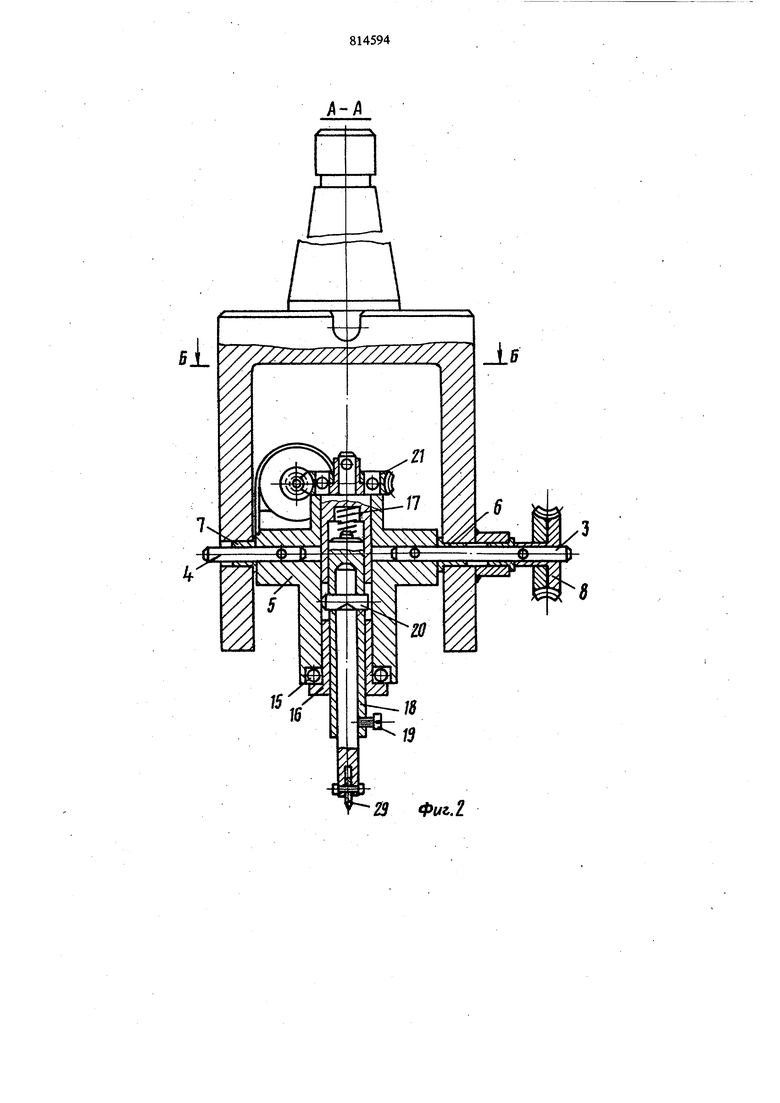
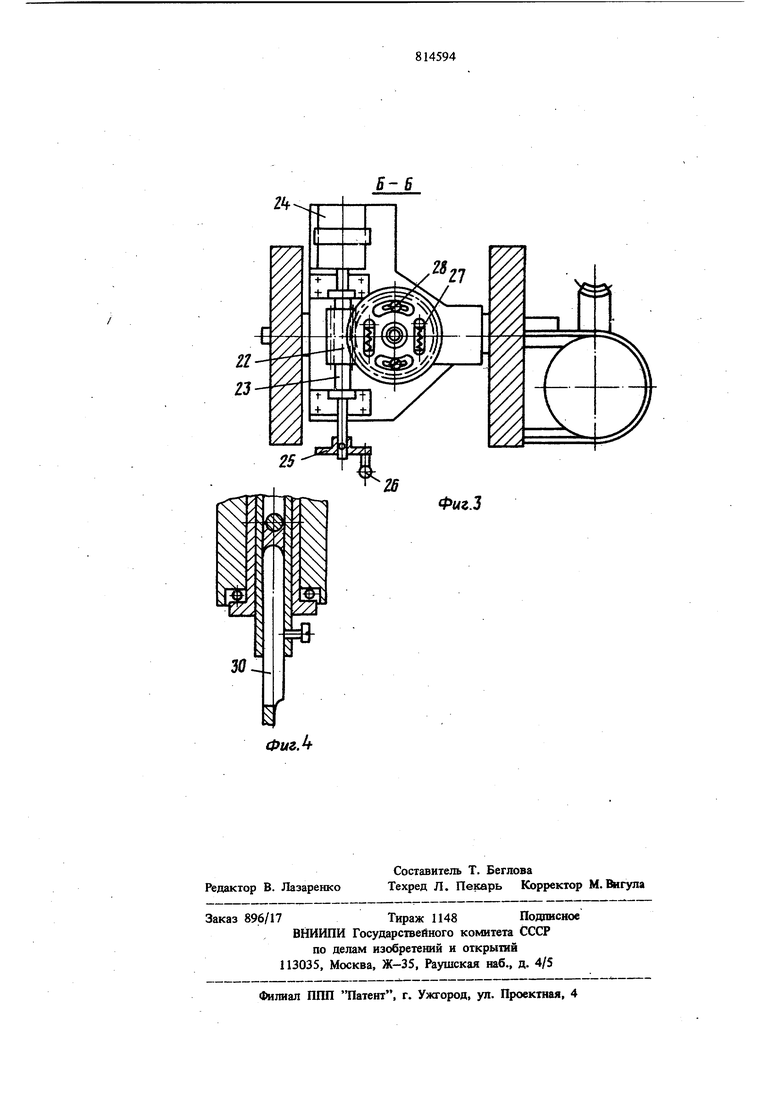
Изобретение относится к станкостроению, а именно к устройствам для станков с числовым программным управлением, и может быть использовано в транспортном машиностроении для разметки заготовок объемной технологичес кой оснастки. Известно устройство -для воспроизведения математических кривых,содержащее корпус, на котором установлен привод, связанное с приводом водило с зубчатым колесом - сателлитом, на котором зксцентрично установлен рабочий орган. На корпусе установлен второй привод с регулируемым числом оборотов для приведения во вращение второго зубчатого колеса, находящегося в зацеплении с водилом. Недостатком этого устройства является то, что оно предназначено для воспроизведения раз меточных линий на плоской поверхности. Известна и другая двухкоординатная механическая разметочная головка для станков с прог раммный управлением, состоящая из корпуса с кронштейном. В корпусе размещен узел углового поворота, нижняя часть которого содержит дугообразные направляющие с неподвижно закрепленными на них салазками. На салазках установлен щпиндель с фиксатором инструмента. Головка имеет приводы осевого и углового перемещения щпинделя и привод поворота узла углового перемещения вокруг вертикальной оси. Недостатком известной инструментальной головки является сложность конструкции и больщое количество соединений, что снижает надежность работы и точность. Отрицательной стороной является также узость диапазона перемещений щпинделя, поверхность которой ограничена дугами с центральным углом до 70 и невозможность ориентации инструмента вдоль нормали к поверхности различаемой заготовки в каждом кадре аппрокшмации. Цель изобретения - расцшрение технологических возможностей головки, повьпиение ее надежности и точности разметочных работ. Поставленная цель достигается тем, что в двухкоординатной инструментальной головке для станков с числовым программным управлением, имеющей корпус с хвостовиком для закрепления в шпинделе станка, патрон с фиксатором режущего инструмента, установленный в корпусе, и приводы перемещения патрона вокруг продольной оси. головки и вокруг оси, перпендикулярной продольной оси, корпус в нижней части вьшолнен в виде вилки, внутри которой на двух полуосях установлен патрон. Выполнение нижней части корпуса в виде вилки обеспечивает угловое перемещение инструменту от -120° до +120° относительно вертикальной оси, что позволяет производить разметку оснастки, поверхность которой ограничена дугой с центральным углом до 240°. Простота констр)гкции по сравнению с известной обеспечивает этой головке высокую надежность и точность выполнения разметочных работ. На фиг. 1 изображена инструментальная головка, общий вид; на фиг. 2 - разрез А-А. фиг. 1; на фиг. 3 - разрез Б-Б фиг. 2; на фиг. 4 - патрон с разметочным инструментом в виде резца, продольный разрез нижней части Двухкоординатная инструментальная головка имеет корпус 1 с хвостовиком 2. Нижняя часть корпуса выполнена в виде вилки, в которой на полуосях 3 и 4 установлен патрон 5 Полуоси 3 и 4 установлены в вилке на подшипниках 6 и 7. Патрон 5 через шестерню 8, установленную на свободном конце полуоси 3 и червяк 9, установленный на валу10, связан с шаговым двигателем 11, установленным на корпусе 1. Вал 10 установлен в подшипниках 12, размещенных на корпусе, и содержит на свободном конце маховик 13 с рукояткой 14 В патроне 5 установлена на подшипниках 15 обойма 16, внутри которой размещена подпру жиненная пружиной 17 втулка. 18 с фиксатором 19 разметочного инструмента. От выпадания втулка 18 зафиксирована штифтом 20, установ ленным в прорезях обоймы 16. Обойма 16 через жестко установленную на ее верхнем ко це шестерню 21 и червяк 22, установленный н валу 23, связана с шаговым двигателем 24, размещенным на патроне 5. Вал 23 установлен в подшипниках, размещенных на патроне 5, и имеет на свободном конце маховик 25 с руко яткой 26. Шестерня 8 и 21, которые подпружи нены относительно друг друга в направлении шага пружинами 27 и соединены винтами 28. Во втулку 18 устанавливают разметочный ин44струмент, выполненный в виде ролика 29 или резца 30. Головка работает следующим образом. Головку устанавливают хвостовиком 2 в шпиндель четырехкоординатного CTainca с числовым программным управлением. Заготовку объемной технологической оснастки, предназначенную для разметки, устанавливают на стол станка и фиксируют. Шпинделем станка и вращением рукояток 14 и 26 устанавливают разметочный инструмент 29 или 30 в исходное положение, одновременно задавая усилие его прижима к поверхности оснастки поджатием пружины 17. Включают станок и в соответствии с заданной программой стол станка перемещает оснастку по осям X к У, а шпиндель станка перемещает головку по оси 2, . Одновременно по программе шаговый двигатель 11 обеспечивает угловое перемещение патрона 5, так, что в каждый момент времени разметочный, инструмент находится в нормальном положении к поверхности размечаемой заготовки объемной технологической оснастки, а шаговый двигатель 24 постоянно ориентирует плоскость симметрии инструмента вдоль размечаемой линии. Разметный инструмент в виде ролика 29 используют для разметки деревянных или пластмассовых заготовок оснастки, а разметочный инструмент в виде резца 30 - для разметки металлических заготовок. Таким образом, предлагаемая головка имеет высокую надежность и обеспечивает точность разметочных работ. Формула изобретения Двухкоординатная инструментальная головка для станков с числовым программным управлением, содержащая корпус, установленный в нем патрон с фиксатором инструмента и приводами перемещения патрона вокруг продольной оси головки, и оси, пертендикулярной к ней, о тличающаяся тем, что, с целью расширения технологических возможностей головки, повышения надежности ее работы и точности разметки, корпус выполтн в виде вилки, внутри которой на Двух полуосях установлен патрон.
29 Фиг,.
Iti30
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальная головка | 1979 |
|
SU876327A1 |
| Инструментальная головка | 1982 |
|
SU1016089A1 |
| Станок с программным управлением | 1980 |
|
SU901001A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1970 |
|
SU267302A1 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Расточная головка | 1977 |
|
SU689784A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |