Область изобретения
Настоящее изобретение относится к способу определения фазы заготовки для станков со шпинделями и устройству для осуществления способа.
Предшествующий уровень техники
Известен станок, в котором корпус шпинделя, содержащий определенно направленный шпиндель для отдельного вращения, установлен для параллельного движения в ортогональных направлениях по трем осям X, Y, Z при помощи устройства с числовым программным управлением (см., например, патент Японии №2001-9652).
В станке расположено устройство для крепления подачи заготовки, которое осуществляет вращательную подачу заготовки вокруг заданной оси, и обработка выполняется при помощи вращательной подачи заготовки в положении под определенным углом относительно нее.
Для осуществления такой обработки необходимо точно определить фазу поворота заготовки вокруг заданной оси на устройстве подачи заготовки. Следовательно, формируется и устанавливается на шпиндель контрольное устройство для определения фазы, и затем осуществляется операция определения фазы при контакте с деталью. После этой операции инструмент отделяется от шпинделя и оставляется в определенном положении (см., например, патент Японии №3083776).
В этом традиционном способе определения фазы заготовки производительность труда снижается из-за того, что требуется операция установки/снятия контрольного инструмента на/со шпинделя. Кроме того, это является неэкономичным, так как требуется пространство для хранения соответствующего инструмента. Кроме того, существует опасность сокращения срока службы опор, так как нагрузка действует на свободно вращающийся подшипник, поддерживающий шпиндель, когда заготовка взаимодействует с контрольным инструментом.
Задачей настоящего изобретения является устранение упомянутых выше недостатков.
Краткое описание изобретения
Для достижения поставленной задачи в способе согласно настоящему изобретению в станке со шпинделем, в котором корпус шпинделя вмещает определенно направленный шпиндель для отдельного вращения, при этом он установлен для параллельного движения по трем ортогональным направлениям осей XYZ посредством механизма числового программного управления, причем при определении фазы заготовки осуществляется вращательная подача вокруг заданной оси, при этом он расположен так, что посредством контрольного блока, содержащего элемент панели, квадратный при виде сбоку, прикреплен к периферии переднего конца корпуса шпинделя так, чтобы он выступал незначительно вперед от переднего конца корпуса шпинделя, причем заготовка подается вращением вокруг заданной оси для касания секции контроля фазы заготовки с контрольным блоком для того, чтобы установить значение вращательной подачи (фазовый угол θ части патрона) заготовки в момент данного касания.
В настоящем изобретении контрольный блок остается закрепленным на корпусе шпинделя, и, таким образом, конструкция может быть простой и недорогой. Дополнительно, при работе таким образом, чтобы определить фазу вокруг заданной оси заготовки, сила давления не передается от заготовки на шпиндель. Соответственно, срок службы свободно вращающейся опоры шпинделя может быть увеличен.
Более конкретно, контрольный блок, включающий элемент панели, квадратный при виде сбоку, который зафиксирован непосредственно под шпинделем так, чтобы он немного выступал вперед от переднего конца корпуса шпинделя, расположен так, что первая плоскость перпендикулярна направлению шпинделя, а вторая плоскость параллельна как направлению шпинделя, так и заданной оси, при определении фазы заготовки для вращательной подачи вокруг заданной оси, причем заготовка обычным образом или обратной стороной подается вращением вокруг заданной оси до касания с секцией контроля фазы заготовки как с первой плоскостью, так и со второй плоскостью с тем, чтобы установить значение вращательной подачи (фазовый угол θ1, θ2 части патрона) заготовки во время касаний.
В данном изобретении может быть достигнуто следующее преимущество дополнительно к упомянутым выше преимуществам. Более конкретно, определение фазы заготовки вокруг заданной оси при использовании первой плоскости и второй плоскости повышает точность определения.
В данном изобретении заготовкой может быть коленчатый вал, и в данном случае шатунная шейка может применяться как секция контроля фазы. В соответствии с этим упомянутые выше эффекты могут быть получены при определении фазы коленчатого вала, и, кроме того, применение шатунной шейки для секции контроля фазы исключает подготовку специальной секции контроля фазы.
Устройство согласно настоящему изобретению, закрепленное на станке, в котором корпус шпинделя, содержащий определенно направленный шпиндель для отдельного вращения, установлен для параллельного движения по трем ортогональным направлениям осей XYZ посредством механизма числового программного управления, включает специальный контрольный блок, в котором секция контроля фазы заготовки, подаваемой при вращении вокруг определенной оси посредством касаний механизма числового программного управления, закреплена на контрольном блоке. Настоящее изобретение предназначено для осуществления способа согласно изобретению.
Более подробно, на станке, в котором корпус шпинделя содержит определенно направленный шпиндель для отдельного вращения, установлен для параллельного движения по трем ортогональным направлениям осей XYZ посредством механизма числового программного управления, специальный контрольный блок зафиксирован в определенном положении относительно шпинделя и корпуса шпинделя, тогда как устройство подачи заготовки для вращательной подачи заготовки вокруг заданной оси расположено перпендикулярно направлению шпинделя, и имеются средства определения фазы заготовки для определения фазы заготовки вокруг заданной оси, основанные на значении вращательной подачи вокруг нее, когда секция контроля фазы при подаче вращением вокруг нее касается контрольного блока, заранее смещенного к регулируемому фазовому положению относительно заготовки. Настоящее изобретение способствует пониманию значения подачи при вращении заготовки посредством возвратного вращения заготовки вокруг заданной оси.
В этом случае устройство подачи заготовки включает промежуточный стол, прямоугольный на виде в плане, закрепленный горизонтально, причем рабочий приводной стол заготовки зафиксирован на конце верхней поверхности промежуточного стола и толкающий стол зафиксирован на его другом конце. Дополнительно, приводное устройство заготовки имеет установленный стол числового программного управления, чтобы основная часть стола фиксировалась на промежуточном столе, и, кроме этого, имеет приводной центр для поддержки части патрона, расположенного на основной части стола и приводимого вращательно вокруг заданной оси в направлении оси X, посредством стола числового программного управления и центра вращения концевого торца заготовки, зажатой при помощи патрона. Кроме того, специальный контрольный блок сконструирован следующим образом. Так, контрольный блок согласно настоящему изобретению содержит элемент панели, квадратный при виде сбоку, закрепленный немного выступающим вперед из переднего конца корпуса шпинделя на шпинделе, причем элемент панели имеет первую плоскость, перпендикулярную направлению шпинделя, и вторую плоскость, параллельную как направлению шпинделя, так и заданной оси.
В этом изобретении фаза заготовки вокруг заданной оси определяется касанием секции контроля фазы заготовки или с первой плоскостью, или со второй плоскостью. Кроме того, когда секция контроля фазы заготовки касается как первой, так и второй плоскостей, фаза заготовки вокруг заданной оси может быть определена точно независимо от ошибки при ошибке ее размера при доводке.
Краткое описание чертежей:
Фиг.1 - вид сбоку станка со шпинделем согласно настоящему изобретению, часть которого показана в сечении;
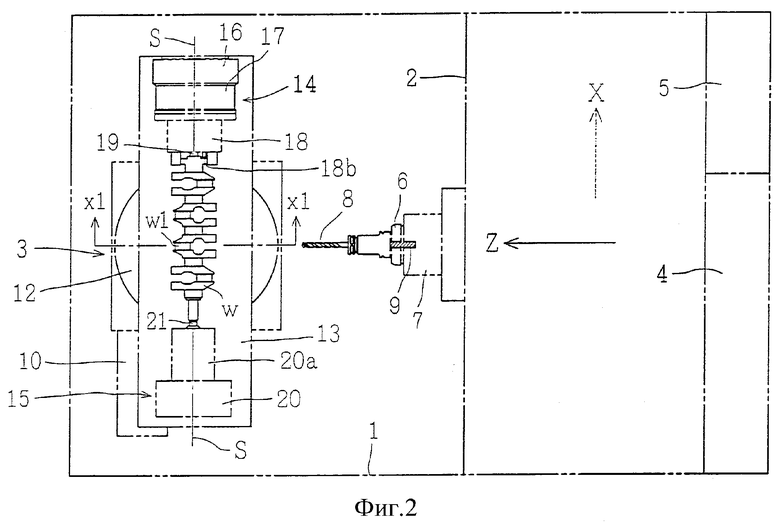
Фиг.2 - вид в плане станка;
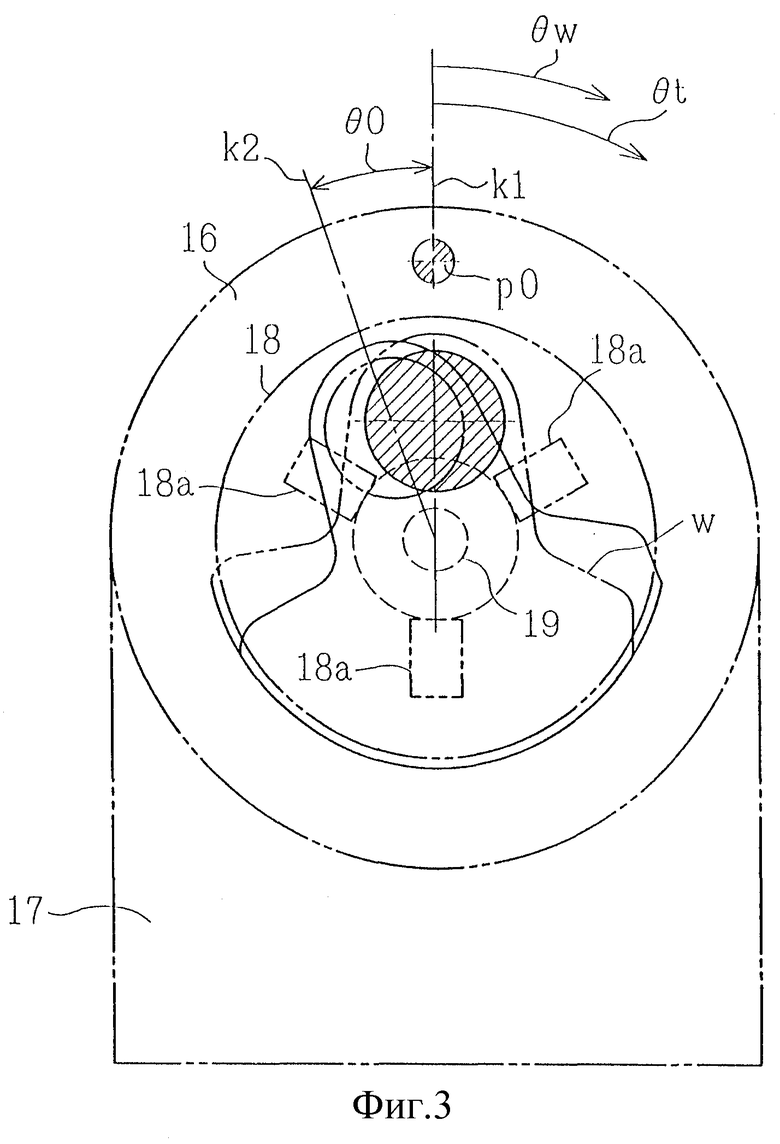
Фиг.3 - вид, показывающий сечение, выполненное по линии Х1-Х1 на Фиг.2;
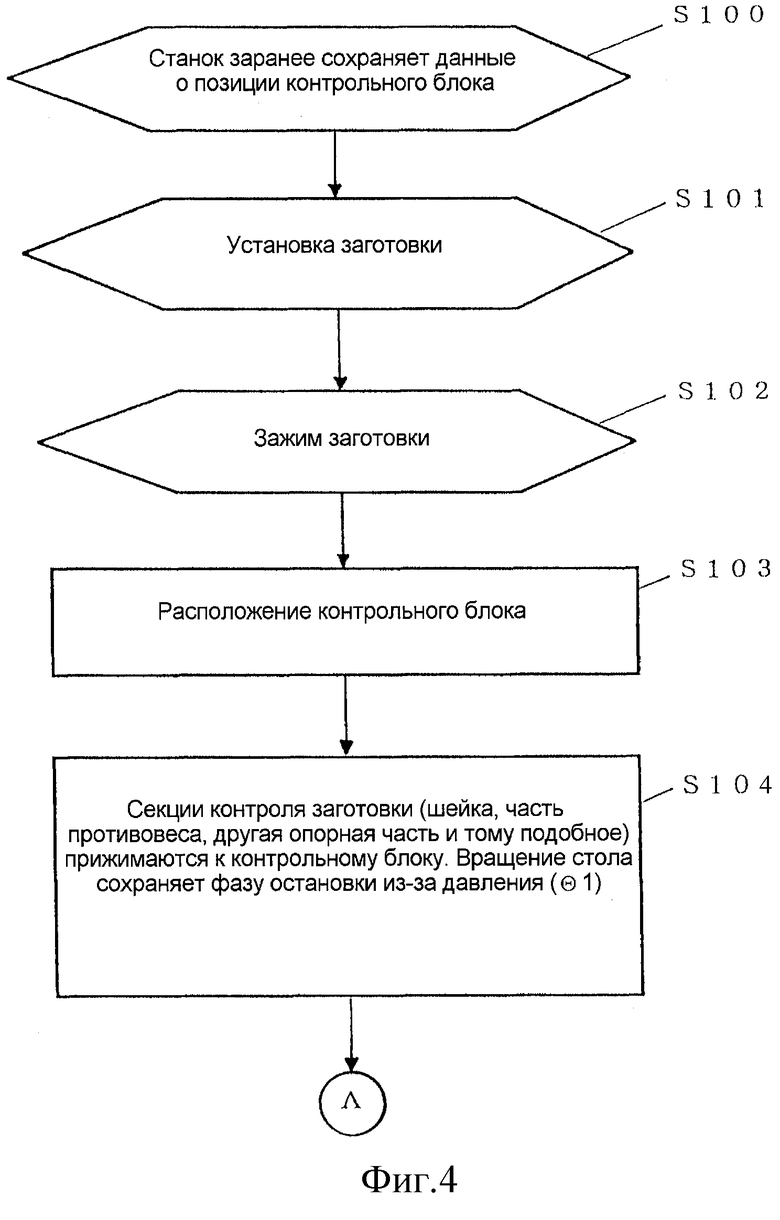
Фиг.4 - вид, показывающий операционную карту технологического процесса согласно настоящему изобретению;
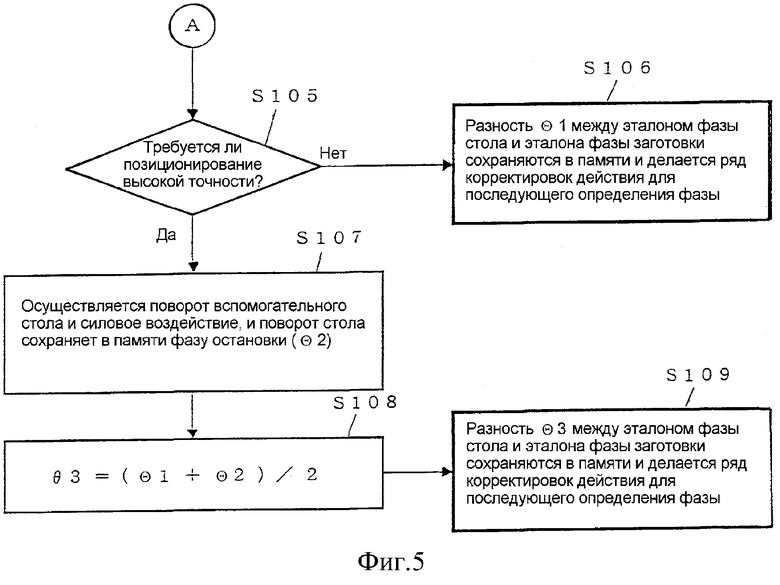
Фиг.5 - вид, показывающий операционную карту технологического процесса, следующего за операционной картой технологического процесса на Фиг.4;
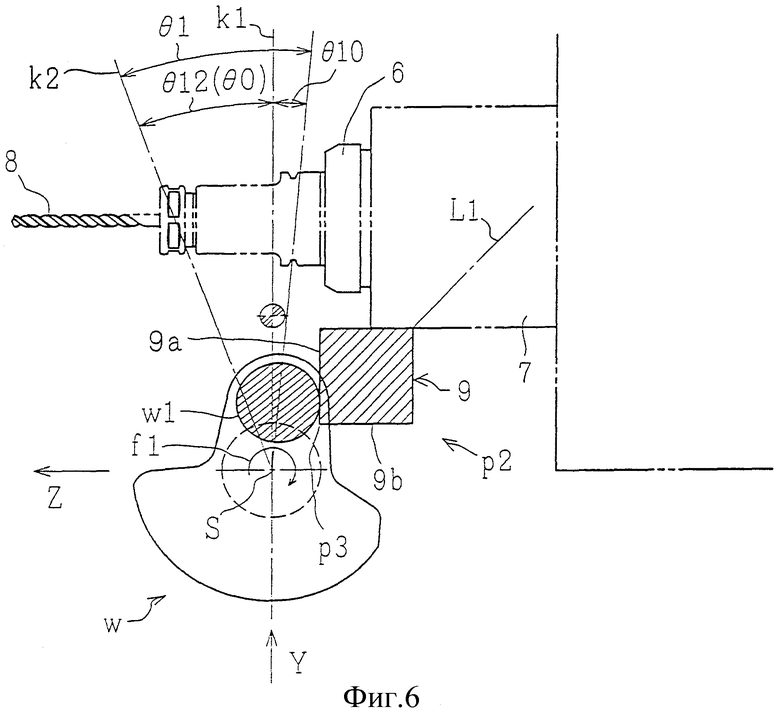
Фиг.6 - вид примера, показывающий положение, когда шатунная шейка касается первой плоскости контрольного блока станка;
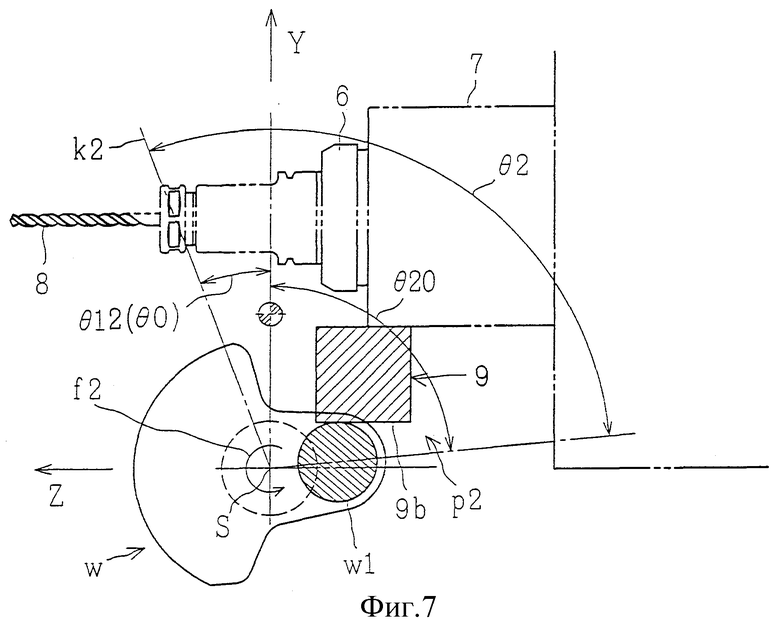
Фиг.7 - вид примера, показывающий положение, когда шатунная шейка касается второй плоскости контрольного блока; и
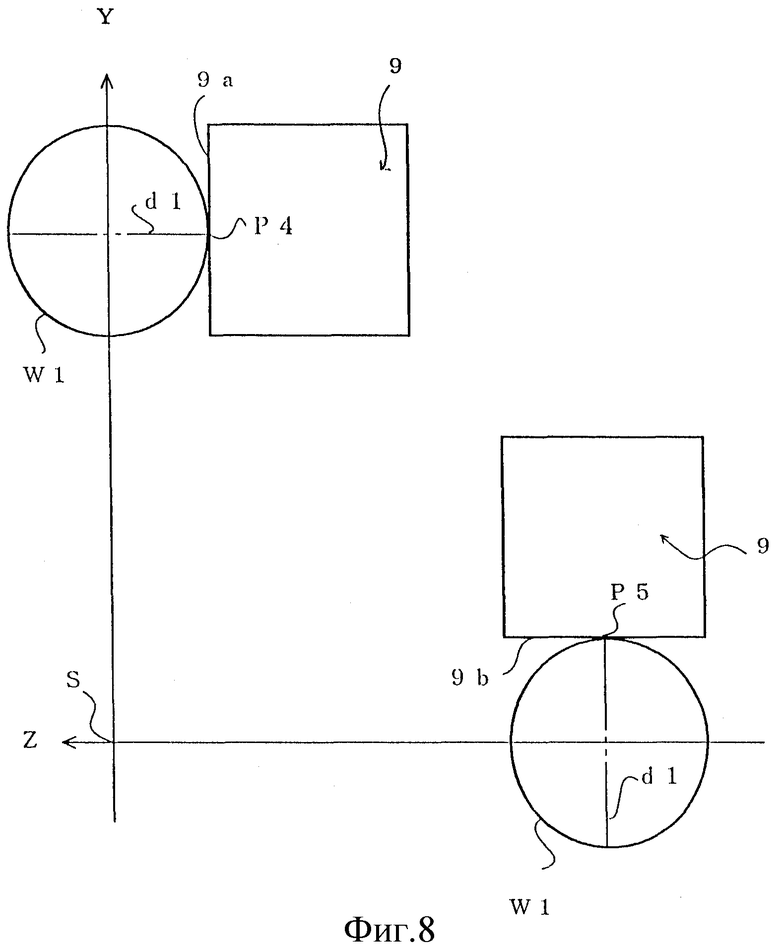
Фиг.8 - вид примера варианта, относящегося к положению регулировки фазы контрольного блока.
Предпочтительный вариант воплощения настоящего изобретения
Далее следует подробное описание настоящего изобретения со ссылкой на чертежи.
На Фиг.1-3 ссылочной позицией 1 обозначена станина, на которой находится зафиксированная колонна 2, устройство 3 подачи заготовки, механизм 4 числового программного управления и гидропневматическое оборудование 5.
Цилиндрический корпус 7 шпинделя, свободно вращаясь, вмещает продольно направленный шпиндель 6 (в направлении оси Z) и установлен на зафиксированной колонне 2 с возможностью смещения при подаче по направлениям по осям Х, Y и Z, образующим ортогональные трехосевые направления. Режущий инструмент 8 фиксируется на переднем конце шпинделя 6.
Контрольный блок 9 выступает вперед и крепится к нижнему положению передней внешней периферическому торцу корпуса 7 шпинделя поверхности ниже шпинделя 6. Контрольный блок 9 включает переднюю поверхность 9а и нижнюю концевую поверхность 9b. Передняя поверхность 9а образует первую плоскость, перпендикулярную направлению оси Z, а нижняя концевая поверхность 9b образует вторую плоскость, параллельную как направлению оси Z, так и направлению оси Y.
Устройство 3 подачи заготовки содержит горизонтальный вращающийся стол 12, промежуточный стол 13, рабочий приводной стол 14 и центральный толкающий стол 15. Вращающийся стол 12 вращается вокруг опорной оси 11 вращения, направленной по оси Z, при помощи серводвигателя 10, расположенного у станины 1. Промежуточный стол 13 горизонтально закреплен на вращающемся столе 12. Рабочий приводной стол 14 закреплен на одной концевой стороне верхней наружной поверхности промежуточного стола 13, а толкающий стол 15 закреплен на его другой концевой стороне.
В этом случае рабочий приводной стол 14 имеет основную часть 17 стола, часть 18 патрона и приводной боковой центр 19. Основная часть 17 стола прикреплена к промежуточному столу 13 и имеет установленный стол 16 числового программного управления. Часть 18 патрона установлена на основной части 17 стола для приведения вращением вокруг заданной оси S осевого направления Х при помощи стола 16 числового программного управления. Приводной центр 19 находится на основной части 17 стола и расположен на заданной оси S, поддерживая центр вращения концевого торца заготовки w, зажатой при помощи части 18 патрона. Часть 18 патрона имеет множество тисков 18а для зажима заготовки, как показано на Фиг.3.
Центральный толкающий стол 15 включает основную часть 17 стола, которая прикреплена к промежуточному столу 13, приводное устройство 20 по направлению оси Х, установленное на основной части 17, и толкающий центр 21. Толкающий центр 21 перемещается скольжением и размещается на основной части 17 стола и перемещается посредством давления при помощи приводного устройства 20a для опоры центра вращения другого концевого торца заготовки w.
В упомянутом выше станке, пример операций до того, как коленчатый вал заготовки w запускается, обработка будет пояснена со ссылкой на Фиг.4-7. На Фиг.4 и Фиг.5 изображена карта технологического процесса. Фиг.6 является пояснительным видом, показывающим ситуацию, когда шатунная шейка w касается в точке первой плоскости 9а контрольного блока 9. Фиг.7 является пояснительным видом, показывающим ситуацию, когда шатунная шейка w касается в точке второй плоскости 9b контрольного блока 9.
Сначала, на этапе S100, необходимые данные о форме заготовки w, контрольного блока 9 и программы для определения фазы и для обработки заготовки w поступают от устройства ввода механизма 4 числового программного управления. Механизм 4 числового программного управления содержит эти данные, записанные в его блоке памяти.
Далее, на этапе S101, механизм 4 числового программного управления имеет серводвигатель 10, работающий в соответствии с необходимостью. Это означает, что опорная ось 11 является осью вращения подачи, горизонтальный вращающийся стол 12 вращается, а два центра 19, 21 расположены на заданной оси S. Кроме того, стол 16 числового программного управления управляется в соответствии с необходимостью, и, следовательно, часть 18 патрона подается при вращении, а радиальная линия части патрона в согласовании с эталоном р0 фазы стола становится его эталоном k1 нулевого фазового положения, как показано на Фиг.3. Здесь эталон k1 нулевого фазового положения является воображаемым положением, точно заданным на части 8 патрона, а эталон р0 фазы стола является воображаемым положением, точно заданным на основной части 17 стола.
После этого заготовка w устанавливается между центрами 19, 21 при помощи робота, автоматического устройства подачи или управления вручную и тому подобное, и ее положение временно сохраняется. В этом случае, хотя принимается во внимание, что фаза заготовки w вокруг заданной оси S и фаза части 18 патрона вокруг нее почти полностью совпадают друг с другом, точное совпадение данных фаз не выдержано, поскольку загрузка должна происходить быстро. Соответственно, эталон k1 нулевого фазового положения части 18 патрона и эталон k2 фазы заготовки w (эталон фазы заготовки) обычно несколько смещены вокруг заданной оси S. В данном примере эталон k2 фазы заготовки смещается от эталона k1 нулевого фазового положения части 18 патрона к стороне части 18 патрона, вращающейся в противоположном направлении, на угол θ 0. Здесь эталон k2 фазы является воображаемым эталоном, точно заданным на заготовке w.
Далее, на этапе S102, приводное устройство 20a перемещает один центр 21 к другому центру 19 и размещает эти центры 19, 21 в центровые отверстия, включающие конические торцы с внутренней резьбой, образованные у концевых торцов заготовки w, соответственно. Следовательно, заготовка w поддерживается центрами 19, 21, а затем заготовка w выходит из сохраняемого положения при помощи робота, автоматического устройства подачи или управления вручную и тому подобного для того, чтобы защитить ее периферию от последующих операций. Далее, приводное устройство 20а имеет центр 21 толкания к центру 19 посредством дополнительного сильного воздействия. Следовательно, заготовка w надежно размещается между центрами 19, 21 для того, чтобы центр вращения согласовывался со специальной осью точно. Дополнительно, в то же самое время один концевой торец заготовки w толкается к рабочему продольному контрольному торцу 18b, образованному около центра части 18 патрона и перпендикулярно заданной оси S, а положение в направлении заданной оси S фиксируется. При таком положении тиски 18а зажимают наружную периферию одного конца заготовки w.
Далее, на этапе S103, запускается программа для определения фазы. Механизм 4 числового программного управления обеспечивает расположение корпуса шпинделя в заданном положении, а контрольный блок 9 смещается и останавливается в фазовом регулируемом положении р2. В расположенном контрольном блоке 9 центр на направлении оси Х расположен почти у центра длины заданной шатунной шейки w1. Кроме того, как показано на Фиг.6, точка р3 пересечения между первой плоскостью 9а и второй плоскостью 9b поворачивается в радиальном направлении заданной оси S и размещается на оси Z и оси Y для расположения на линии L1, которая наклонена вправо вверх на 45° от этих осей. Кроме того, первая плоскость 9а и вторая плоскость 9b, соответственно, расположены на геометрическом месте точек смещений при вращении шатунной шейки w1 вокруг заданной оси S. Кроме того, фазовое регулируемое положение р2, показанное для примера, может быть изменено на другое положение подходящим образом. Это будет более подробно описано ниже.
Далее, на этапе S104, стол 16 числового программного управления управляется для вращательной подачи заготовки w в направлении нормального вращения вокруг заданной оси S частью 18 патрона. Когда шатунная шейка w1 касается первой плоскости 9a контрольного блока 9, как показано на Фиг.6, происходит распознавание для остановки работы стола 16 числового программного управления. В этом случае угол поворота θ 1 части 18 патрона во время данного касания распознается и сохраняется в механизме 4 числового программного управления. Угол поворота θ 1 является углом от эталона р0 фазы стола до эталона k1 нулевого положения фазы части 18 патрона во время этого касания.
В этом случае касание между шатунной шейкой w1 и первой плоскостью 9а определяется непосредственно при помощи датчика вращающего момента, когда вращающий момент, передаваемый от части 14 рабочего привода к части 18 патрона, увеличивается, или косвенно при помощи приводной амперометрии части 14 рабочего привода.
Далее, на этапе S105, происходит распознавание, потребуется ли операция высокой точности во время определения фазы заготовки. В этом случае нормы распознавания определяются по усмотрению оператора.
Если принято решение, что нет необходимости в операции высокой точности, способ переходит к этапу S106, на котором если принято решение, что такая операция необходима, процесс переходит к этапу 107.
На этапе S106 угол поворота заготовки w после настройки фазы корректируется в соответствии с углом θ 1 поворота части 18 патрона во время соприкосновения контрольного блока 9 и шатунной шейки w1.
Полностью угол θ 1 поворота рассчитывается по таким данным, как радиус поворота вокруг заданной оси S в центре шатунной шпильки w1, диаметр шатунной шпильки и положение первой плоскости 9а контрольного блока 9. Здесь рассчитанный угол поворота от эталона р0 фазы стола части 18 патрона принято обозначать θ 10.
Далее угол θ 10 поворота вычитается из угла θ 1 поворота части 18 патрона, рассчитанного на этапе S104. Таким образом, рассчитанное значение разницы θ 12 согласуется с углом θ 0 от эталона k2 фазы заготовки до эталона k1 нулевого фазового положения части 18 патрона, если нет ошибки неточности согласования. Это принимается как угол смещения фазы между частью 18 патрона и заготовкой w, и делается количество корректировок при определении фазы заготовки w. Соответственно, угол θ t поворота части 18 патрона для определения фазы заготовки w, когда поворот эталона k2 фазы заготовки от эталона р0 фазы стола будет только на заданный угол θ w, рассчитывается по следующей формуле (1). Здесь угол θ t поворота является углом, на который поворачивается эталон k1 нулевого фазового положения части 18 патрона от эталона р0 фазы стола до направления f1 нормального вращения.

В соответствии с формулой (1), при расположении заготовки w в положении с дополнительно заданным углом θ w после обработки заготовки, для определения угла θ t поворота требуется прибавить значение разницы θ 12 к значению угла θ w. Эта операция выполняется автоматически при помощи механизма 4 числового программного управления.
В случае определения фазы заготовки w таким образом, если данные о форме, вводимые в механизм 4 числового программного управления, точно согласуются с действительной заготовкой w, фаза заготовки w вокруг заданной оси S может быть точно определена. Однако, например, если диаметр шатунной шейки w 1 отличается от вводимых данных формы, появится ошибка, пропорциональная разности. Дополнительно, если есть случайные несоответствия по периферии шатунной шейки w 1, появляется ошибка, пропорциональная их размерам в радиальном направлении.
С другой стороны, при переходе на этап S107, будет выполняться следующая операция.
Стол 16 числового программного управления работает в направлении, обратном в случае этапа S104, а заготовка w вращением подается при обратном направлении вращения f2 части 18 патрона вокруг заданной оси S. И если шатунная шейка w1 касается второй плоскости 9b контрольного блока 9, как показано на Фиг.7, выполняется определение, и затем операция прекращается. Угол θ 2 поворота от эталона р0 фазы стола части 18 патрона в момент касания опознается и запоминается механизмом 4 числового программного управления. Угол θ 2 поворота является углом от эталона p0 фазы стола до эталона k1 нулевого фазового положения части 18 патрона в момент соприкосновения.
В данном случае взаимодействие между шатунной шейкой w 1 и первой плоскостью 9а может быть определено тем же способом, как в случае этапа S104.
Далее, на этапе S108, значение угла θ 3 рассчитывается при помощи деления добавляемого значения угла θ 1 поворота на этапе S104 и угла θ 2 поворота на этапе S107 на 2.
Наконец, осуществляется переход к этапу S109, на котором значение угла θ 3 запоминается в механизме 4 числового программного управления, на основе которого угол поворота заготовки w после определения фазы заготовки может быть откорректирован.
Более подробно, угол поворота θ 2 части 18 патрона во время касания контрольного блока 9 с шатунной шейкой w1 на этапе S108 рассчитывается посредством таких данных, как радиус вращения вокруг заданной оси S в центре шатунной шейки w 1, диаметр шатунной шейки w 1 и положение первой плоскости 9а контрольного блока 9. Здесь рассчитанный угол поворота от эталона р0 фазы стола части 18 патрона принято обозначать θ 20.
Далее значение θ 22 разности рассчитывается путем прибавления угла θ 20 поворота и угла θ 10 поворота, деля его на 2 и вычитая деленное значение угла из значения θ 3 угла. Значение θ 22 точно согласуется с углом θ 0 от эталона k2 фазы заготовки до эталона р0 фазы стола, когда эталон k1 нулевого фазового положения части 18 патрона согласуется с эталоном р0 фазы стола. Следовательно, значение θ 22 обрабатывается, так как для угла смещения фазы между частью 18 патрона и заготовкой w должен быть сделан ряд корректировок при определении фазы заготовки w. Соответственно, угол θ t поворота части 18 патрона для процесса определения фазы заготовки w такой, как поворот эталона k2 фазы стола при помощи только заданного угла θ w, рассчитывается по следующей формуле (2).

В соответствии с формулой (2), при расположении заготовки w в положении произвольно заданного угла θ w после обработки заготовки к значению угла θ t поворота требуется прибавить значение разности θ 22 и угла θ w. Данная операция выполняется автоматически при помощи механизма 4 числового программного управления.
В этой операции даже если диаметр шатунной шейки w1 отличается от данных формы, входящих в механизм 4 числового программного управления, заготовка w может быть расположена в положении с заданным углом θ w без воздействия ошибки. Даже если шатунная шейка w1 обрабатывается в секции многоугольной формы при помощи зеркально отображенного коленчатого вала или имеет случайные несоответствия на периферии, степень влияния, с которой эта ошибка диаметра шатунной шейки w1 влияет на расположение заготовки w в положение с заданным углом θ w, значительно снижается. Следовательно, заготовка w располагается в положение с заданным углом θ w более точно, чем в случае этапа S106.
В операциях всех этапов упомянутого выше примера может быть соответственно принято решение, какая из операций будет осуществляться вручную, а какая из операций будет выполняться автоматически.
Модификация описанного выше примера будет объясняться далее со ссылкой на Фиг.8 и тому подобное. Здесь фиг.8 является пояснительным видом, показывающим модификацию, относящуюся к фазовому регулируемому положению р2 контрольного блока 9.
(1) В описанном выше примере точка р3 пересечения контрольного блока 9 повернута в радиальном направлении заданной оси S и расположена на оси Z и оси Y для расположения на линии L1, которая наклонена вправо вверх на 45° от этих осей. В этом случае, хотя корректировка значения при определении фазы для заготовки w может быть рассчитана только при перемещении контрольного блока 9 к фазовому регулируемому положению р2 за один раз, этот метод не обязательно является лучшим для обеспечения точности. Следовательно, для повышения точности при определении фазы заготовки операции могут выполняться следующим образом.
Более конкретно, как показано на Фиг.8, контрольный блок 9 расположен в положении, в котором периферия шатунной шейки w 1 касается в точке первой плоскости 9а, когда эталон k2 фазы заготовки согласуется с эталоном р0 фазы стола, а операция на этапе S104 осуществляется для определения угла θ 1 поворота части 18 патрона. Дополнительно, контрольный блок 9 может быть расположен в положении, в котором периферия шатунной шейки w1 касается в точке второй плоскости 9b, когда эталон k2 фазы заготовки поворачивается от эталона р0 фазы стола к обратному направлению f2 на 270°, а операция на этапе S107 выполняется для определения угла θ 2 поворота части 18 патрона.
В соответствии с этим один конец р4 заданной диаметральной линии d1 шатунной шейки w1 касается первой плоскости 9а, а другой его конец р5 касается второй плоскости 9b. Соответственно, ошибка в диаметральном направлении шатунной шейки w1 исключается надежно, тем самым повышая точность для определения фазы заготовки w.
(2) На этапе S104, хотя значение θ 2 разности рассчитывается при касании в точке периферии шатунной шейки w1 с первой плоскостью 9а, периферия может касаться в точке второй плоскости 9b, вместо первой плоскости 9а.
При расчете углов θ1 и θ2 поворота части 18 патрона контрольный блок 9 может быть расположен в соответствующем положении, за исключением упомянутого выше положения в рамках настоящего изобретения.
Таким образом, в соответствии с заявленным изобретением могут достигаться следующие преимущества.
Не требуется обычная операция монтирования/демонтирования контрольного инструмента на шпиндель 6, что приводит к повышению эффективности работы. Дополнительно, не требуется обычное место для хранения контрольного инструмента, что приводит к обеспечению недорогой конструкции. Кроме того, поскольку усилие воздействия заготовки w не влияет непосредственно на шпиндель 6, срок службы подшипников для опоры шпинделя 6 может быть увеличен.
Кроме того, следующие преимущества могут быть достигнуты в дополнение к упомянутым выше преимуществам. Точность для определения фазы заготовки w может повышаться при использовании первой плоскости 9а и второй плоскости 9b. Например, даже если конечная точность диаметра шатунной шейки w1 отличается от каждой заготовки w, фаза заготовки w может быть точно определена. Кроме того, например, даже если заготовка w включает шатунную шейку w1, обработанную при помощи фрезы коленчатого вала, которой придают микроскопическую форму многоугольника, фаза заготовки может быть определена точно.
Дополнительно, также при определении фазы коленчатого вала w1 могут обеспечиваться такие преимущества. Кроме того, фаза коленчатого вала w1 может определяться без специальной секции контроля фазы из-за применения шатунной шейки w1 как секции контроля фазы заготовки.
Кроме того, фаза заготовки w вокруг заданной оси S может быть определена легко и гибко благодаря применению первой плоскости 9а или второй плоскости 9b. Дополнительно, может быть определена точно, несмотря на конечную размерную ошибку секции w1 контроля фазы заготовки w при помощи касания секции контроля фазы (шатунная шейка w1) заготовки w как с первой плоскостью 9а, так и со второй плоскостью 9b.
Изобретение относится к области обработки резанием, станкам с числовым программным управлением. Способ относится к станку со шпинделем, в котором корпус шпинделя поддерживают для параллельного движения в ортогональных направлениях по трем осям X, Y, Z, и включает крепление контрольного блока к периферии переднего конца корпуса шпинделя с небольшим вылетом, вращательную подачу заготовки вокруг заданной оси и корректировку угла поворота заготовки в соответствии с углом ее поворота во время касания между секцией контроля фазы заготовки и контрольным блоком. Устройство включает контрольный блок, который содержит элементы панелей, прямоугольные, если смотреть сбоку, закрепленные немного выступающими вперед непосредственно ниже шпинделя в самом низком положении периферии переднего конца корпуса шпинделя, который содержит первую плоскость, перпендикулярную направлению шпинделя, и вторую плоскость, параллельную как направлению шпинделя, так и заданной оси, устройство подачи заготовки, содержащее промежуточный стол, прямоугольный, если смотреть сверху, закрепленный горизонтально, рабочий приводной стол, закрепленный на одном конце верхней грани промежуточного стола, и центральный толкающий стол, закрепленный на другом его конце. При этом на рабочий приводной стол установлен стол числового программного управления, имеющий основную часть стола, закрепленную на промежуточном столе, часть патрона, расположенного на основной части стола, приводимого с возможностью вращения вокруг заданной оси в направлении оси Х посредством стола числового программного управления, и приводной центр, расположенный на основной части стола, размещенный на заданной оси, содержащий центр вращения конца заготовки, зажатой при помощи части патрона, и имеющий возможность вращательной подачи заготовки вокруг заданной оси и корректировки угла поворота заготовки в соответствии с углом поворота стола числового программного управления во время касания между секцией контроля фазы заготовки и контрольным блоком. 2 н. и 2 з.п. ф-лы, 8 ил.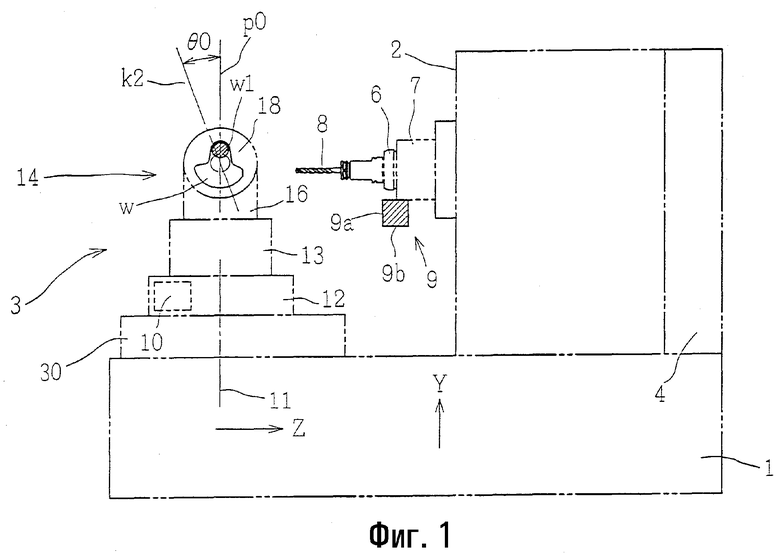
| JP 10244434 А, 14.09.1998 | |||
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ ПОЛОЖЕНИЯ ДЕТАЛИ | 1972 |
|
SU423602A1 |
| Устройство наладки станка для шлифования шатунных шеек коленчатых валов | 1984 |
|
SU1219311A1 |
| Агрегатный станок | 1985 |
|
SU1288026A1 |
| Устройство для базирования нежестких деталей | 1987 |
|
SU1537445A1 |

