Изобретение относится к сварке, в частности к способам получения сварного соединения сильфона с арма- турой, и может найти применение в машиностроительной промьшшенности.
Цель изобретения - получение качественного соединения при одновременном снижении требований к точности изготовления арматуры.
На чертеже представлена схема сварного сильфона с арматурой.
Сильфон 1 с предварительно надетым наружным кольцом 2 собирают в нахлесточкое-соединение до упорасильфона в выступ арматуры 3, затем кольцо 2 выставляют на величину, 1 - 1,98-2,25 мм от торцовой поверхности буртика, неплавяпщГтся вольфрамовый электрод 4 устанавливают по центру зазора и производят сварку. .
Сварочная дуга 5 воздействует на свариваемые детали, сварной шов 6 формируется за счет взаимного сплав- ления кромки выступа арматуры, кром- , ки кольца и цилиндрической поверхности заделки сильфона. Допблнитель- ное кольцо предохраняет диаАетр заделки сильфона от деформации (вспучивания) при нагреве сварочной дугой 5 и обеспечивает плотное прилегание сильфона к поверхности арматуры 3 в процессе сварки, а, кроме того, кромки кольца и выступа арматуры предохраняют поверхность заделки сильфона от непосредственного нагрева сварочной дуги. Оба эти фильтра полностью исключают прожоги сильфона в широких пределах изменения режимов сварки и смещения электрода относительно кромок соединяо
о (;о
ел
емых деталей при низких требованиях к точности их изготовления. В то же время наличие зазора между кромкой йыступа арматуры и кольцом, способствует надежному смачиванию поверхности сильфона за счет тепла перегретого расплавленного металла арматуры и кольца и исключает непровар между соединяемыми деталями.IQ
Способ осутцествляют следующим образом.
Сваривались сильфоны из стали .12Х18Н10Т, разных диаметров, толпщна слоя S 0,1-1 мм, при постоянной J5 величине свободной высоты бурта и толщине кольца, равной 2,65 мм с арматурой из той же стали, собранные в нахлесточное соединение с установкой кольца по диаметру заделки сильфона. 20
Сварной шов вьтолнялся на автоматической установке неплавящимся вольфрамовым электродом в среде аргона, в качестве источника питания применяли ВСВУ-315.25
Режимы сварки. Ток постоянный, импульсный. Полярность прямая. Диаметр вольфрамового электрода 2-3 мм. .Ток сварки 80-140 А. Скорость сварки 16-20 м/ч. Расход заищтного газа зо 6-8 л/мин. Длительность импульсного тока 0,14-0,18 с. Длительность паузы 0,14-0,18 с. Фронт нарастания импульса 0,04-0,06 дел. Нарастание тока 4Из данных табл.2 видно, что свободная высота буртика 2,65 мм.
К р и м е р.На сильфон 125-8-0,5-1 из стали 12Х18Н10Т предварительно одевают стальное кольцо с толщиной свариваемой кромки 2,65 мм. Сильфон собирают в нахлесточное соединение арматурой из той же стали. Высота буртика арматуры 3,15 мм. Затем выставляют кольцо при помощи калибра на величину 2 мм от торцовой поверх сти буртика и производят прихватку, а затем сварку по зазору между буртом арматуры и кольцом.
Сварной шов выполняют на базе то карного станка при использовании ис точника питания ВСВУ-315. Режимы св ки указаны выше.
Сварной шов испытывают на прочност гидравлическим давлением 0,25 МПа (2,5 кгс/см) и на герметичность во духом давлением 0,2 МПа (2,0 кгс/см испытывают гелиевым течеискателем способом обдува, испытывают на терм устойчивость, подвергают металлогра фическим исследованиям, испытания п казали высокие прочностные характер стики сварного соединения.
Формула изобретени
Способ соединения сильфона с арматурой, при котором свариваемый ко
8 дел.Ток дежурной дуги 2-6 дел.Заварка нец сильфона устанавливают внахлест
. кратера 4 дел.Ступень I-II.Величина отклонения электрода от центра зазора
.0-ь2 мм,Изменение длины дугового проме+
жутка 2-1 мм. Количеств о экспериментов 40,-
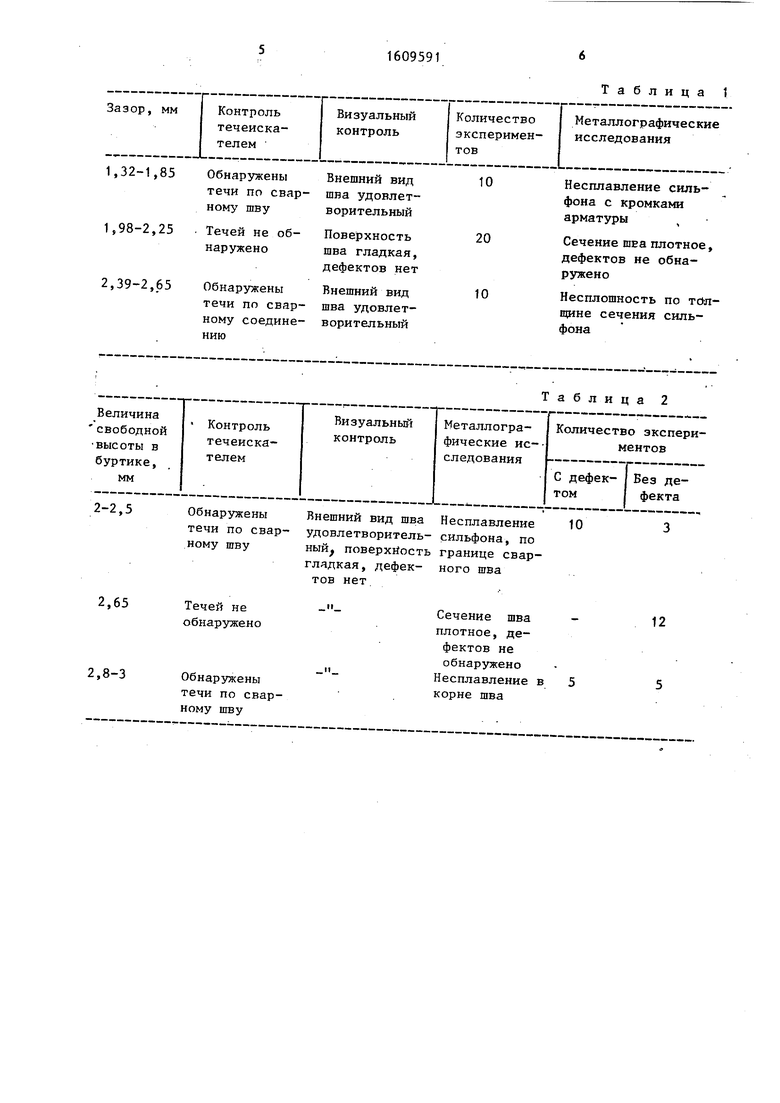
Результаты испытаний при эксперименте сведены в табл.1 (величина свободной высоты буртика 2,65 мм).
Из данных табл.1 видно, что величина оптимального зазора 1 1,98- 2,25 мм, при котором сварной шов соответствует критерию качества.
Обоснование выбора оптимальной величины свободной высоты буртика (зазор 2-2,2 ьш).
концом арматуры до упора торца силь фона в выступ, выполненньй на соеди няемом конце арматуры, и вьшолняют сварку, отли чающийся тем
40 что, с целью получения качественног соединения при одновременном снижении требований к точности изготовления арматуры, на соединяемо конце сильфона со стороны выстзта армату45 ры размещают технологическое кольцо .на расстоянии от выступа, равном 1,9 2,25 мм, выступ вьшолняют высотой, равной S + (2,5-2,8), где S - толщина сильфона, а сварной шов распола w гают в получе нном зазоре.
Из данных табл.2 видно, что свободная высота буртика 2,65 мм.
К р и м е р.На сильфон 125-8-0,5-1 из стали 12Х18Н10Т предварительно одевают стальное кольцо с толщиной свариваемой кромки 2,65 мм. Сильфон собирают в нахлесточное соединение с арматурой из той же стали. Высота буртика арматуры 3,15 мм. Затем выставляют кольцо при помощи калибра на величину 2 мм от торцовой поверхнсти буртика и производят прихватку, а затем сварку по зазору между буртом арматуры и кольцом.
Сварной шов выполняют на базе токарного станка при использовании источника питания ВСВУ-315. Режимы сварки указаны выше.
Сварной шов испытывают на прочность гидравлическим давлением 0,25 МПа (2,5 кгс/см) и на герметичность воздухом давлением 0,2 МПа (2,0 кгс/см) испытывают гелиевым течеискателем способом обдува, испытывают на термоустойчивость, подвергают металлографическим исследованиям, испытания показали высокие прочностные характеристики сварного соединения.
Формула изобретения
Способ соединения сильфона с арматурой, при котором свариваемый конец сильфона устанавливают внахлест
концом арматуры до упора торца сильфона в выступ, выполненньй на соединяемом конце арматуры, и вьшолняют сварку, отли чающийся тем,
что, с целью получения качественного соединения при одновременном снижении требований к точности изготовления арматуры, на соединяемо конце сильфона со стороны выстзта арматуры размещают технологическое кольцо .на расстоянии от выступа, равном 1,98- 2,25 мм, выступ вьшолняют высотой, равной S + (2,5-2,8), где S - толщина сильфона, а сварной шов располагают в получе нном зазоре.
,98-2,25 ,39-2,65
течи по сварному шву
Течей не обнаружено
Обнаружены течи по сварному соединению
Внешний вид шва удовлетворительный
Поверхность шва гладкая, дефектов нет
Внешний вид шва удовлетворительный
Несплавление силь- фона с кромками арматуры
Сечение шва плотное, дефектов не обнаружено
Несплошность по тсйт- щине сечения силь- фона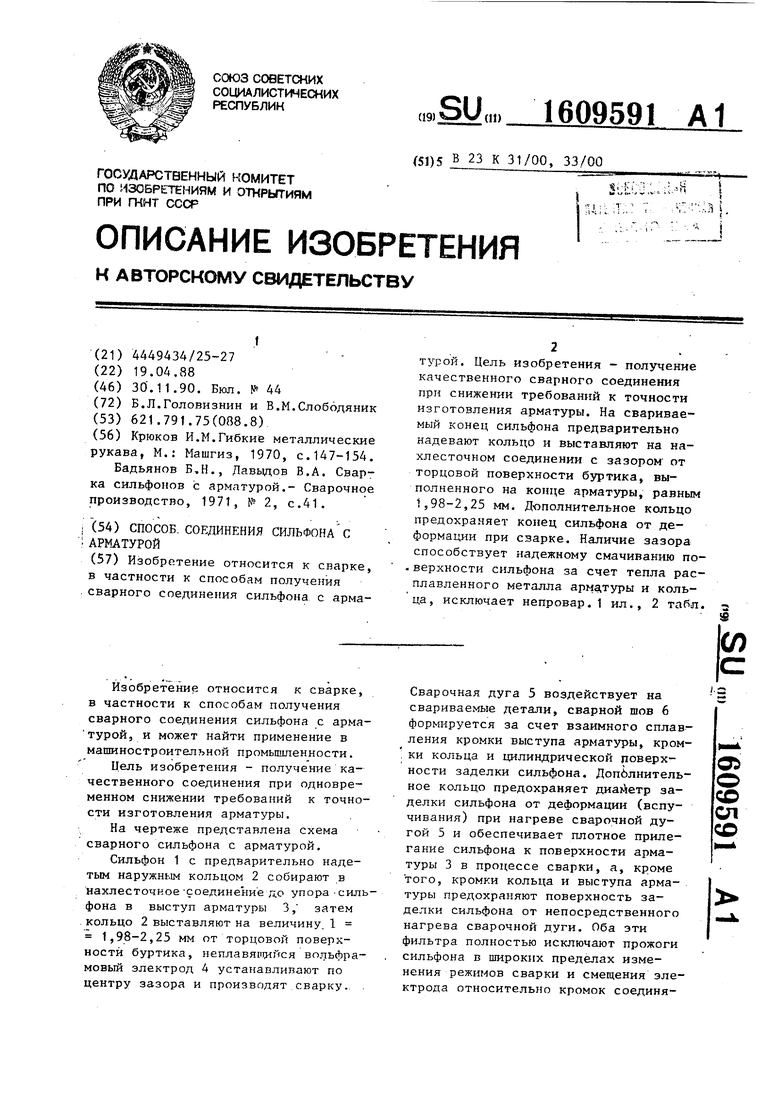

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки деталей различных толщин | 1977 |
|
SU636061A1 |
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ ГОФРИРОВАННЫХ ОБОЛОЧЕК МЕЖДУ СОБОЙ И С АРМАТУРОЙ | 2011 |
|
RU2484932C1 |
| СПОСОБ РОЛИКОВОЙ СВАРКИ КОНЦЕВЫХ УЧАСТКОВ ТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ СИЛЬФОНОВ | 2007 |
|
RU2368474C2 |
| Способ электронно-лучевой сварки тонкостенных трубчатых деталей | 2021 |
|
RU2766615C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЯ СО СТАЛЬЮ | 1992 |
|
RU2049615C1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ С ТРУБАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1995 |
|
RU2085350C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |
| Способ сварки кольцевых внутренних швов и устройство для его осуществления | 2015 |
|
RU2641430C2 |
| Способ дуговой сварки плавлением стыков труб | 1983 |
|
SU1136911A1 |

Изобретение относится к сварке, в частности к способам получения сварного соединения сильфона с арматурой. Цель изобретения - получение качественного сварного соединения при снижении требований к точности изготовления арматуры. На свариваемый конец сильфона предварительно надевают кольцо и выставляют на нахлесточном соединении с зазором от торцовой поверхности буртика, выполненного на конце арматуры, равным 1,98-2,25 мм. Дополнительное кольцо предохраняет конец сильфона от деформации при сварке. Наличие зазора способствует надежному смачиванию поверхности сильфона за счет тепла расплавленного металла арматуры и кольца, исключает непровар. 1 ил., 2 табл.
Величина
свободной
высоты в
буртике,
мм
-2,5
2,65
Контроль
течеискателем
Обнаружены течи по сварному шву
Течей не обнаружено
Визуальный контроль
Металлографические исследования
Внешний вид шва Несплавление удовлетворитель- сильфона, по ный, поверхность границе сваргладкая, дефектов нет.
||
ного шва
Сечение шва
плотное, дефектов не обнаружено
3
Обнарз ены течи по сварному шву
м
Таблица 2
Количество экспериментов
С дефек- I Без детом I фекта
10 ч
ного шва
в
12
| Крюков И.М.Гибкие металлические рукава, М.: Машгиз, 1970, с.147-154 | |||
| Бадьянов Б,Н., Давьщов В.А | |||
| Сварка сильфонов с арматурой.- Сварочное производство, 1971, }s 2, с.41. |
