Изобретение относится к канатному производству и может быть использовано для изготовления проволочных канатов с заданной формой их поперечного сечения.
Такие канаты изготавливаются на канатовьющих машинах различной конструкции. Типы витых канатов (их поперечные сечения), а также технология их производства и оборудование приведены, например, в БСЭ, 3-е изд., т.11, с.317-318 и с.320. Обязательным элементом канатовьющей машины является обжимной механизм с плашками.
Известно устройство для изготовления канатов, включающее канатовьющую машину и роликовую клеть для обжатия канатов, установленную между вытяжным механизмом и ротором канатовьющей машины (см. пат. РФ №2245407, кл. D07В 7/02, опубл. в БИ №3, 2005 г.). Это устройство является сложным в изготовлении и эксплуатации.
Наиболее близким аналогом к заявляемому устройству является канатовьющая машина, описанная в пат. РФ №2230144, кл. D07В 7/02, опубл. в БИ №14, 2004 г.
Эта машина содержит обжимное свивающее устройство и изгибающие ролики и характеризуется тем, что на участке канатной машины от зарядной катушки до обжимных плашек создается натяжение проволоки, равное 10…20% от ее разрывного усилия, а готовое изделие подвергается изгибу в роликовом блоке в вертикальной и горизонтальной плоскостях. Однако такая машина пригодна только для свивки канатов круглого поперечного сечения.
Технической задачей настоящего изобретения является повышение эксплуатационных характеристик канатов, в том числе - продление срока их службы.
Для решения этой задачи предлагаемая канатовьющая машина содержит обжимное свивающее устройство и деформирующий роликовый блок, дополнительно - распределительный шаблон и два деформирующих блока, выполненных с возможностью изменения их местоположения, первый из которых установлен за свивающим устройством на расстоянии 2…3 шагов t свивки каната и под углом, равным углу свивки прядей в канате, а второй блок последовательно установлен за первым на расстоянии 2 t, при этом величина обжатия каната в первом блоке составляет 0,3…0,8 от величины обжатия во втором блоке, форма роликов которого выбирается в зависимости от формы поперечного сечения готового каната; количество роликов в блоках может быть равно двум-трем, а форма образующей поверхности роликов в первом деформирующем блоке - может быть прямолинейной или круговой.
Приведенные параметры машины получены опытным путем и являются эмпирическими.
Сущность заявляемого технического решения заключается в наличии у машины распределительного шаблона, обеспечивающего необходимое и одинаковое расстояние между проволоками (или прядями), входящими в обжимное устройство (плашку). Кроме того, машина содержит два роликовых деформирующих блока, первый из которых расположен к оси каната под углом, равным углу свивки его проволок (прядей), а местоположение блоков зависит от величины шага свивки каната. Все это обеспечивает получение канатов различного по форме поперечного сечения, что повышает их эксплуатационные характеристики и продляет срок службы канатов.
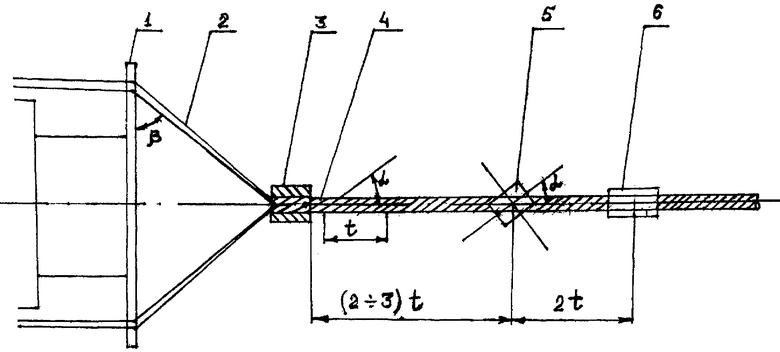
Заявляемая канатовьющая машина (отличительная ее часть) показана схематично на чертеже.
Эта часть машины содержит распределительный шаблон 1, из которого проволоки 2 под углом β поступают в обжимное устройство 3, а затем свитый канат 4 (прядь) заходит в первый деформирующий блок 5, установленный под углом α (равным углу свивки) к оси каната и на расстоянии (2…3) t от обжимного устройства. После выхода из первого блока канат поступает во второй деформирующий блок 6, отстоящий от первого на расстоянии 2 t, и на этом свивка каната завершается. Первый блок выполнен с возможность изменения его местоположения относительно оси каната, т.е. в зависимости от величины угла свивки прядей. Оба блока могут устанавливаться в различных местах вдоль по оси каната.
Опытную проверку заявляемой машины осуществляли в ОАО «Магнитогорский металлургический комбинат». С этой целью у канатовьющей машины изменяли параметры α и величины расстояний l2 между деформирующими блоками, а также расстояние l1 от первого блока до обжимного устройства, оценивая результаты по эксплуатационным характеристикам канатов различных сечений и сроку их службы.
Наилучшие результаты (максимальная величина разрывного усилия и полная нераскручиваемость каната при наибольшем сроке его работы) получены с использованием предлагаемой канатовьющей машины; отклонения от рекомендуемых ее конструкции и параметров ухудшали достигнутые показатели.
Так, отсутствие распределительного шаблона (при оптимальных величинах α, l1 и l2) ухудшало плотность свивки и приводило в отдельных случаях к раскручиванию канатов, особенно при максимальных нагрузках. Наличие только одного из деформирующих блоков, а также при α=0 у первого из них снижало величину максимального разрывного усилия каната. При l1≠(2…3)t и l2≠2t снижался срок службы каната, очевидно, из-за излишне плотной (при l1<2t и l2<2t) «укладки пряди», а при l1>3t и l2>2t - из-за недостаточной ее плотности. Аналогичные результаты получались при величине угла α первого блока, не соответствующей углу свивки каната, а также при величине обжатия в первом блоке, не равной 0,3…0,8 этой величины во втором блоке.
Увеличение количества роликов в блоках не улучшило характеристики канатов и не увеличило их работоспособность. Оптимальной признана и форма образующей поверхности роликов в первом деформирующем блоке: прямолинейная для трехгранных и шестигранных канатов и круговая для круглых.
Устройство, взятое в качестве ближайшего аналога, в опытах не использовалось из-за невозможности его применения для получения канатов с поперечным сечением, отличным от круглого. Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известным объектом.
Технико-экономические исследования показали, что использование настоящего изобретения позволит расширить сортамент изготавливаемых канатов, улучшить их эксплуатационные характеристики с продлением срока службы не менее чем на 30%.
Пример конкретного выполнения
Канатовьющая машина имеет конструкцию, показанную на чертеже.
На машине изготавливается канат трехугольного поперечного сечения со стороной 30 мм из проволок диаметром 1,5 мм и 2,1 мм. Параметры каната: α=5°, t=54 мм.
Величина l1=2,5t=135 мм, l2=2,0t=108 мм, β=45°.
Величина обжатия во втором деформирующем блоке - 2,5 мм, в первом - 0,55 2,5≅1,4 мм.
Количество роликов с прямолинейной образующей в обоих блоках - 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАМОТКИ КАНАТОВ ДИАМЕТРОМ ДО 0,5 МИЛЛИМЕТРОВ | 2017 |
|
RU2654413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| ОБЖИМНОЕ УСТРОЙСТВО К КАНАТОВЬЮЩЕЙ МАШИНЕ | 1996 |
|
RU2097460C1 |
| Преформатор к канатовьющей машине | 1991 |
|
SU1779272A3 |
| Способ изготовления каната из фасонных элементов | 1983 |
|
SU1266911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| Канатовьющая машина | 1978 |
|
SU730907A2 |
| Канатовьющая машина | 1986 |
|
SU1377315A1 |
| Канатовьющая машина | 1981 |
|
SU910009A1 |
| Устройство для изготовленияфАСОННО-пРядНыХ KAHATOB | 1979 |
|
SU798213A1 |
Изобретение относится к канатному производству и может быть использовано для изготовления проволочных канатов с заданной формой их поперечного сечения. Машина содержит обжимное свивающее устройство и деформирующий роликовый блок, распределительный шаблон и два деформирующих блока. Блоки выполнены с возможностью изменения их местоположения, первый из которых установлен за свивающим устройством на расстоянии 2-3 шагов t свивки каната и под углом, равным углу свивки прядей в канате, а второй блок последовательно установлен за первым на расстоянии 2 t, при этом величина обжатия каната в первом блоке составляет 0,3-0,8 от величины обжатия во втором блоке. Форма роликов второго деформирующего блока выбирается в зависимости от формы поперечного сечения готового каната. Обеспечивается повышение эксплуатационных характеристик канатов, например продление срока их службы. 2 з.п. ф-лы, 1 ил.
1. Канатовьющая машина, содержащая обжимное свивающее устройство и деформирующий роликовый блок, отличающаяся тем, что машина содержит распределительный шаблон и два деформирующих блока, выполненных с возможностью изменения их местоположения, первый из которых установлен за свивающим устройством на расстоянии 2-3 шагов t свивки каната и под углом, равным углу свивки прядей в канате, а второй блок последовательно установлен за первым на расстоянии 2 t, при этом величина обжатия каната в первом блоке составляет 0,3-0,8 от величины обжатия во втором блоке, форма роликов которого выбирается в зависимости от формы поперечного сечения готового каната.
2. Машина по п.1, отличающаяся тем, что количество роликов в блоках может быть равно двум или трем.
3. Машина по п.1 или 2, отличающаяся тем, что форма образующей поверхности роликов в первом деформирующем блоке - прямолинейная или круговая.
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2230144C1 |
| Канатовьющая машина | 1983 |
|
SU1142551A1 |
| Устройство для натяжения тягового органа реверсивной транспортной установки | 1982 |
|
SU1127822A1 |
| КАНАТОВЬЮЩАЯ МАШИНА | 1997 |
|
RU2123079C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |

