Фиг/
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок в разовых формах, изготовляемых методом вакуумно-пле- ночной формовки.
Цель изобретения - обеспечение универсальности и снижение трудоемкости сборки и разборки форм,
Эта цель достигается тем, что опока, содержащая стенки, расположенные на противоположных стенках цапфы, центрирующие втулки и штыри, перфорированные вакуум-проводы и штуцеры для крепления вакуумных шлангов, снабжена клиновыми направляющими на наружных поверхностях стенок с цапфами, при этом.наружная поверхность одной из прилегающих к ним стенок выполнена плоской.
Благодаря тому, что внешняя поверхность одной из сторон опоки выполнены точной (обработана, например, фрезерованием) и прилегающие к ней стороны снабжены направляющими в виде клиньев, можно очень просто производить вертикальную сборку полуформ, заформованных горизонтально. Сначала изготавливается одна полуформа (нагрев пленки, наложение пленки на подмодельную плиту, закуумиро- вание полости подмодельной. плиты, установка опоки, неполненные опоки огнеупором, вибрация, наложение пленки на контрлад, вакуумирование полости формы, устранение вакуума в-полости подмодельной плиты, снятие полуформы), затем вторая (или обе изготавливаются параллельно), затем опоки обработанной поверхностью ставят на приемный стол устройства, крторое снабжено наклонными направляющими, соответствующими клиновым направляющим опоки, ставят при необходимости стержни и с помощью механического приспособления сдвигают полуформы друг к другу (которые центрируются с помощью втулок и стержней) и удерживаются в таком виде до конца кристаллизации и охлаждения отливки до заданной температуры. Для выбивки форм достаточно снять вакуум и развести опоки.
На фиг.1 показан общий вид опоки: на фиг.2 - разрез А-А на фиг.2.
Опока состоит из стенок 1, цапф 2, центрирующих втулок 3, штырей 4, вакуумных камер в виде труб 5, штуцера 6 для крепления вакуумного шланга 7, вакуум-проводов 8. Как видно из фиг.1, наружная поверхность нижней стенки 9 опоки обработана.
На фиг,2 обработанная поверхность 9 находится слева, так как разрез А-А повернут). Справа и слева на боковых стенках опоки, примыкающих к обработанной поверхности, расположены клиновые направляющие 10. В верхней стенке опоки расположены отверстия 11 и 12 (в вид полукругов) для стояка и выпора.
Предлагаемая опока работает следующим образом.
После того, как нагретая пленка под действием атмосферного давления (подмо- дельная плита вакуумируется) плотно облегла модель и всю верхнюю плоскость
подмодельной плит (на фиг.1 не показана) ставят опоку, засыпают кварцевый песок, вибрируют, на контрлад опоки накладывают пленку, через шланг, закрепленный на штуцере 6, соединяют вакуум-проводы 7 с ресивером. При этом полость формы, расположенная между пленками (на подмодельной плите и на контрладе опоки), вакуумируется, песчинки прижимаются друг к другу и приобретают наиболее плотную упаковку. Снимают вакуум с подмодельной плиты. На цапфы 2 одевают серьги транспортного устройства, снимают опоку вместе с пленкой с подмодельной плиты и передают на сборку.
Предложенные опоки можно при горизонтальной формовке применять как для го- ризонтальной так и для вертикальной заливки, т.е. предлагаемое устройство обеспечивает универсальность опок. Расширение применения заливки форм с вертикальным разъемом приводит к снижению брака форм. Сборка форм, изготовленных в предлагаемых опоках, производится на механическом приспособлении, т.е. отпадает надобность в подготовке места сборки, крепления опок с помощью болтов. Формула изобретения Опока для вакуумно-пленочной формовки, содержащая стенки, цапфы, расположенные на противоположных стенках, центрирующие втулки и штыри, перфорированные вакуум-проводы и штуцеры для крепления вакуумных шлангов, отличающаяся тем, что, с целью обеспечения
универсальности и снижения трудоемкости сборки и разборки форм, она снабжена клиновыми направляющими, закрепленными на наружных поверхностях стенок с цапфами, при этом наружная поверхность одной
из прилегающих к ним стенок выполнена плоской.
Фиг.г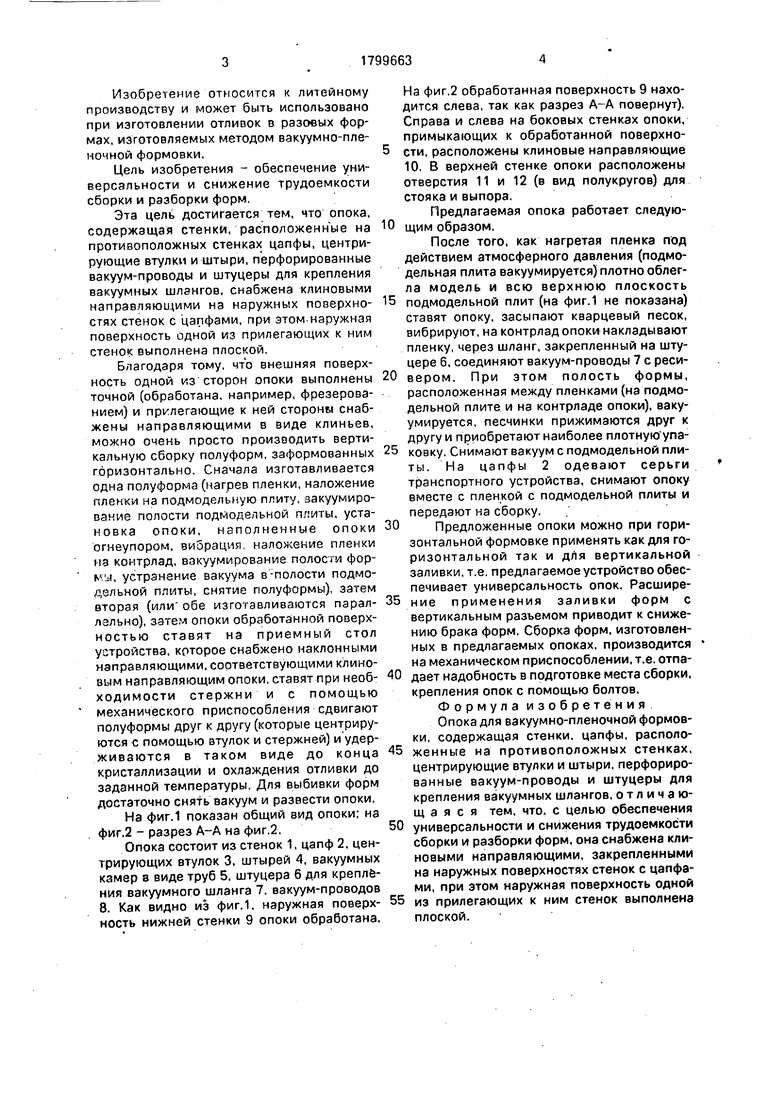
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
| Опока для вакуумной формовки | 1987 |
|
SU1423264A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| ПОДМОДЕЛЬНАЯ ВАКУУМИРУЕМАЯ ПЛИТА ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2292983C2 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Опока для вакуумной формовки | 1989 |
|
SU1759526A1 |
| Оснастка для изготовления литейных форм методом вакуумной формовки | 1985 |
|
SU1276427A1 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |
| СПОСОБ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2070471C1 |
Использование: изготовление отливок в вакуумно-пленочных формах. Сущность изобретения: опока состоит из стенок 1, цапф 2, центрирующих втулок 3, штырей 4, вакуумных камер в виде трубы 5, штуцера 6 для крепления вакуумного шлангэ 7, вакуум- проводов 8. Наружная поверхность нижней стенки 9 обработана, на боковых стенках опоки, примыкающих к обработанной поверхности, расположены клиновые направляющие 10. В верхней стенке опоки расположены отверстия 11 и 12 (в виде полукругов) для стояка и выпора. 2 ил,
| Патент США N 3872915, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
