен в точке А с толкающей штангой 100. Толкающая штанга 100, в свою очередь, шарнирно соединена в точке В с коромыслом 102. Коромысло 102, в свою очередь, шарнирно соединено в точке С со штангой 106 устройств предварительной вытяжки. Штанга 106, в свою очередь, находится в шарнирном соединении в точке D с плитой 90 предварительной вытяжки. С плитой 90 шарнирно соединены устройства 92 предварительной вытяжки, которые, в свою очередь, установлены в верхнем инструменте 30 с возможностью линейного перемещения. Верхний инструмент 30 закреплен на верхнем инструментальном столе 28. Коромысло 102 установлено с возможностью совершения поворота вокруг точки В0 в подшипнике 104.
В изображенном на фиг.9 приводе 88 устройств предварительной вытяжки гидроцилиндр 96 или 162 расположен соответственно перед или за верхним инструментом 30. Альтернативно возможно также расположение цилиндра 96 или 162 рядом с инструментом 30. Устройства 92 предварительной вытяжки показаны на фиг.9 в исходном положении. В соответствии с этим устройства 92 предварительной вытяжки показаны на фиг.10 на схематичном виде в выдвинутом положении. В остальном вариант на фиг.10 аналогичен изображенному на фиг.9 примерному варианту осуществления привода 88 устройств предварительной вытяжки.
На фиг.11 изображен другой альтернативный вариант осуществления привода 88 устройств предварительной вытяжки. Она аналогична изображенному на фиг.9 и 10 варианту, однако содержит альтернативный рычажный механизм. При этом в точках В и С шарнирного соединения предусмотрены продольные отверстия, допускающие осевое перемещение этих точек шарнирного соединения, так что гидроцилиндр 96 или 162 может быть шарнирно соединен непосредственно с коромыслом 102 в точке В, так что можно отказаться от толкающей штанги 100. Точно так же можно отказаться от штанги 106, если прежние точки С и D шарнирного соединения совпадают в общей точке С, в которой коромысло 102 соответственно выполненным заплечиком или опорой 168 соединено непосредственно с плитой 90.
Как уже сказано выше, для изготовления формованных изделий, например в виде стаканчика, упомянутую нагретую полимерную пленку 50 с помощью устройств 92 предварительной вытяжки, установленных в верхнем инструменте 30 с возможностью прямолинейного перемещения, вдавливают в формующие гнезда или полости нижнего инструмента 34. За счет создания, например, избыточного давления в верхнем инструменте 30 пленка прилегает к стенкам формующих гнезд или полостей. Устройства 92 предварительной вытяжки при этом снова возвращаются в свое исходное положение (фиг.9) в верхнем инструменте 30 (стрелки 150 и 152 на фиг.6 и 8).
Для достижения как можно более короткого времени изготовления формованных изделий предложен привод 88 устройств предварительной вытяжки с высокой динамикой. Для одного цикла перемещения устройств 92 предварительной вытяжки (движение 150 вверх и обратное движение 152 в исходное положение) достигается продолжительность самое большее 300 мс, преимущественно самое большее 250 мс и особенно предпочтительно самое большее 200 мс. К тому же рассмотренный на фиг.6-11 привод 88 устройств предварительной вытяжки способен создавать усилия, необходимые для предварительной вытяжки полимерной пленки 50. Сумма действующих на отдельные устройства 92 предварительной вытяжки усилий может составлять в зависимости от формы выполнения до 50000 Н.
В соответствии с этим предусмотрен рассмотренный выше вариант осуществления привода 88 устройств предварительной вытяжки с гидроцилиндром 96 или 162 для создания необходимых усилий. Устройства 92 предварительной вытяжки на фиг.9-11 посредством пуансонной штанги 170 соединены с перемычкой или плитой 90. Пуансонные штанги 170 движутся прямолинейно в направляющих втулках 172 верхнего инструмента 30, так что весь блок 86 предварительной вытяжки может перемещаться вертикально.
Привод устройств 92 предварительной вытяжки реализован, как уже сказано выше, с помощью гидроцилиндра 96 или 162, который, как показано на фиг.1-5, жестко соединен с консолью 94, расположенной, в свою очередь, на верхнем инструментальном столе 28. Линейное перемещение поршневой штанги 174 передается посредством соединительной или толкающей штанги 100 с помощью поворотных шарниров А и В сначала на коромысло 102. Коромысло 102, как уже сказано выше, опирается в точке В0 с возможностью поворота относительно верхнего инструментального стола 28. Соединительная штанга или штанга 106 устройств предварительной вытяжки с поворотными шарнирами С и D передает наконец движение коромысла 102 на блок 86 предварительной вытяжки.
Схематично изображенная на фиг.6-11 передача 88 может варьироваться в разнообразном виде. В примерном варианте перемещение коромысла 102 передается на блок 86 предварительной вытяжки через палец или кулису. Точно так же цилиндр 96 или 162 в качестве альтернативы жесткому соединению с консолью 94 может быть лишь шарнирно соединен с консолью 94 и, тем самым, удерживаться с возможностью поворота.
Другим преимуществом гидравлического привода 88 устройств предварительной вытяжки являются создаваемые им высокие усилия при очень хорошей динамике. Опасность термической перегрузки при этом отсутствует.
Настоящее изобретения создает, таким образом, впервые предпочтительным образом термоформовочную установку для изготовления формованных изделий из полимерной пленки, таких как стаканчики, емкости, крышки, продовольственная упаковка и т.п., с имеющим состоящую из двух частей форму узлом термоформования. Состоящая из двух частей форма содержит фиксируемый с возможностью регулировки верхний инструментальный стол с верхним инструментом с подвижно установленными в нем устройствами предварительной вытяжки и подвижный нижний инструментальный стол с нижним инструментом с полостями. Подвижный нижний инструментальный стол направляется посредством направляющего устройства и имеет возможность перемещения за счет приводного устройства относительно верхнего инструментального стола к нему и от него. При этом верхний инструментальный стол впервые содержит, согласно изобретению, первое согласованное с ним приводное устройство для установки верхнего инструментального стола в его положении относительно верхней мертвой точки нижнего инструментального стола в согласовании с соответственно изготавливаемым формованным изделием. Далее верхний инструментальный стол впервые содержит второе согласованное с ним приводное устройство для привода подвижно установленных в верхнем инструменте устройств предварительной вытяжки. Кроме того, настоящее изобретение впервые предлагает экономичный способ изготовления формованных изделий из полимерной пленки.
Поскольку для устройств предварительной вытяжки предложен гидропривод, у него предпочтительным образом может быть в качестве так называемого линейного усилителя предусмотрено сервоуправление, так что его ходом и профилем скорости можно управлять и, тем самым, задавать их независимо друг от друга.
С помощью термоформовочной установки, согласно изобретению, можно перерабатывать полимерные пленки из PP (полипропилен), PS (полистирол), PE (полиэтилен), PET (полиэтилентерефталат), ABS (акрилонитрил-бутадиенстирол) или PVC (поливинилхлорид). Подаваемая к термоформовочной установке в виде полотна полимерная пленка может иметь при этом ширину, по меньшей мере, 250-750 мм при толщине, по меньшей мере, 0,3-4 мм. Формующая поверхность между верхним и нижним инструментами составляет, по меньшей мере, 700×450 мм. Максимальное усилие замыкания составляет, по меньшей мере, 400 кН при максимальной длине резания, по меньшей мере, 8400 мм.
Перечень ссылочных позиций
1 - термоформовочная установка
2 - станина или рама
4 - нижняя траверса
6 - коленчато-вальный привод
8 - электрический серводвигатель
10 - ремень
12 - шкив
14 - шкив
16 - плечо рычага
18 - подшипниковый кронштейн
20 - состоящая из двух частей форма
24 - верхняя траверса
26 - привод верхнего инструмента
28 - верхний инструментальный стол
30 - верхний инструмент
32 - нижний инструментальный стол
34 - нижний инструмент
36 - линейная направляющая нижнего инструментального стола
38 - поворотные направляющие
40 - направляющий узел
42 - направляющее устройство
44 - привод толкателя
46 - подшипник шатуна
48 - цепной транспортер
50 - полимерная пленка
52 - линейная направляющая верхнего инструментального стола
54 - компенсатор зазоров резьбы
56 - толкатель
58 - шатун
60 - первый участок шатуна
62 - эксцентриковый участок вала
64 - вырубной привод
66 - боковая направляющая поворотного рычага
68 - привод поворота шатуна
70 - привод поворота
72 - редукторный сервопривод
74 - синхронизирующий вал
76 - упор поворотного рычага
78 - ходовой винт
80 - червячная передача
82 - синхронизирующий вал
84 - редукторный двигатель
86 - блок предварительной вытяжки
88 - привод устройств предварительной вытяжки
90 - плита предварительной вытяжки
92 - устройства предварительной вытяжки
94 - консоль для привода устройств предварительной вытяжки
96 - гидроцилиндр предварительной вытяжки
98 - кожух
100 - толкающая штанга
102 - коромысло
104 - подшипниковая опора коромысла
106 - штанга устройств предварительной вытяжки
108 - штабелер
110 - гребенка
140 - кривошипно-шатунный механизм
142 - смещение поворотного центра
144 - воображаемая горизонтальная линия
146 - переменный ход
148 - постоянный ход
150 - рабочий ход
152 - обратный ход
154 - подшипник
156 - передача
158 - комбинация муфты и тормоза
160 - электродвигатель
162 - гидроцилиндр
164 - электродвигатель
166 - регулировочный ходовой винт
168 - заплечик или опора
170 - пуансонная штанга устройств предварительной вытяжки
172 - кулисная направляющая
174 - поршневая штанга
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОФОРМОВОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2291054C2 |
| ТЕРМОФОРМОВОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2012 |
|
RU2518621C2 |
| МАШИНА ГЛУБОКОЙ ВЫТЯЖКИ ДЛЯ ИЗГОТОВЛЕНИЯ ГЛУБОКОТЯНУТЫХ ПРЕДМЕТОВ, КОНТЕЙНЕРОВ, УПАКОВОК ИЛИ ПОДОБНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2337004C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО БЕТОНА | 1995 |
|
RU2146613C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2198758C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| КАЧАЮЩАЯСЯ КОЛОСНИКОВАЯ РЕШЁТКА ЗАГРУЗОЧНОЙ ТЕЛЕЖКИ СТАНКА ДЛЯ ИЗГОТОВЛЕНИЯ КАМНЕЙ | 2012 |
|
RU2554973C1 |
| СТАНОК ДЛЯ МНОГООПЕРАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1971 |
|
SU415071A1 |
| СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ИЗ ВОЛОКНИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2715834C2 |
| Устройство для обработки деталей | 1981 |
|
SU971631A1 |
Изобретение относится к термоформовочной установке для изготовления формованных изделий из полимерной пленки, таких как стаканчики, емкости, крышки, продовольственные упаковки. Термоформовочная установка имеет состоящую из двух частей форму узла термоформования. Форма содержит фиксируемый с возможностью регулировки верхний инструментальный стол с верхним инструментом с подвижно установленными в нем устройствами предварительной вытяжки и подвижный нижний инструментальный стол с нижним инструментом с полостями. Подвижный нижний инструментальный стол направляется посредством направляющего устройства и выполнен с возможностью перемещения за счет первого приводного устройства относительно верхнего инструментального стола к нему и от него. Верхний инструментальный стол содержит первое согласованное с ним приводное устройство для установки верхнего инструментального стола в его положении относительно верхней мертвой точки нижнего инструментального стола в согласовании с соответственно изготавливаемым формованным изделием. Верхний инструментальный стол содержит второе согласованное с ним приводное устройство для привода подвижно установленных в верхнем инструменте устройств предварительной вытяжки. Нижний инструментальный стол вместе со своим первым приводным устройством выполнен с возможностью вертикального перемещения в пределах прямолинейно направляющего этот нижний инструментальный стол направляющего устройства посредством второго приводного устройства нижнего инструментального стола для осуществления хода вырубки. Изобретение предусматривает способ изготовления формованных изделий из полимерной пленки. Изобретение позволяет достичь более высоких тактовых частот и обеспечить точность настройки верхнего инструмента по отношению к изготавливаемым изделиям. 2 н. и 7 з.п. ф-лы, 11 ил.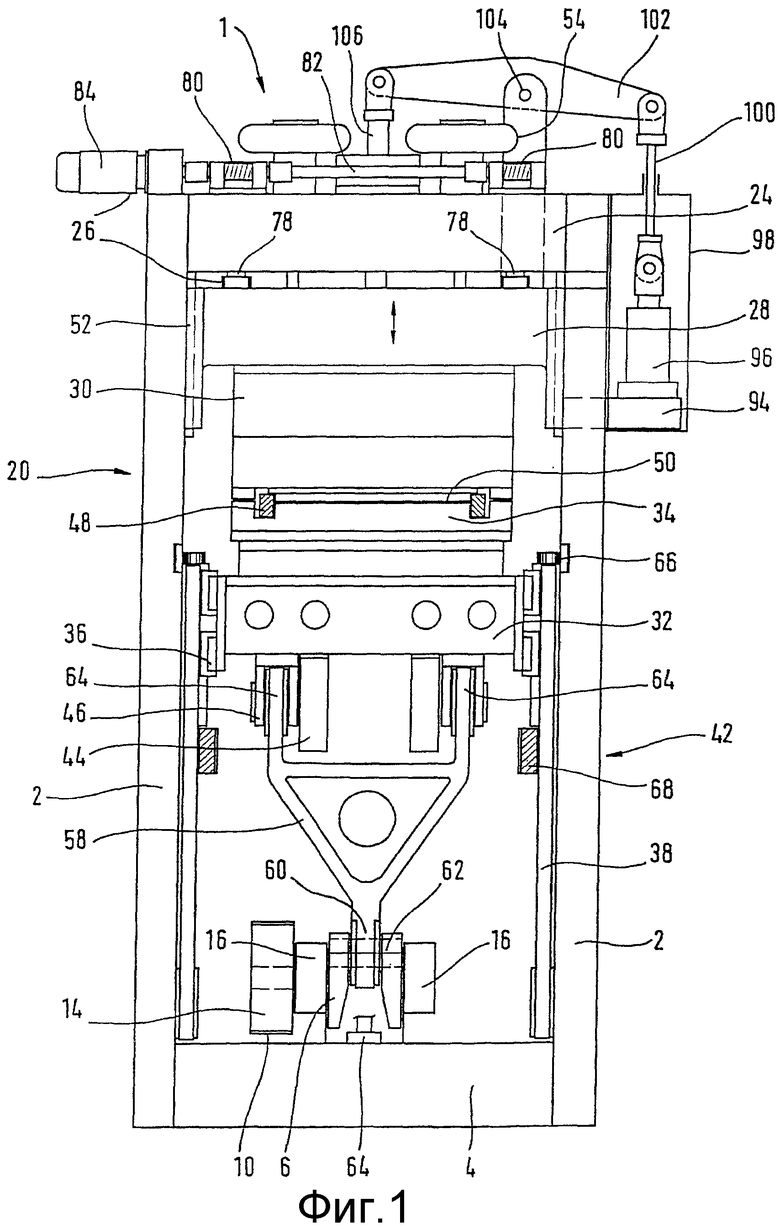
| US 6200122 А, 13.03.2001 | |||
| US 4565513 A, 21.01.1986 | |||
| Вакуум-формовочное устройство для изготовления изделий из термопластичной пленки | 1991 |
|
SU1804391A3 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2042512C1 |
| Смесь для изготовления легкоудаляемых стержней | 1985 |
|
SU1314528A1 |

