Изобретение относится к области металлообработки и может быть использовано при обработке дисков пил.
Известны зажимные устройства для металлорежущих станков, включающие оправку и зажимные элементы [1].
Существенными недостатками данных зажимных устройств являются: невозможность одновременной обточки по наружному и внутреннему диаметру с одной установки одновременно, сложность переналадки.
Известно выбранное в качестве прототипа зажимное устройство для изготовления дисков пил, включающее зажимные элементы и оправку, состоящую из основания и направляющей втулки, в котором центровку обрабатываемого пакета заготовок производят непосредственно по чистовой поверхности (посадочному отверстию) диска, а обработку диска проводят по наружному диаметру [2].
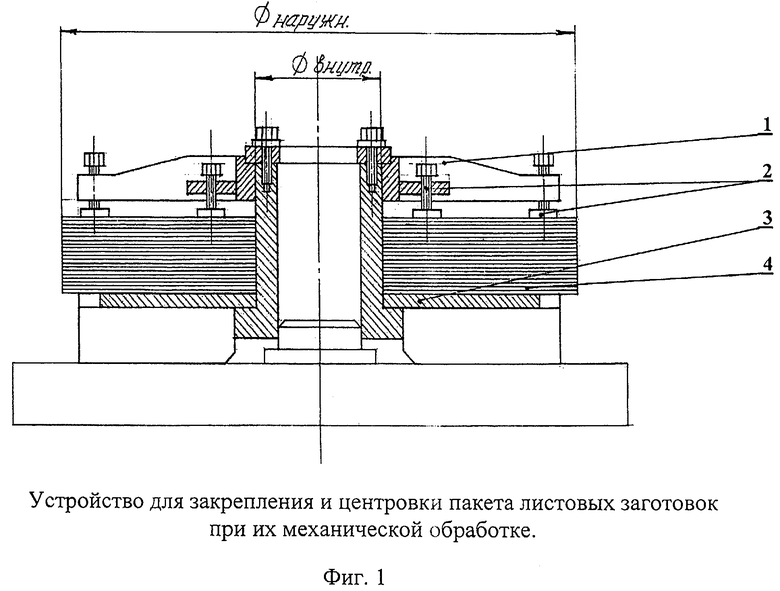
Устройство (фиг.1) содержит: 1 - корпус прижима; 2 - зажимные элементы; 3 - оправка с направляющей втулкой; 4 - пакет заготовок. Устройство работает следующим образом. В заготовках с окончательно расточенными центральными отверстиями сверлятся по кондуктору поводковые отверстия. Затем заготовки набираются в пакет заготовок 4 на оправку с направляющей втулкой 3. После этого производится фиксация пакета заготовок 4 с помощью корпуса прижима 1 и зажимных элементов 2. Собранное устройство устанавливают на центр планшайбы токарно-карусельного станка, базируясь по направляющей втулке, зажимают четырьмя кулачками, после чего осуществляют обточку пакета по наружному диаметру.
Существенными недостатками данного зажимного устройства являются:
1. Высокая длительность обработки дисков в связи с невозможностью одновременной расточки отверстия и обточки по наружному диаметру.
2. Несоосность изготавливаемых дисков.
3. Высокое радиальное биение изготавливаемых дисков.
Желаемыми техническими результатами изобретения являются: снижение длительности обработки дисков в связи с проведением одновременной расточки отверстия и обточки по наружному диаметру; гарантия соосности изготовляемых дисков; исключение радиального биения дисков.
Для этого предлагается устройство для обработки дисков пил, содержащее зажимные элементы и оправку, причем устройство снабжено центрирующей втулкой и стягивающими шпильками и выполнено с возможностью центрирования пакета листовых заготовок непосредственно по предварительно обработанному центральному отверстию посредством индикаторной головки и окончательной расточки центрального отверстия пакета заготовок одновременно с обточкой по наружному диаметру.
Устройство (фиг.2) содержит: 1 - корпус прижима; 2 - зажимные элементы; 3 - оправка с втулкой центрирующей; 4 - пакет заготовок; 5 - шпильки стягивающие. Устройство работает следующим образом. В заготовках с расточенными предварительно центральными отверстиями сверлятся по кондуктору поводковые отверстия. Затем на оправку с втулкой центрирующей 3 набирается пакет заготовок 4, которые центрируются шпильками стягивающими 5. После этого сверху крепят корпус прижима 1 и пакет заготовок стягивают зажимными элементами 2. Собранное устройство устанавливают на центр планшайбы токарно-карусельного станка, предварительно базируясь по втулке центрирующей. Окончательную выверку осуществляют по предварительно обработанному центральному отверстию при помощи индикаторной головки. Выверенное устройство фиксируется четырьмя кулачками планшайбы. Окончательную расточку центрального отверстия и обточку по наружному диаметру выполняют с одной установки. Обе операции осуществляют одновременно двумя суппортами станка.
Заявляемое устройство было опробовано при изготовлении пил горячей резки.
Заявляемое устройство для изготовления дисков пил позволило:
1. Снизить длительность изготовления дисков на 40 мин.
2. Гарантировать соосность в пределах допуска (0,3-0,4 мм).
3. Исключить радиальное биение изготавливаемых дисков.
Источники информации
1. B.C.Кузнецов, В.А.Пономарев Универсально-сборные приспособления. - М.: Машиностроение - 1974, 156 с.
2. Технологическая инструкция ОАО «КМК» ТИ 58-СП-016-2004 «Производство дисков пил горячей резки», Новокузнецк, 2004. - 15 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| ГОРИЗОНТАЛЬНАЯ МНОГОСТУПЕНЧАТАЯ СЕКЦИОННАЯ ЦЕНТРОБЕЖНАЯ НАСОСНАЯ УСТАНОВКА И СПОСОБ СБОРКИ НАСОСНОЙ УСТАНОВКИ | 2013 |
|
RU2529979C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ ОСЕЙ | 2014 |
|
RU2551752C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| СПОСОБ СБОРКИ И ОБКАТКИ ПОДШИПНИКОВОГО ПОГОНА И СТЕНД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2249192C2 |
| Способ механической обработки железнодорожных колес | 1983 |
|
SU1159720A1 |
Изобретение относится к области металлообработки и может быть использовано при обработке дисков пил. Зажимное устройство для обработки дисков пил включает зажимные элементы и оправку. Оправка снабжена центрирующей втулкой и стягивающими шпильками. Центровку пакета листовых заготовок производят непосредственно по обрабатываемому отверстию при помощи индикаторной головки, а окончательную расточку отверстия и обточку по наружному диаметру выполняют одновременно. Применение данного устройства позволяет снизить длительность обработки дисков, гарантировать соосность изготовляемых дисков и исключить радиальное биение дисков. 2 ил.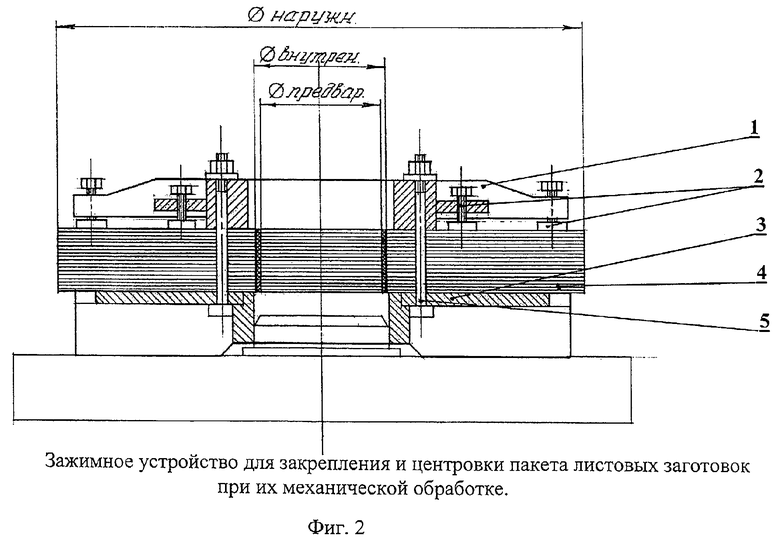
Устройство для изготовления дисков пил, содержащее зажимные элементы и оправку, отличающееся тем, что устройство снабжено центрирующей втулкой и стягивающими шпильками и выполнено с возможностью центрирования пакета листовых заготовок непосредственно по предварительно обработанному центральному отверстию посредством индикаторной головки и окончательной расточки центрального отверстия пакета заготовок одновременно с обточкой по наружному диаметру.
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| - НОВОКУЗНЕЦК, 2004, 15 с | |||
| Способ изготовления полотен пил | 1987 |
|
SU1491630A1 |
| СПОСОБ СОЗДАНИЯ КОСМИЧЕСКОЙ ГЕОДЕЗИЧЕСКОЙ СЕТИ | 1997 |
|
RU2124217C1 |
| US 4342450, 03.08.1982 | |||
| US 4228701, 21.10.1980. | |||

