Изобретение относится к оборудованию для механической обработки, в частности для обточки и сверления колес с литым диском из легкого сплава, в соответствии с ограничительной частью основного пункта 1 формулы изобретения.
В области техники изготовления колес с литым диском из легкого сплава, в частности из алюминиевого сплава, механическая обработка, в основном необходимая для этих металлических частей, включает в себя обточку и сверление в соответствии с заранее установленными рабочими циклами.
Эти рабочие циклы, как правило, содержат довольно короткое время цикла, порядка нескольких минут, в котором время, за которое инструменты перемещаются (иначе известное как «время смены»), и время на загрузку/разгрузку обрабатываемой детали достаточно значительно по сравнению с фактическим временем, в течение которого станки работают за общее время цикла. В качестве примера можно отметить, что оно может составлять 30% и более от времени цикла обработки в случае времени цикла порядка приблизительно 1 мин.
Очевидно также, что по мере сокращения заданного времени цикла (в результате, например, сокращенного рабочего времени на снятие стружки) из-за того, что время смены и загрузки/разгрузки остается в основном неизменным, этот эффект увеличивается пропорционально, ухудшая общую производительность оборудования для обработки.
Основной задачей изобретения является создание оборудования для обработки, специально разработанного для обточки и сверления колес с диском из легкого сплава, с признаками, которые радикально снижают время простоя, под которым понимается время, затрачиваемое на вспомогательные операции (время смены и время загрузки/разгрузки обрабатываемой детали), в течение которого отсутствует механическая обработка со снятием стружки, по сравнению с общим временем цикла, с вытекающим из этого увеличением общей производительности оборудования.
Эта задача и другие, которые указаны ниже в описании, осуществляются оборудованием для механической обработки, выполненным в соответствии с прилагаемой формулой.
Другие преимущества и признаки настоящего изобретения станут ясны из нижеследующего подробного описания, которое приводится со ссылкой на прилагаемые чертежи, представленные исключительно в качестве примера, на которых:
фиг.1 представляет собой схематический вид спереди оборудования для обработки согласно настоящему изобретению,
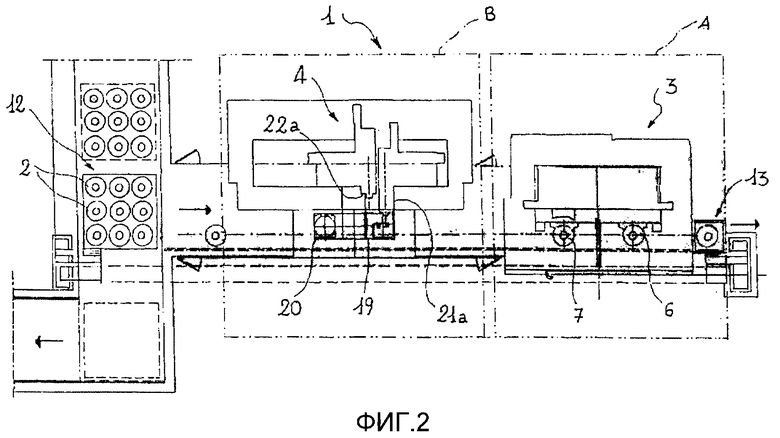
фиг.2 представляет собой схематический вид в плане оборудования, показанного на фиг.1,
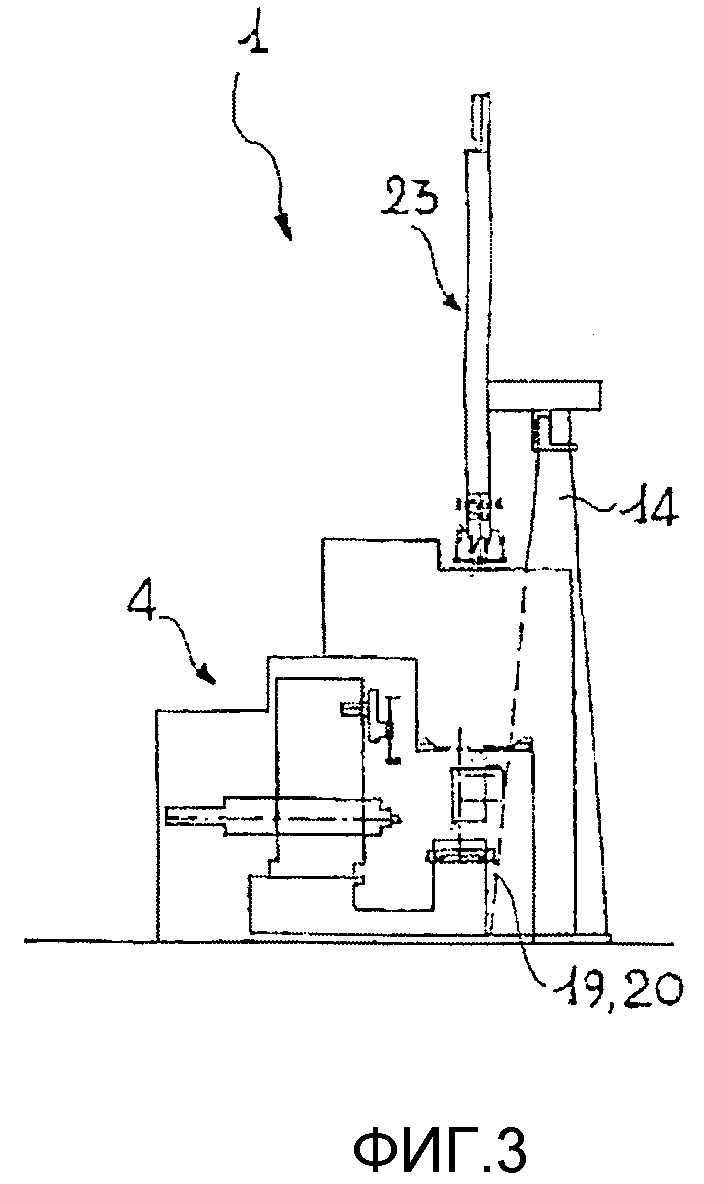
фиг.3 представляет собой схематический вид сбоку оборудования, показанного на предыдущих чертежах.
Согласно упомянутым чертежам, ссылочная позиция 1 обозначает в целом оборудование для механической обработки для обточки и сверления колес 2 с литым диском из легкого сплава, особенно из алюминиевого сплава, созданного в соответствии с настоящим изобретением.
Оборудование 1 содержит узел 3 обточки, объединенный с узлом 4 сверления, рабочие зоны которых обозначены соответственно А и В на фиг.2 (пунктирной линией с двумя точками).
Узел 3 обточки содержит основание 5, на котором расположена пара зажимов 6, 7 с соответствующими осями вращения Х, Х' для крепления обрабатываемых деталей (колес 2) и головка 8 для обтачивания, сконструированная для работы поочередно совместно с одним или с другим из зажимов 6, 7. Более конкретно, головка 8 содержит вертикальный стояк 9 на основании 5, на котором расположены направляющее средство и средство управления для инструментальной каретки 10, которая может совершать управляемые перемещения от зажимов 6, 7 и к ним вдоль направления, параллельного оси Y, перпендикулярной осям Х, Х' так, что головка 8 для обтачивания может работать в зоне одного или другого из зажимов 6, 7 поочередно.
Зажимы 6, 7 также обслуживаются одной кареткой для вращения обрабатываемой детали. Позиция 11 обозначает первое устройство для загрузки/выгрузки детали, которое образует часть системы для перемещения деталей и проходит в пределах рабочих зон А и В через магазин 12, из которого берутся требующие обработки колеса 2, и блок 13 для выгрузки обработанных колес 2.
Обычно система перемещения образована вертикальными стояками 14, которые предназначены служить опорой для балки 15, расположенной выше рабочих узлов 3, 4 и включающей в себя направляющее средство для направления устройства 11 в соответствующую рабочую зону. Балка 15 проходит продольно между магазином 12 и блоком 13 выгрузки.
Устройство 11 содержит манипулятор 16, который может перемещаться поперечно в направлении перемещения устройства вдоль балки 15, приближаясь/удаляясь от зажимов 6, 7 для осуществления операций загрузки/выгрузки колес 2 с узла 3 обточки. Предпочтительно манипулятор 16 имеет на одном конце загрузочно-разгрузочное устройство 17, предназначенное для захвата колес 2.
Узел 4 сверления, относящийся к рабочей зоне В, функционально связан с узлом 3 обточки и содержит соответствующее основание 18, на котором расположены первое и второе удерживающие деталь устройства, обозначенные 19 и 20 соответственно. Узел 4 сверления также содержит пару сверлильных головок 21, 22, каждая из которых снабжена соответствующей револьверной головкой с инструментами, выполненной с возможностью осуществления по меньшей мере трех рабочих перемещений по трем соответствующим управляемым осям и соединенной с соответствующим магазином инструментов, который не показан. Головки 21, 22 включены в узел 4 сверления так, что каждая может работать со своим соответствующим удерживающим деталь устройством или обе могут работать на одном и том же устройстве для того, чтобы в этом случае осуществлять соответственные и отдельные операции сверления в течение одного рабочего цикла, в котором на одной головке осуществляется установка инструмента для осуществления последующих операций сверления, в то же время другая сверлильная головка активно занята обработкой колеса 2.
Предусмотрено также, что сверлильные головки 21, 22, кроме того, включены в рабочий узел 4 с возможностью осуществления за один рабочий цикл различных операций сверления колеса 2, закрепленного в одном из устройств 19, 20, в то время, как деталь загружается/выгружается из другого устройства.
В связи с этим оборудование содержит второе устройство для загрузки/выгрузки детали, обозначенное как 23, которое конструктивно и функционально идентично устройству 11 и соответствующим образом включает в себя манипулятор 24 с загрузочно-разгрузочным элементом 25 для захвата колес 2. Так же как в случае устройства 11, устройство 23 направляется вдоль балки 15 для перемещения колес при осуществлении операций загрузки/вгрузки с удерживающих деталь устройств 19, 20 и взятия колес 2 из магазина 12 и переноса их в рабочую зону, предназначенную для операций обточки и наоборот.
Для удобства устройства 11, 23 входят в оборудование 1 для перемещения обрабатываемых деталей (колес 2) от и к одному или другому узлу 3, 4 обработки так, что механические операции сверления и обточки происходят одновременно с операциями загрузки/выгрузки из удерживающих детали устройств и зажимов и одновременно с этапами, на которых происходит установка обрабатывающих головок.
В процессе работы, сначала в отношении рабочей зоны А, в которой осуществляется обточка, предусмотрено, что в то время, когда с колеса, закрепленного в одном из зажимов 6, 7, снимается стружка, одновременно деталь загружается и выгружается из другого зажима с использованием устройства 11. Таким образом, этапы ускорения/замедления одного из зажимов до и после этапов установки инструмента имеют место в перекрытое время, в течение которого стружка снимается с детали, захваченной другим зажимом. Из этого следует, что вследствие этого зажимы 6, 7 не подвержены времени простоя, под которым понимается время, необходимое для загрузки/выгрузки деталей, время на ускорение/замедление зажима и время на смену инструментов.
Аналогично в отношении рабочей зоны В, в которой осуществляется сверление, осуществляются операции сверления колеса, закрепленного на одном из устройств 19, 20, в то время, как обрабатываемая деталь загружается/выгружается из другого из устройств 19, 20 с использованием средств 11, 23. Поэтому в этом случае время простоя тоже скрадывается, поскольку время загрузки/выгрузки и время установки инструмента для одного устройства являются в то же время полезным временем обработки со снятием стружки для другого устройства. Предусмотрено, что операции сверления за один цикл осуществляются только одной из двух сверлильных головок или обеими. В последнем случае в то время как одна из головок 19, 20 осуществляет операцию сверления, на другую головку устанавливается новый инструмент так, чтобы он мог выполнить следующую операцию сверления.
Когда обе головки 19, 20 завершают операцию сверления, определенную рабочим циклом, они перемещаются в направлении близлежащего удерживающего деталь устройства для осуществления следующего цикла обработки.
Следует отметить, что в оборудовании 1 детали могут быть обработаны с соответствующим контролем сначала в узле 3 обточки, а затем в узле 4 сверления или наоборот, обрабатывающие головки и устройства загрузки/выгрузки предназначены для работы обоими указанными способами.
Следует также отметить, что использование двух сверлильных головок, включенных в узел 4 обработки, делает возможным использование устройства смены инструментов в основном простого типа с преимуществом, заключающимся в простоте управления узлом обработки.
Изобретение таким образом решает поставленные задачи, обеспечивая множество преимуществ по сравнению с известными решениями.
Во-первых, оборудование согласно изобретению делает возможным существенное сокращение времени простоя во время рабочего цикла, при вышеуказанном значении термина, с преимущественным увеличением производительности по сравнению с известными решениями.
В частности, оборудование согласно изобретению делает возможным достижение радикального сокращения в отношении времени загрузки/разгрузки и времени на установку инструмента и перемещение инструмента/стола с деталями в рамках общего времени цикла так, что эти вспомогательные операции не влияют на время цикла в отношении фактического времени на удаление стружки, установленного в рабочем цикле.
Более того, в результате признаков оборудования согласно изобретению, обрабатывающие инструменты, расположенные в узлах обработки, не подвергаются останову для осуществления операций, отличных от фактической обработки со снятием стружки, с вытекающей из этого максимизацией производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА АРТИЛЛЕРИЙСКОГО ОРУДИЯ | 2010 |
|
RU2419757C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| ПОРТАЛЬНЫЙ СТАНОК | 1997 |
|
RU2130824C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Автомат для обработки деталей тормозных колодок | 1981 |
|
SU1076252A1 |
Изобретение относится к оборудованию для механической обработки, в частности для обточки и сверления колес с литым диском из легкого сплава. Оборудование содержит по меньшей мере один узел обточки с двумя зажимами для крепления обрабатываемых деталей и головку для обтачивания, предназначенную для работы поочередно с одним или с другим из упомянутых зажимов, по меньшей мере одно первое устройство для загрузки или выгрузки детали для перемещения обрабатываемых деталей к одному или другому из упомянутых зажимов, по меньшей мере один узел сверления, функционально связанный с узлом обточки, по меньшей мере одно второе устройство для загрузки или выгрузки детали для перемещения обрабатываемых деталей в упомянутом по меньшей мере одном узле сверления. Первое и второе устройства включены в оборудование для перемещения обрабатываемых деталей к одному или другому из упомянутых узлов обточки и сверления или от них так, что механическая обработка в узлах обточки и сверления происходит одновременно с операциями загрузки и выгрузки деталей в оборудование и из него. Узел сверления включает по меньшей мере одну первую сверлильную головку, соединенную с по меньшей мере одним соответствующим первым удерживающим деталь средством. Детали загружаются или выгружаются из одного из зажимов одновременно с механической обработкой, осуществляемой на другом зажиме. В результате обеспечивается уменьшение времени простоя оборудования и повышение производительности. 2 н. и 6 з.п. ф-лы, 3 ил.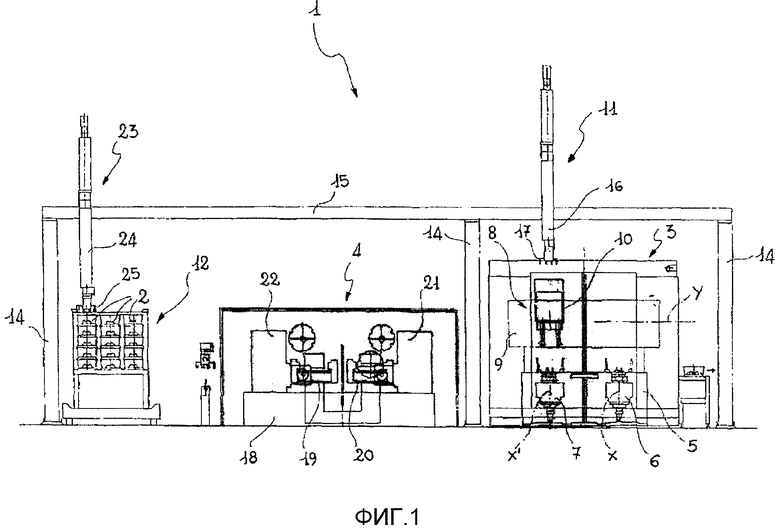
| US 4782567 A1, 08.11.1988 | |||
| Многопозиционный автомат | 1980 |
|
SU933388A1 |
| Автоматическая линия для механической обработки деталей | 1980 |
|
SU895622A2 |
| US 4999895 A1, 19.03.1991 | |||
| DE 20118456 U, 31.01.2002 | |||
| DE 3722180 A1, 12.01.1989. | |||

