Изобретение относится к непрерывному способу, согласно ограничительной части п.1 формулы, служащему для деформации металлического плоского материала в металлический гофрированный профиль, а также к устройству для осуществления этого способа, согласно ограничительной части п.9 формулы.
Далее изобретение относится к способу непрерывного изготовления комбинированного материала, согласно ограничительной части п.16 формулы, при котором отформованный способом, согласно изобретению, гофрированный плоский материал соединяют с другим плоским материалом, к изготовленному способом по п.16 комбинированному материалу и к установке для осуществления способа изготовления, согласно ограничительной части п.18 формулы.
Из DE 3126948 С2 и DE 3114821 С2 известны способ и устройство, где из металлического плоского материала непрерывно отформовывают металлический гофрированный профиль за счет того, что плоский материал пропускают между двумя находящимися в зацеплении между собой зубчатыми венцами двух вращающихся зубчатых валков. Для изготовления комбинированного материала на деформированный таким образом гофрированный плоский материал накладывают, по меньшей мере, один другой плоский материал и закрепляют на нем. Изготовленный таким образом комбинированный материал обладает по сравнению с массивными материалами при тех же размерах сопоставимыми механическими свойствами, однако имеет гораздо меньший вес.
Из ЕР 0939176 А2 известны способ и устройство, где периодически с помощью пресса на металлическом плоском материале отформовывают трапецеобразный в сечении гофрированный профиль. После отформовывания гофрированного профиля на каждой стороне плоского материала на возвышениях гофрированного профиля закрепляют другой плоский материал, образуя комбинированный материал.
Известными из этих публикаций способами и устройствами невозможно, однако, ни формование гофрированного плоского материала с изменяющимися высотами и сечениями профиля, ни изготовление составленного из гофрированного плоского и, по меньшей мере, одного другого плоского материалов комбинированного материала, у которого гофрированный плоский материал имеет изменяющиеся высоты или сечения профиля.
В DE 2236807 А раскрыто устройство для поперечной прокатки профильных листов, у которого для регулирования желаемой высоты профиля формующие сегменты расположены на валках с возможностью перемещения в радиальном направлении. Для регулирования расстояния между профилями профильных листов формующие сегменты могут быть расположены при этом с возможностью перемещения на валках в направлении периферии.
Другие способы и устройства для волнообразной деформации плоского материала известны из Patent Abstracts of Japan, Band 008, Nr.146 (M-307), 7 июля 1984 г. (JP 59042135 А) и Band 13, Nr.484 (М-886), 2 ноября 1989 г. (JP 01192424 А).
Задачей изобретения является создание непрерывного способа и устройства для деформации металлического плоского материала в металлический гофрированный профиль, а также к способу и установке для непрерывного изготовления комбинированного материала из гофрированного плоского материала и, по меньшей мере, одного другого плоского материала, при котором или у которой с небольшими затратами и высокой гибкостью простым образом могут быть изготовлены самые разные высоты и сечения профиля гофрированного плоского материала.
Изобретение решает эту задачу посредством способа с признаками п.1 формулы и посредством устройства с признаками п.9 для деформации металлического плоского материала в металлический гофрированный профиль. Далее изобретение решает эту задачу посредством способа с признаками п.16 для непрерывного изготовления комбинированного материала, посредством комбинированного материала с признаками п.20 и посредством установки с признаками п.18 для непрерывного изготовления комбинированного материала.
Согласно изобретению, деформацию металлического плоского материала, который может представлять собой, например, лист, полотно или полосу из твердого металлического сплава, такого как наклепанный, полностью закаленный алюминиевый сплав, пригодная для холодного формоизменения сталь и т.п., осуществляют с помощью находящихся в зацеплении между собой зубчатых венцов двух вращающихся валков. За счет механических свойств деформируемого плоского материала, в частности подобных твердых сплавов, обладающих сравнительно малым относительным удлинением и соответственно с трудом подвергаемых деформации, использование находящихся в зацеплении между собой валков для деформации плоского материала в гофрированный профиль имеет то преимущество, что плоский материал может быть деформирован в желаемый гофрированный профиль сравнительно щадящим образом и с относительно малыми деформационными усилиями.
Этот щадящий способ деформации плоского материала в гофрированные профили усовершенствован, согласно изобретению, таким образом, что с небольшими затратами быстро и просто могут быть отформованы самые разные высоты и сечения гофрированного профиля окончательно деформированного гофрированного плоского материала.
Для этой цели в качестве важной идеи изобретения предложено целенаправленно изменять осевое расстояние между валками до и, при необходимости, даже во время деформационного процесса с возможностью отформовывания желаемой высоты гофрированного профиля. Таким образом, высоту гофрированного профиля или зависимую от высоты профиля гофрированного плоского материала толщину готового комбинированного материала можно целенаправленно приспособить к данной цели применения без необходимости обычной в уровне техники замены для этого валков или деформирующих инструментов с соответственно длительным подготовительно-заключительным и вспомогательным временем.
Далее собственно деформационный процесс, который может представлять собой обычно холодную обработку давлением, т.е. деформационный процесс, при котором температура деформируемого плоского материала лежит в пределах температуры рекристаллизации, можно целенаправленно приспособить к свойствам деформируемого материала, так что у твердых материалов или материалов сравнительно большой толщины отформовывают гофрированный профиль меньшей высоты, с тем чтобы поддерживать низкой степень деформации, тогда как мягкие или тонкие материалы могут деформироваться с соответственно более высокими степенями деформации.
Дополнительно, согласно изобретению, предложено за счет проворачивания валков по отношению друг к другу отрегулировать боковой зазор между двумя находящимися в зацеплении между собой зубчатыми венцами, с тем чтобы, кроме того, целенаправленно воздействовать, таким образом, на сечение гофрированного профиля и оптимизировать его в отношении последующего назначения гофрированного плоского материала или комбинированного материала.
Другие предпочтительные варианты способа, согласно изобретению, и усовершенствования устройств, согласно изобретению, и также преимущества изобретения приведены в нижеследующем описании, на чертежах и в зависимых пунктах формулы.
Так, у одного особенно предпочтительного варианта способа, согласно изобретению, для деформации металлического плоского материала предложено для получения симметричного или ненесимметричного сечения гофрированного профиля переставлять валки по отношению друг к другу. В то время как в одном положении вращения валков по отношению друг к другу, в котором зубья одного валка позиционированы симметрично между зубьями другого валка, отформовывают симметричный в сечении гофрированный профиль, можно за счет изменения бокового зазора между зубчатыми венцами обоих валков отформовать также гофрированный профиль, у которого углы положения боковых сторон гофрированного профиля отличаются друг от друга, т.е. отформовано несимметричное сечение профиля. Благодаря этому можно получать гофрированный плоский материал, у которого возможен ориентированный по направлению ввод усилий в гофрированный плоский материал путем ориентирования отдельных боковых сторон профиля при отформовывании гофрированного профиля целенаправленно в направлении воздействующих усилий.
Кроме того, у одного варианта этого способа, согласно изобретению, предложено изменять во время деформации высоту гофрированного профиля путем непрерывной перестановки валков, так что плоский материал в зависимости от осевого расстояния между валками, с одной стороны, и в зависимости от положения вращения валков по отношению друг к другу, с другой стороны, отформовывается в гофрированный профиль, при необходимости синусообразный или несимметричный.
Для отформовывания трапецеобразного в сечении гофрированного профиля предложено использовать валки, имеющие в сечении трапецеобразные зубчатые венцы. В то время как при большом осевом расстоянии между валками отформовывается синусообразный гофрированный профиль, для отформовывания трапецеобразного в сечении гофрированного профиля валки сдвигают до тех пор, пока формующий зазор между зубчатыми венцами валков, по меньшей мере, приблизительно не будет соответствовать толщине плоского материала. В этом случае деформируемый плоский материал принимает трапецеобразную форму зубчатых венцов.
В качестве альтернативы или дополнительно предложено далее отрегулировать боковой зазор между ведущими, если смотреть в направлении вращения, или последующими боковыми сторонами зубьев находящихся в зацеплении между собой зубчатых венцов так, чтобы боковой зазор, по меньшей мере, приблизительно соответствовал толщине плоского материала. Этим достигается то, что плоский материал в процессе деформации захватывается находящимися в зацеплении между собой зубчатыми венцами, в результате чего дополнительно движение транспортировки плоского материала поддерживается образованным между зубчатыми венцами формующим зазором.
В частности, в зоне, в которой проходящий между обоими валками плоский материал впервые входит в контакт с одним из зубьев зубчатых венцов, возникают относительные движения между движущимися зубьями и прилегающими к ним плоскими сторонами деформируемого плоского материала. Для того чтобы возникающие при этом силы трения были как можно меньше, у одного особенно предпочтительного варианта способа, согласно изобретению, для деформации металлического плоского материала предложено далее нанести на плоский материал и/или на валки смазку, с помощью которой коэффициент трения либо на поверхности плоского материала, либо на поверхности зубчатых венцов можно уменьшить настолько, что плоский материал во время деформационного процесса сможет скользить вдоль зубьев без заметного сопротивления.
В качестве смазки, наносимой непосредственно на плоский материал, можно применять, в принципе, два типа смазки. С одной стороны, предложено применение смазки, которую после отформовывания гофрированного профиля снова удаляют, например испарением. С другой стороны, возможно применение смазки, которая остается сцепленной с плоским материалом даже после отформовывания гофрированного профиля. Подобная адгезионная смазка должна быть выполнена по своей консистенции преимущественно с возможностью дальнейшей обработки плоского материала с адгезионной смазкой, например лакирования или же склеивания гофрированного плоского материала, как это нередко желательно, например, для изготовления комбинированных материалов.
В качестве смазки особенно предпочтительно применяют нанесенный на плоский материал перед его деформацией смазочный лак, преимущественно свободный от жира и масла, так что плоский материал можно отлакировать или нанести на гофрированный плоский материал клей. При этом особенно предпочтительным оказалось, в частности, применение смазочного лака на основе эпоксидного связующего. В качестве альтернативы можно также предусмотреть в качестве смазки оцинковывание поверхности деформируемого плоского материала. Так, при использовании стальных листов в качестве плоского материала для формования гофрированных профилей поверхности стальных листов преимущественно оцинковывают, чтобы, с одной стороны, минимизировать силы трения при деформации, а, с другой стороны, повысить коррозионную стойкость готового гофрированного профиля.
Дополнительно или в качестве альтернативы описанным выше смазкам возможно также использование смазочной пленки, которую наносят на плоский материал до его деформации. После деформации плоского материала смазочная пленка может быть отделена от деформированного плоского материала. Использование смазочной пленки имеет то преимущество, что она защищает поверхности деформируемого плоского материала от адгезионных загрязнений или от поверхностных неровностей на зубьях зубчатых венцов валков, так что поверхность гофрированного плоского материала после деформации имеет равномерную картину.
Согласно другому аспекту изобретения, предложено устройство с признаками п.9, используемое для осуществления описанного выше способа непрерывной деформации металлического плоского материала в металлический гофрированный профиль.
У этого устройства, согласно изобретению, можно отрегулировать как осевое расстояние между валками, так и положение вращения валков по отношению друг к другу, для того чтобы высоту отформовываемого гофрированного профиля, с одной стороны, и сечение гофрированного профиля, с другой стороны, можно было простым образом изменять путем изменения осевого расстояния или регулирования бокового зазора.
У одной предпочтительной формы выполнения устройства, согласно изобретению, осевое расстояние между валками и/или положение вращения валков по отношению друг к другу можно непрерывно регулировать, так что можно бесступенчато устанавливать самые разные высоты и самые различные сечения гофрированного профиля.
В частности, при очень твердых металлических материалах, таких как описанный выше твердый алюминиевый сплав, возникает проблема того, что из-за твердости материала опертые только на своих концах валки прогибаются в своей средней части, так что гофрированный профиль имеет изменяющуюся по своей ширине высоту. Во избежание этого, в частности при деформации подобных материалов, обладающих сравнительно высокой твердостью, предложено использовать бочкообразные валки, которые на своих средних участках имеют по сравнению с выполненными непосредственно в местах опоры участками больший наружный диаметр, благодаря чему достигается то, что валки при деформации подобных твердых материалов не склонны к прогибу в средней части. В качестве альтернативы можно также предусмотреть вместо бочкообразных валков дополнительно опорные валки, которые находятся в контакте со служащими для деформации валками и поддерживают их по всей их длине, однако не вступают в контакт с деформируемым плоским материалом.
Для того чтобы деформируемый плоский материал мог при деформации с минимальным трением скользить вдоль зубьев валков, предложено далее выполнить поверхности валков, по меньшей мере, в тех зонах, в которых они вступают в контакт с плоским материалом, так, чтобы они имели минимальное среднее арифметическое отклонение профиля Ra. Это среднее арифметическое отклонение профиля Ra лежит преимущественно в диапазоне от 0,01 до 6,5 мкм. Для этой цели валки шлифуют в ответственных зонах и, при необходимости, даже полируют. Может быть предусмотрено также нанесение покрытия.
Высота и сечение отформовываемого гофрированного профиля зависят также от формы зубьев зубчатых венцов валков. Для обеспечения скольжения плоского материала по зубьям с еще меньшими потерями на трение головка каждого зуба и/или каждая впадина между двумя зубьями скруглены на переходах в соответствующую боковую сторону зуба. За счет округления переходов достигается то, что плоский материал может мягко скользить своими плоскими сторонами по поверхностям, благодаря чему можно, в частности, эффективно предотвратить надрыв относительно тонкого плоского материала.
Для того чтобы на плоском материале можно было формовать, при необходимости, также трапецеобразные профили, головка каждого зуба и/или впадина между двумя соседними зубьями выполнена преимущественно уплощенной, так что каждый зуб имеет трапецеобразное сечение. Если осевое расстояние между валками отрегулировать так, чтобы формующий зазор между зубчатыми венцами, по меньшей мере, приблизительно соответствовал толщине плоского материала, то плоский материал можно деформировать в форме трапеции.
В частности, у этого выполнения зубьев особенно предпочтительно, если переходы между головкой и боковыми сторонами зуба скруглены, поскольку, таким образом, при отформовывании трапеции на ее головке, т.е. на верхнем отрезке гофрированного профиля, возникают сравнительно небольшие растяжение и концентрация напряжений.
Кроме того, предложено выполнить каждую боковую сторону зуба, по меньшей мере, на отдельных отрезках между головкой зуба и впадиной между зубьями прямолинейной. При необходимости, боковая сторона зуба может иметь в сечении даже слегка криволинейную выпуклую форму. Этим достигается то, что деформируемый плоский материал вступает в контакт при деформации только с головками зубьев, так что трение между плоским материалом и зубчатыми венцами уменьшено и, таким образом, возможен особенно щадящий деформационный процесс для отформовывания гофрированного профиля.
Для того чтобы максимально равномерную высоту гофрированного профиля можно было настроить по всей его ширине, предпочтительно далее, если на концах обоих валков предусмотрено соответственно по одному общему для обоих валков регулировочному блоку для изменения осевого расстояния между валками, причем каждый из них выполнен с возможностью настройки каждого валка отдельно друг от друга.
Другой аспект изобретение касается способа непрерывного изготовления комбинированного материала, охарактеризованного в п.16. У этого способа, согласно изобретению, сначала на металлическом плоском материале описанным выше способом отформовывают гофрированный профиль, причем за счет изменения осевого расстояния между валками можно повлиять на высоту, а за счет изменения положения вращения валков по отношению друг к другу - на сечение гофрированного профиля. После отформовывания гофрированного профиля на возвышения гофрированного профиля с одной или обеих сторон накладывают, по меньшей мере, один другой плоский материал, который затем прочно соединяют с гофрированным плоским материалом.
У одного предпочтительного варианта этого способа непрерывного изготовления комбинированного материала предложено накладывать другой плоский материал на гофрированный плоский материал также непрерывно и закреплять на нем, в частности, клеем.
Изготовленный таким образом комбинированный материал, заявленный в п.20, отличается сопоставимым с массивными материалами механическими свойствами, такими как жесткость, прочность и прочность при сжатии, имея, однако, по сравнению с этими материалами намного меньший вес.
Подобные комбинированные материалы, изготовленные способом, согласно изобретению, по п.16, пригодны, например, в качестве стеновых, потолочных или половых панелей. Далее возможно их использование в качестве кондиционирующего элемента, причем образованные гофрированным профилем, отделенные друг от друга зоны могут быть использованы в качестве каналов для переносящей тепло среды. Кроме того, реализуемая способом, согласно изобретению, большая высота профиля обеспечивает закрепление подобных панелей и кондиционирующих элементов с помощью крепежных элементов, таких как заклепки, винты и т.п., частично размещенными в образованных между гофрированным и другим плоскими материалами полостях, которые не выступают на образованной гофрированным плоским материалом лицевой поверхности панели или кондиционирующего элемента.
Для непрерывного изготовления подобного комбинированного материала, согласно другому аспекту изобретения, предложена установка, оборудованная устройством, охарактеризованным в одном из п.п.9-15, для непрерывного отформовывания гофрированного профиля на гофрируемом плоском материале. Кроме того, установка снабжена, по меньшей мере, одним подающим устройством для подачи другого плоского материала, которое подает другой плоский материал к гофрированному плоскому материалу, выходящему из устройства для непрерывного формования. С помощью установленного за ним соединительного узла гофрированный плоский материал прочно соединяют с подаваемым плоским материалом.
В качестве соединительного узла предложены преимущественно устройство для нанесения клея на возвышения профиля гофрированного плоского материала, а также прижимное устройство, с помощью которого подаваемый плоский материал прижимают к покрытому клеем гофрированному плоскому материалу.
Ниже изобретение более подробно поясняется на примере выполнения со ссылкой на прилагаемые чертежи, на которых изображают:
- фиг.1: схематичный вид сбоку установки для непрерывного изготовления комбинированного материала;
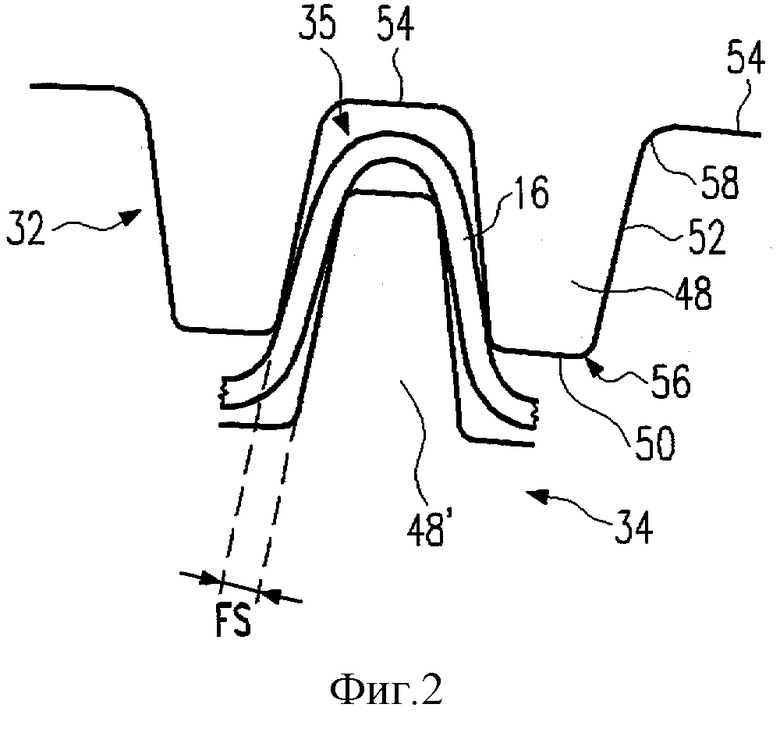
- фиг.2: увеличенный вид сбоку формующего зазора между двумя валками используемого в установке на фиг.1 устройства для деформации плоского материала в гофрированный профиль;
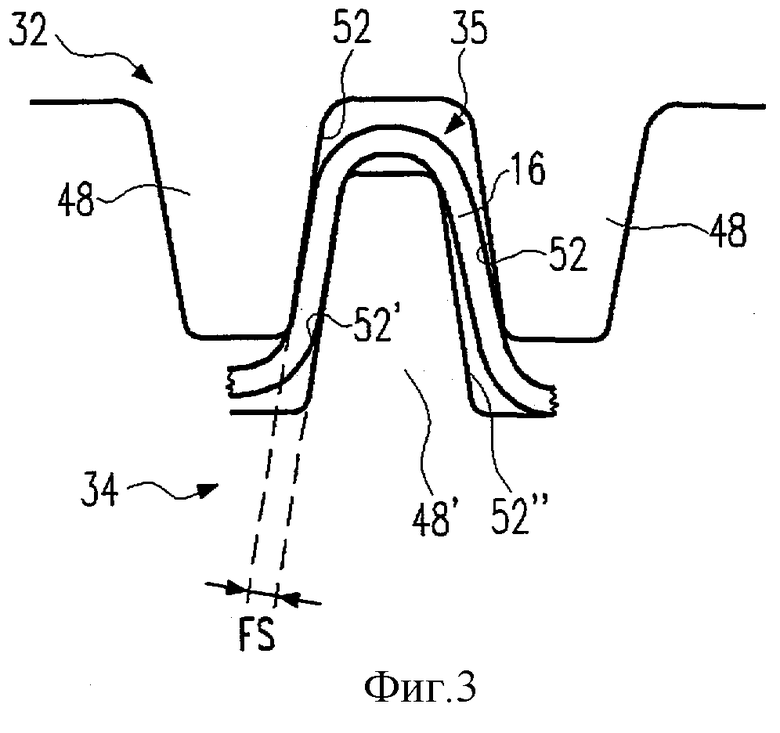
- фиг.3: формующий зазор по фиг.2 при перемещенных по отношению друг к другу валках.
На фиг.1 изображена установка 10 для непрерывного изготовления комбинированного материала 12. Установка 10 содержит устройство 14, служащее для непрерывной деформации металлического плоского материала 16, например изготовленной из твердого алюминиевого сплава металлической полосы, в гофрированный профиль 18.
Рядом с устройством 14 расположены первое подающее устройство 20 для первого другого плоского материала 22, при необходимости, также изготовленного из твердого алюминиевого сплава, и за ним, если смотреть в направлении транспортировки, - изображенное на фиг.1 справа второе подающее устройство 24 для второго другого плоского материала 26.
Устройство 14 содержит два выполненных идентичными валка 28, 30, оси вращения которых на осевом расстоянии А параллельны друг другу. Боковая поверхность каждого валка 28, 30 снабжена зубчатым венцом 32, 34 с прямыми зубьями. Оба зубчатых венца 32, 34 обоих валков 28, 30 находятся в зацеплении между собой и образуют формующий зазор 35 (фиг.2 и 3), сквозь который пропускают плоский материал 16 для отформовывания гофрированного профиля 18, что более подробно поясняется ниже.
Непосредственно рядом с изображенным на фиг.1 внизу валком 30 расположено первое клеевое устройство 36 для нанесения клея на возвышения гофрированного профиля 18. Клеевое устройство 36 позиционировано при этом рядом с валком 30 с возможностью промазывания клеем с помощью клеевого устройства 36 полученного после отформовывания на валке 30 гофрированного профиля 18.
В направлении вращения валка 30, расположенного за первым клеевым устройством 36, непосредственно рядом с валком 30 закреплено коромысло 38, которое отклоняет к валку 30 первый другой плоский материал 22, подаваемый из первого подающего устройства 20. Отклоненный коромыслом 38 в направлении валка 30 первый другой плоский материал 22 прижимают с помощью первого прижимного валка 40 к той стороне гофрированного профиля 18, на которую предварительно клеевым устройством 36 был нанесен клей.
С помощью расположенного за прижимным валком 40 разделительного устройства (не показано) склеенный с первым другим плоским материалом 22 гофрированный профиль 18 отделяют от валка 30 и направляют вдоль опоры 42 через второе клеевое устройство 44, посредством которого на обращенную от первого другого плоского материала 22 сторону гофрированного профиля 18 наносят другой клей. Непосредственно за вторым клеевым устройством 44 расположен второй прижимной валок 46, который прижимает подаваемый вторым подающим устройством 24 второй другой плоский материал 26 к той стороне гофрированного профиля 18, на которую предварительно вторым клеевым устройством 44 был нанесен клей. После отверждения клея комбинированный материал 12, образованный гофрированным 16 и обоими другими 22, 26 плоскими материалами, нарезают на нужную длину отрезным устройством (не показано).
Как обозначено стрелками на фиг.1, осевое расстояние А между обоими валками 28, 30 может быть изменено. Далее изображенный на фиг.1 вверху валок 28 установлен с возможностью регулирования в своем положении вращения относительно валка 30, так что боковой зазор FS (фиг.2 и 3) между зубчатыми венцами 32, 34 можно регулировать, как это более подробно поясняется ниже со ссылкой на фиг.2 и 3.
На фиг.2 и 3 в увеличенном виде изображены оба находящихся в зацеплении между собой зубчатых венца 32, 34 обоих валков 28, 30. Каждый зубчатый венец 32, 34 образован при этом множеством равномерно распределенных по периферии зубьев 48, проходящих по всей длине валка 28, 30.
Как показано на фиг.2 и 3, каждый зуб 48 имеет уплощенную головку 50, переходящую в прямолинейную боковую сторону 52, которая заканчивается во впадине 54 между двумя выполненными рядом друг с другом зубьями 48. Оба перехода 56 головки 50 каждого зуба 48 в боковые стороны 52 зуба 48 выполнены скругленными. Точно так же скругленным выполнен переход 58 каждой боковой стороны 52 в соответствующую впадину 54.
За счет прямолинейного выполнения боковых сторон 52 достигается то, что пропускаемый между зубчатыми венцами 32, 34 плоский материал 16 вступает в максимальный контакт только с головками 50 зубьев 48 зубчатых венцов 32, 34, благодаря чему минимизировано трение между плоским материалом 16 и зубьями 48. Кроме того, скругленные переходы 56, 58 способствуют скольжению деформируемого плоского материала 16 вдоль поверхностей зубьев 48, что, в частности, у особенно твердых материалов препятствует разрушению материала.
Для дополнительного облегчения скольжения плоского материала между зубчатыми венцами 32, 34, по меньшей мере, участки, вступающие в контакт с деформируемым плоским материалом 16, шлифованы или, при необходимости, даже полированы, так что среднее арифметическое отклонение профиля Ra лежит в диапазоне 0,01-0,6 мкм.
Для дополнительного уменьшения трения между зубчатыми венцами 32, 34 и плоским материалом 16 последний покрыт смазкой на основе эпоксидного связующего. Смазка выполнена при этом так, что наносимый после деформации плоского материала 16 клей оптимально сцепляется с поверхностью плоского материала 16 и отверждается.
При пропускании плоского материала 16 через зубчатые венцы 32, 34, как это показано на фиг.2 в увеличенном виде, за счет непрерывно сужающегося во время вращения валков 28, 30 формующего зазора 35 происходит деформация предварительно нагретого в нагревательном устройстве (не показано) плоского материала 16, причем оба зубчатых венца 32, 34 в зависимости от предварительно установленного осевого расстояния А между валками 28, 30 определенным образом деформируют плоский материал 16.
Если, например, между валками 28, 30 устанавливают большое осевое расстояние А, при котором зубчатые венцы 32, 34 лишь незначительно находятся в зацеплении между собой, плоский материал 16 деформируется лишь незначительно и приобретает уплощенный синусообразный гофрированный профиль 18. Если, напротив, валки 28, 30 сближают настолько, что формующий зазор между зубчатыми венцами 32, 34, по меньшей мере, приблизительно соответствует толщине плоского материала 16, отформовывают гофрированный профиль 18, форма которого, по меньшей мере, приблизительно соответствует форме отдельного зуба 48 зубчатых венцов 32, 34. За счет трапецеобразной формы зуба 48 на фиг.2 и 3 возник бы, тем самым, трапецеобразный гофрированный профиль 18. В качестве альтернативы зубья 48 могут иметь в сечении, например, также форму эвольвенты, циклоиды и т.п.
Симметричные гофрированные профили 18 возникают, в частности тогда, когда боковой зазор FS между ведущими, если смотреть в направлении вращения валков 28, 30, и последующими боковыми сторонами 52 зубьев находящихся в зацеплении между собой зубчатых венцов 32, 34 идентичны, т.е. каждый зуб 48 зубчатого венца 32 позиционирован посередине между соответствующими обоими, находящимися в зацеплении с ним зубьями 48' зубчатого венца 34.
За счет соответствующего регулирования положения вращения верхнего валка 28 по отношению к нижнему валку 30 можно, однако, изменить боковой зазор FS так, что оба зубчатых венца 32, 34 будут расположены, если смотреть в направлении вращения валков 28, 30, слегка смещенными по отношению друг к другу, так что отдельные зубья 48, 48' зубчатых венцов 32, 34 больше не позиционированы симметрично друг другу, как это показано на фиг.3. Таким образом, можно повлиять на условия трения внутри формующего зазора 35 с возможностью отформовывания несимметричного в сечении гофрированного профиля 18.
Так, например, на фиг.3 боковой зазор FS между передней боковой стороной 52' нижнего зуба 48' и задней боковой стороной 52 ведущего нижнего зуба 48 уменьшен, тогда как расстояние между задней боковой стороной 52'' нижнего зуба 48' до ведущей боковой стороны 52 последующего зуба 48 верхнего зубчатого венца 32 увеличено.
В изображенном на фиг.3 случае уменьшенный боковой зазор FS уменьшен при этом настолько, что, по меньшей мере, приблизительно соответствует толщине деформируемого плоского материала. Этим достигается то, что, с одной стороны, плоский материал 16 в этой зоне деформируется сильнее, чем в зоне, расположенной на участке с большим боковым зазором. В то же время сила трения между плоским материалом 16 и прилегающими к нему отрезками зубчатых венцов 32, 34 повышается настолько, что плоский материал 16 транспортируется обоими валками 28, 30 дополнительно за счет повышенных сил трения.
Если должен быть отформован другой гофрированный профиль 18, то в любое время можно активно отрегулировать осевое расстояние А между валками 28, 30 во время деформации, причем, при необходимости, можно также отрегулировать одновременно положение вращения валка 28 относительно валка 30. Таким образом, больше нет необходимости в переналадке установки 10, которая требуется в уровне техники, чтобы отформовывать разные гофрированные профили.
У изображенного на фиг.1 примера выполнения с обеих сторон отформованного гофрированного профиля 18 располагают плоские материалы 22, 26, так что возникает так называемый лист-сэндвич в качестве комбинированного материала 12, у которого между обоими плоскими материалами 22, 26 расположен гофрированный плоский материал 16. За счет деактивирования второго клеевого 44 и второго подающего 24 устройств можно далее изготовить комбинированный материал 12, у которого другой плоский материал 22 расположен только на одной стороне гофрированного плоского материала 16. При желании можно также отформовать только один гофрированный плоский материал 16, не склеивая с гофрированным плоским материалом 16 дополнительных плоских материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| ЛИСТОВОЙ МАТЕРИАЛ | 2008 |
|
RU2448795C2 |
| ШНЕК ЭКСТРУДЕРА | 2005 |
|
RU2354553C2 |
| Агрегат для изготовления многослойного гофрометалла | 1972 |
|
SU524631A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОСТРУКТУР | 2004 |
|
RU2310896C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ ИЗ РАСШИРЕННОГО ГРАФИТА И УПЛОТНИТЕЛЬНАЯ ЛЕНТА ИЗ РАСШИРЕННОГО ГРАФИТА | 2001 |
|
RU2200889C2 |
| Инструмент для обкатки зубчатых колес | 1989 |
|
SU1616749A1 |
| ФОРМОВАНИЕ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2806944C2 |
| Способ соединения деталей | 1987 |
|
SU1433743A1 |
| Способ получения сквозных отверстий в ленточном материале и устройство для его осуществления | 1976 |
|
SU668581A3 |
Изобретение относится к области обработки металлов давлением, а именно к деформации металлического плоского материала в металлический гофрированный профиль. Плоский материал пропускают между двумя находящимися в зацеплении между собой зубчатыми венцами двух вращающихся зубчатых валков для получения гофрированного профиля. Регулирование заданной высоты гофрированного профиля осуществляют путем изменения непрерывно регулируемого осевого расстояния между валками. Задание сечения гофрированного профиля осуществляют регулированием бокового зазора между находящимися в зацеплении между собой зубчатыми венцами. Кроме того, на возвышения гофрированного профиля, формованного упомянутым выше способом, накладывают по меньшей мере один другой плоский материал, который прочно соединяют с упомянутым гофрированным профилем для получения комбинированного материала. В результате с небольшими затратами изготавливают гофрированный профиль плоского материала с различной высотой и сечением. 5 н. и 15 з.п. ф-лы, 3 ил.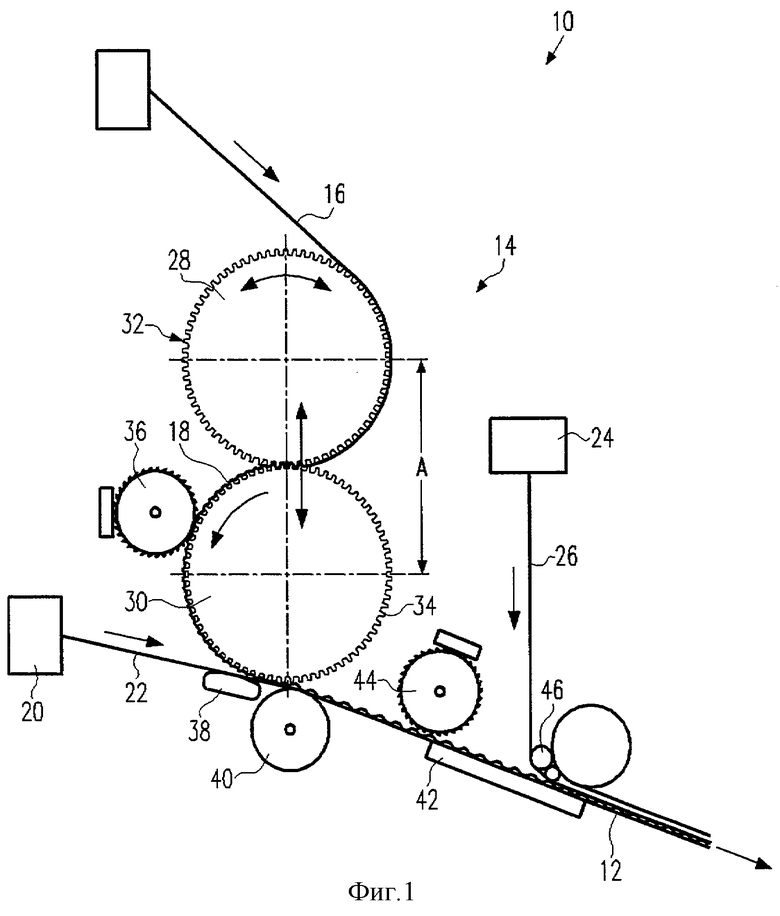
| DE 3126948 A, 14.07.1983 | |||
| Устройство для изготовления полос с поперечными гофрами | 1983 |
|
SU1335359A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ ДЛЯ БЕЗОПОРНОГО ЗДАНИЯ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И МЕТАЛЛИЧЕСКОЕ ЗДАНИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 1993 |
|
RU2094152C1 |

