(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ВАКУУМНОЙ ФОРМОВКОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления литейныхфОРМ ВАКууМНОй фОРМОВКОй | 1979 |
|
SU846059A1 |
| Установка для изготовления литейных форм вакуумно-пленочной формовкой | 1987 |
|
SU1488107A1 |
| Установка для изготовления литейных форм вакуумной формовкой | 1985 |
|
SU1294453A1 |
| Подмодельная плита для вакуумной формовки | 1985 |
|
SU1308423A2 |
| Способ изготовления литейных форм вакуумной формовкой | 1981 |
|
SU979019A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Устройство для загрузки песка в опоку (его варианты) | 1983 |
|
SU1107951A1 |
| ПОДМОДЕЛЬНАЯ ВАКУУМИРУЕМАЯ ПЛИТА ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2292983C2 |
| Оснастка для вакуумной формовки | 1983 |
|
SU1323215A1 |
| Оснастка для вакуумной формовки | 1982 |
|
SU1030090A1 |
Изобретение относится к литейному производству, в частности к конструкциям устройства по изготовлению литейных форм вакуумной формовкой. Основным оборудованием для изготовления форм вакуумной формовкой являются вакуумные опоки, подмодельная вакуумная плита, вибростол,нагреватель для пленки и вакуумная система, включающая вакуум-проводы, ресивер и устройства очистки отсасываемого воздуха.
Известны конструкции устройств по изготовлению форм для вакуумной формовки 1 .
Эти констукции, рассчитанные на массовое и крупносерийное производство со сравнительно редкой сменой оснастки, имеют высокую стоимость в изготовлении, сложны в эксплуатации, занимают большую площадь.
Наиболее близким к изобретению по, технической сущности и достигаемому результату является устройство для изготовления литейных форм вакуумной формовкой, содержащее пустоталута колонну, ферму, заполненный водой ресивер, перфорированный лист, коллектор, соединяющий ресивер с опокаМи, нагреватель с рамкой для направления воздуха, установленный подвижно нал
вибростолом, магистраль сжатого воздуха и вакуумную систему 2.
Однако нагреватель, установленный на колонне, для своего перемещения вдоль бси колонны и вокруг нее требует больших усилий, т.е. консольное закрепление массивного нагревателя вызывает перекос и заклинивание на10правляющих элементов корпуса нагревателя. Подключение опок -к ресиверу осуществляется через П-образный коллектор, который выполнен из труб большого, диаметра. Наличие коллекто 5 ра такой формы необходимо для предотвращения попадания воды в опоки из ресивера. Большой диаметр, труб диктуется необходимостью обеспечить отсос воздуха без значительных потерь дав20ления на сопротивление. Конструкция коллектора громоздка и занимает много места. Отсасываемый из опок воздух в приведенной конструкции попадает в донную часть ресивера через отвер25стие большого диаметра и сразу всплывает. Из-за этого не обеспечивается : его полная очистка от пыли.Устройство для направления воздуха в нагревателе не предусматривает возможности
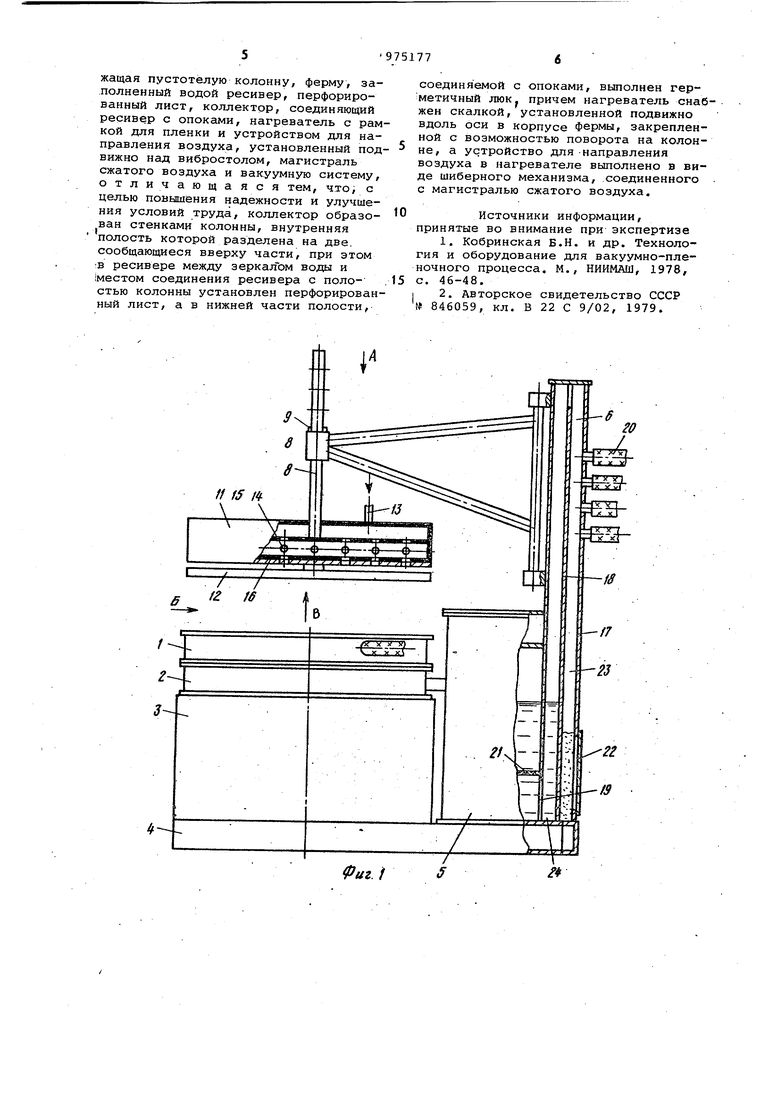
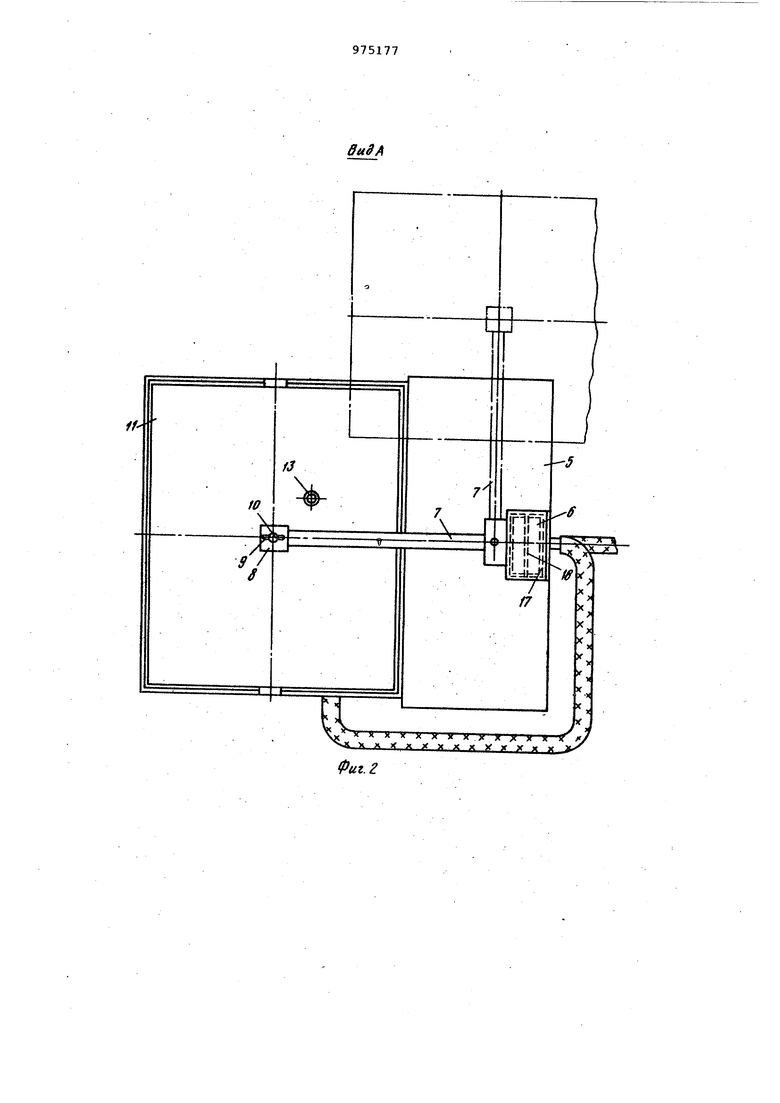
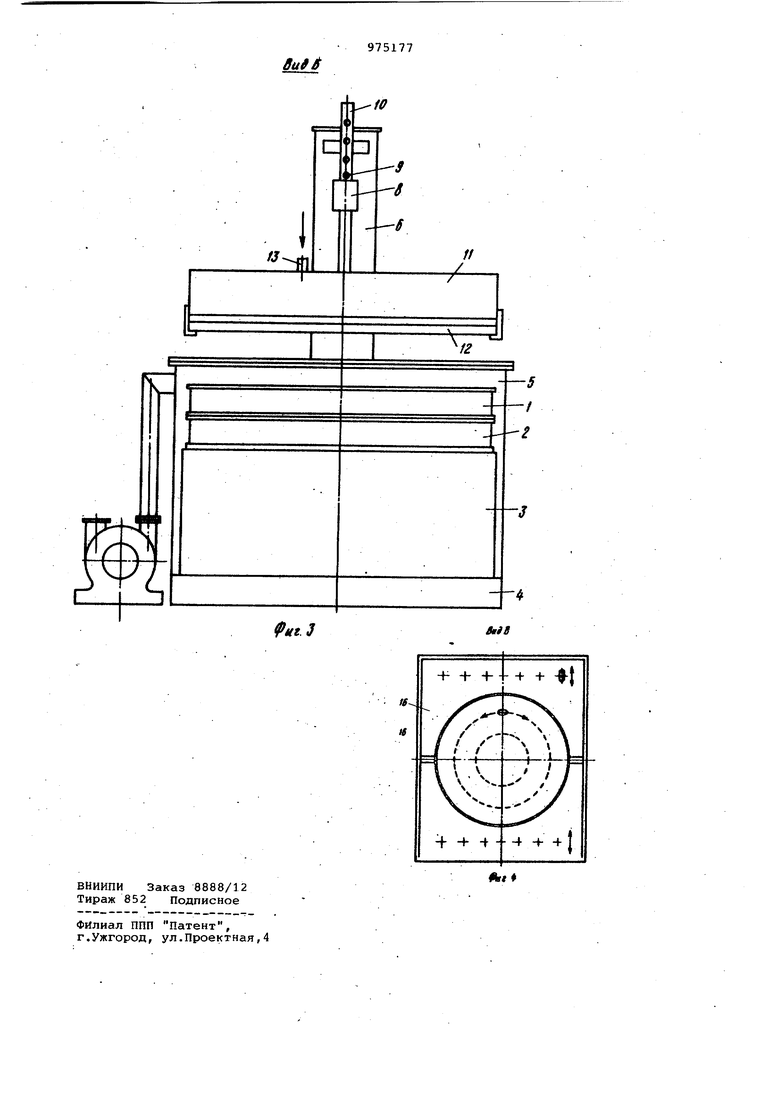
30 избирательного нагрева воздуха. Цель изобретения - упрощение кон струкции, повышение надежности и улучшение условий труда. Эта цель достигается тем, что в установке для изготовления литейных фарм вакуумной формовкой,содержащей пустотелую колонну, ферму, заполнен ный водой ресивер, перфорированный лист, коллектор, соединяющий ресивер с опоками, нагреватель с рамкой для плёнки и устройством для направления воздуха, установленный подвижн над вибростолом, магистраль сжатого воздуха и вакуумную систему, коллектор образован стенками колонны, внут ренняя полость которой разделена на две сообщаемые вверху части, при этом в ресивере между зеркалом воды и листом соединения ресивера с полостью колонны установлен перфорированный лист, а в нижней части полости, соединяемой с опоками, выполнен герметичный люк, причем нагреватель снабжен скалкой, установленно подвижно вдоль оси в корпусе фермы, закрепленной с возможностью поворота на колонне, а устройство для направления воздуха в нагревателе выполнено в виде шиберного механизма, соединенного с магистралью сжатого воз духа. Иа фиг. 1 изображена установка. Общий вид; на фиг.. 2 - вид А на ,фиг. 1; на фиг. 3 - вид Б на фиг. 1 на фиг. 4 - вид В на фиг. 1. Установка состоит из вакуумной опоки 1 и подмодельной вакуумной плиты 2, установленных на вибростоле 3. Рядом с вибростолом на общей рам 4 смонтирован ресивер 5, В ресивере укреплена колонна 6. На колонне установлена поворотная ферма 7, в кор пусе 8 которой с помощью- штыря 9 под вешен на скалке 10 нагреватель 11, На нагревателе крепится рамка 12 с пленкой. Для улучшения нагрева плен ки корпус нагревателя соединен с магистралью сжатого воздуха через штуцер 13. Между рамкой 12 с пленко И спиралями 14 нагревателя установлен перфорированный лист-15, перфор ции которого могут быть перекрыты шиберами 16. Колонна 6 образована двумя швеллерами 17, Внутренняя полость колонны разделена перегородко 18 на две части, I. Вверху колонны обе части внутрен ней полости Соединяются между собой Одна часть полости колонны примыкае к ресиверу 5 и соединяется с ним че рез отверстие 19, а другая часть полости соединена с вакуумными опок ми через штуцер 20, В ресивере 5 между отверстием 19 и зеркалом воды установлен перфорированный лист 21, В той части колонны б, которая соед няется с вакуумными опоками, выполнен люк 22.через который производится удаление крупных частиц формовочного песка. Установка работает следующим образом. На подмодельную плиту устанавливают модель, а на нагреватель 11 устанавливают рамку 12 с пленкой, В это время производится продувка спиралей 14 нагревателя сжатым воздухом, |При этом, опытным путем, устанавливается равномерность прогрева пленки с помощью шиберов 16, После прогрева пленки, рамка 12 вручную опускается на подмодельную плиту 2,. которая соединена с ресивером 5, Происходит обжатие модели пленкой. Далее на подмодельную плиту устанавливается вакуумная опока 1, которая тоже соединена с ресивером. Производят наполнение опоки 1 зернистым материалом (формовочный песок), его уплотнение с помощью вибростола 3. После зтого отключают разряжение от подмодельной плиты. Готовую полуформу снимают с подмодельной плиты 2, не отключая . ее от ресивера. После замены модели также изготавливается вторая полуформа, Нолуформы спариваются и готовы к заливке, Отсасыв.аемый из полуформг воздух, который может содержать частицы формовочного песка, в ресивере очищается от пыли. При этом крупные частицы песка оседают под действием силы собственного веса в полости 23 колонны, а более мелкие частицы, проходя через слой воды 24, оседают на дно ресивера. Наличие в ресивере перфорированного листа 21 обеспечивает равномерное, по всей площади ресивера, распределение проходящего воздуха, чем значительно повышается эффективность его очистки от пыли. Удаление крупных частиц песка из колонны производится периодически через люк 22, Для удобства обслуживания нагреватель может устанавливаться на необходимую высоту путем перестановки штыря 9 в соответствующее отверстие скалки 10, а также вручную поворачиваться в сторону от вибростола в положение, показанное на фиг, 2 штрихпунктирными линиями. Наличие поворотной фермы значительно уменьшает усилия, необходимые для поворота нагревателя. Предлагаемое изобретение упрощает конструкцию установки, повышает надежность и улучшает условия труда. Предлагаемая установка рассчитана на применение в условиях единичного и мелкосерийного производства в цехах с Сс1мым разнообразным уровнем механизации, включая мелкие цехи. Формула изобретения Установка для изготовления литейных форм вакуумной формовкой, содержащая пустотелую колонну, ферму, заполненный водой ресивер, перфорированный лист, коллектор, соединяющий ресивер с опоками, нагреватель с рамкой для пленки и устройством для направления воздуха, установленный подвижно над вибростолом, магистраль сжатого воздуха и вакуумную систему, отличающаяся тем, что, с целью повышения надежности и улучшения условий труда/ коллектор образован стенками колонны, внутренняя полость которой разделена на две. сообщающиеся вверху части, при этом в ресивере между зеркалом воды и iMecTOM соединения ресивера с полостью колонны установлен перфорированный лист, а в нижней части полости,
соединяемой с опоками, выполнен гер метичный люк причем нагреватель снабжен скалкой, установленной подвижно вдоль оси в корпусе фермы, закрепленной с возможностью поворота на колонне, а устройство для направления воздуха в нагревателе выполнено в виде шиберного механизма, соединенного с магистралью сжатого воздуха.
Источники информации, принятые во внимание при экспертизе
I 2. Авторское свидетельство СССР N 846059, кл. В 22 С 9/02, 1979.
