Уровень техники и сущность изобретения
Настоящее изобретение относится к изделиям из стали.
Уменьшение размера ферритных зерен привело к повышению прочности и ударной вязкости сталей. Конечный размер ферритных зерен стали может в большой степени определяться размером аустенитных зерен, имеющихся перед охлаждением, и превращением в ферритные зерна. Однако рост аустенитных зерен также происходит в ходе обработки стали, например, при горячей прокатке, термомеханической обработке, нормализации, сварке, эмалировке или отпуске. Если крупные аустенитные зерна образуются в ходе такой обработки, они зачастую с трудом поддаются измельчению при последующих операциях обработки, и такое измельчение связано с дополнительными затратами на обработку стали. Укрупнение аустенитных зерен в ходе обработки может приводить к стали, обладающей недостаточными механическими свойствами.
Было установлено, что стали, содержащие тонкую дисперсию мелких стабильных частиц, таких как частицы, обнаруживаемые в Al-, Ti-, Nb- и V-сталях, устойчивы к росту аустенитных зерен при высокой температуре. Данные элементы образуют в стали стабильные нитридные, карбидные и/или кабронитридные фазы, которые устойчивы к росту аустенитных зерен при высоких температурах. Способность данных частиц противостоять растворению и укрупнению ранее рассматривали как существенный фактор устойчивости к росту аустенитных зерен при высоких температурах.
Данное изобретение относится к изделиям из углеродистой стали, которые обнаруживают высокую температуру укрупнения аустенитных зерен без необходимости добавления стандартных элементов для уменьшения аустенитных зерен, таких как Al, Nb, Ti и V. Данные элементы образуют нитридные или карбонитридные частицы, функция которых заключается в том, чтобы обеспечить высокую температуру укрупнения аустенитных зерен, тогда как сталь по данному изобретения использует выделенные, мелкие оксидные частицы, содержащие Si, Fe и O для достижения схожих высоких температур укрупнения аустенита. Композиция стали, раскрытая в настоящем изобретении, содержит высокие уровни кислорода и дисперсию частиц оксидов кремния и железа, имеющих размер менее чем 50 нанометров и, обычно, имеющих размер в диапазоне от 5 до 30 нанометров.
Способность ограничивать рост аустенитных зерен в ходе циклов термической обработки и сварочных операций способствует достижению тонкой конечной микроструктуры при охлаждении до окружающей температуры. Высокая температура укрупнения аустенитных зерен обеспечивает широкий температурный диапазон, в пределах которого будет получен известный и достоверный размер аустенитных зерен, что способствует достижению желаемой конечной микроструктуры. В случае низкоуглеродистой стали, раскрытой в настоящем изобретении, охлажденной в условиях охлаждения воздухом, получающийся мелкий размер ферритных зерен, обусловливает достижение желаемого сочетания прочности, ударной вязкости и формуемости.
Изделие из стали, раскрытое в настоящем изобретении, также проявляет высокую температуру рекристаллизации феррита. Данная характеристика может ограничивать или даже устранять предел роста зерен феррита при критической деформации. Данное явление вызвано нагреванием слегка пластически деформированных областей в изделиях из стали, полученных холодным формованием, до докритических температур. Получающийся в результате большой размер ферритных зерен может привести к появлению области низкой прочности в сформованном изделии, что может оказать вредное воздействие на рабочие характеристики изделия. При низких уровнях деформации скорость зародышеобразования рекристаллизованных зерен феррита нового размера является низкой, что ведет к росту больших зерен феррита.
Изделие из стали по настоящему изобретению может быть изготовлено непрерывным литьем стали в ленту в двухвалковой установке для литья. При двухвалковом литье расплавленный металл вводят между парой вращающихся в противоположных направлениях горизонтальных литейных валков, которые охлаждают так, что металлические корочки затвердевают на поверхностях движущихся валков и соединяются вместе в зазоре между валками с получением затвердевшего ленточного изделия, выходящего далее по ходу за зазором. Термин “зазор” использован здесь, чтобы обозначить общую область, в которой валки максимально сближены друг с другом. Расплавленный металл может быть разлит из ковша в емкости меньшего объема, из которых он течет через подающий стакан, расположенный над зазором, образуя ванну расплавленного металла, поддерживаемую на литьевых поверхностях валков непосредственно над зазором, и распространяются по длине зазора. Данная ванна обычно ограничена боковыми стойками или загородками, удерживаемыми в скользящем соприкосновении с торцевыми поверхностями валков, чтобы перегородить два края ванны для предотвращения утечки.
При литье тонкой стальной ленты в двухвалковой установке для литья расплавленный металл в ванне, обычно, будет иметь температуру порядка 1500-1600°C и выше, и, следовательно, необходимы высокие скорости охлаждения на поверхностях литейных валков. Важно достичь высокого теплового потока и распространенного зародышеобразования на стадии начального затвердевания стали на литьевых поверхностях, чтобы получить металлические корочки при литье. Патент США 5720336 описывает, что тепловой поток на стадии начального затвердевания может быть увеличен путем регулирования химического состава стального расплава так, что в значительной части оксиды металлов, образовавшиеся в качестве продуктов раскисления, являются жидкими при температуре начального затвердевания с тем, чтобы сформировать по существу жидкий слой на границе раздела между расплавленным металлом и литейной поверхностью. Как раскрыто в патентах США 5934359 и 6059014 и в международной заявке AU 99/00641, на зародышеобразование в стали на стадии начального затвердевания может оказывать влияние текстура литейной поверхности. В частности, международная заявка AU 99/00641 раскрывает, что случайная текстура пиков и впадин может усилить начальное затвердевание за счет обеспечения центров возможного зародышеобразования, распределенных по литейным поверхностям. Авторы настоящего изобретения установили, что зародышеобразование также зависит от присутствия оксидных включений в стальном расплаве и что, неожиданно, в случае двухвалкового литья ленты, не может быть обеспечено преимущество при литье с использованием “чистой” стали, в которой количество включений, образовавшихся в расплавленной стали в ходе раскисления, было минимизировано перед литьем. Авторы обнаружили, что весьма высокие скорости охлаждения приводят к высоким уровням кислорода в стальной композиции и образованию тонкой выделившееся дисперсии частиц оксидов кремния и железа, имеющих размер менее чем 50 нанометров и обычно имеющих размер в диапазоне от 5 до 30 нанометров. Композиция данных частиц, как полагают авторы, представляет собой Si-Fe-O-шпинель.
Сталь для непрерывного литья подвергают раскислительной обработке в ковше перед разливкой. В случае двухвалкового литья сталь обычно подвергают силикомарганцевому раскислению в ковше. Однако оказывается возможным использовать алюминиевое раскисление с добавление кальция для регулирования образования включений твердого Al2O3, которые могут засорять каналы для течения металла в системе подачи металла, через которую расплавленный металл подают в литейную ванну. До настоящего времени считалось желательным добиться оптимальной чистоты стали ковшовой обработкой и минимизировать общий уровень кислорода в расплавленной стали. Однако авторы настоящего изобретения установили, что снижение уровня кислорода в стали приводит к уменьшению объема включений, и, если содержание общего кислорода и содержание свободного кислорода в стали понижаются ниже определенных уровней, природа тесного контакта между расплавленной сталью и поверхностями литьевых валков может подвергаться негативному воздействию в такой степени, что имеет место недостаточное зародышеобразование, что не позволяет вызвать быстрое начальное затвердевание и высокий тепловой поток. Расплавленную сталь доводят до нужного состояния раскислением в ковше, так что содержания общего кислорода и свободного кислорода попадают в диапазоны, которые гарантируют удовлетворительное затвердевание на литейных валках и производство стальной ленты удовлетворительного качества. Расплавленная сталь содержит распределение оксидных включений (типично, MnO, CaO, SiO2 и/или Al2O3), достаточные для того, чтобы обеспечить подходящую плотность участков зародышеобразования на поверхностях литейных валков для высоких скоростей начального и непрерывного затвердевания, и полученное ленточное изделие обнаруживает характеристическое распределение затвердевших включений и характеристик поверхности.
Авторы изобретения получили изделие из стали с высокой температурой укрупнения аустенитных зерен, содержащее менее чем 0,4% углерода, менее чем 0,06% алюминия, менее чем 0,01% титана, менее чем 0,01% ниобия и менее чем 0,02% ванадия по массе и имеющее малоразмерные оксидные частицы, содержащие кремний и железо, распределенные по микроструктуре стали, имеющие средний выделенный размер менее чем 50 нанометров или менее чем 40 нанометров. Средний размер оксидных частиц может составлять от 5 до 30 нанометров. Содержание алюминия может составлять менее чем 0,05% или 0,02% или 0,01%. Расплавленная сталь, использованная для производства стального изделия, может включать оксидные включения, включающие любой один или более из MnO, SiO2 и Al2O3, распределенные по стали с плотностью включений в диапазоне от 2 г/см3 до 4 г/см3. Размер оксидных включений в расплавленной стали может находиться в диапазоне от 2 до 12 микрон.
Изделие из стали с высокой температурой укрупнения аустенитных зерен может содержать менее чем 0,4% углерода, менее чем 0,06% алюминия, менее чем 0,01% титана, менее чем 0,01% ниобия и менее чем 0,02% ванадия по массе и содержит малого размера оксидные частицы, способные создавать в микроструктуре аустенитные зерна, устойчивые к укрупнению при высокой температуре. Микроструктура стали имеет средний размер аустенитных зерен менее чем 50 микрон или менее чем 40 микрон вплоть до, по меньшей мере, 1000°C или даже более чем 1050°C в течение времени выдержки, равного, по меньшей мере, 20 минутам. Средний размер аустенитных зерен может составлять от 5 до 50 микрон вплоть до, по меньшей мере, 1000°C или, по меньшей мере, 1050°C в течение времени выдержки, равного, по меньшей мере, 20 минутам. Мелкие частицы могут представлять собой частицы оксидов кремния и железа размером менее чем 50 нанометров. Содержание алюминия может составлять менее чем 0,05% или 0,02% или 0,01% по массе.
Альтернативно, стальное изделие с высокой температурой укрупнения аустенитных зерен, которое представляет собой углеродистую сталь, содержащую менее чем 0,4% углерода, менее чем 0,06% алюминия, менее чем 0,01% титана, менее чем 0,01% ниобия и менее чем 0,02% ванадия по массе, может быть устойчивым к рекристаллизации феррита вплоть до температур 750°C при уровнях деформации плоть до, по меньшей мере, 10% (для стандартных скоростей нагрева при обработке и времен выдержки вплоть до, по крайней мере, 30 минут). Изделие из стали с высокой температурой укрупнения аустенитных зерен может содержать углерод в количестве менее чем 0,01% или менее чем 0,005% и алюминий в количестве менее чем 0,01% или менее чем 0,005%.
Изделие из стали с высокой температурой укрупнения аустенитных зерен может быть изготовлено в двухвалковой установке для литья с использованием расплавленной стали, с содержанием общего кислорода в литейной ванне в количестве, по меньшей мере, 70 частей на миллион, обычно менее чем 250 частей на миллион, и содержащей свободный кислород в количестве от 20 до 60 частей на миллион. Расплавленная сталь может содержать общий кислород в литейной ванне в количестве, по меньшей мере, 100 частей на миллион, обычно менее чем 250 частей на миллион, и свободный кислород в количестве от 30 до 50 частей на миллион. Тщательный контроль химической композиции расплавленной стали, в частности содержания растворенного кислорода, и весьма высокая скорость затвердевания в данном способе обеспечивают условия для образования имеющих малый размер, обычно сферических по форме оксидных частиц, распределенных в микроструктуре стали, которые ограничивают средний размер аустенитных зерен при последующем повторном нагреве до менее чем 50 микрон при температурах вплоть до, по крайней мере, 1000°C в течение времени выдержки, равного, по меньшей мере, 20 минутам.
Отличительные характеристики укрупнения аустенитных зерен, обнаруживаемые настоящим изделием из стали, не уступают или превосходят таковые, которые обычно наблюдаются у стандартных нормализованных сталей, раскисленных алюминием, где присутствие частиц нитрида алюминия в микроструктуре стали способствует ограничению роста аустенитных зерен. Отличительные характеристики укрупнения аустенитных зерен данной стали фактически приближаются к отличительным характеристикам укрупнения зерен, наблюдаемым у обработанных титаном сталей, раскисленных алюминием, отлитых непрерывным способом в виде плоских заготовок (См. публикацию JP № S61[1986]-213322). В случае обработанных титаном, раскисленных алюминием сталей скорости охлаждения плоских заготовок, отлитых непрерывным способом, обеспечивают образование мелких частиц нитрида титана, причем размеры частиц варьируются в диапазоне вплоть до 5-10 нанометров. Способность алюминия формировать подходящую дисперсию частиц нитрида алюминия, когда в стали имеются надлежащие уровни содержания алюминия и азота, позволила получить раскисленные алюминием мелкозернистые стали. Однако в случае ленточных сталей, обрабатываемых на станах горячей прокатки полосы, высокие скорости охлаждения стальной ленты в температурном диапазоне, в котором выделяются частицы нитрида алюминия, в ходе следующих за прокаткой холодных обработок, могут ограничивать степень их выделения. (Для стандартных температур сматывания лент, составляющих менее чем примерно 700°C). Это может быть особенно заметно на кромках полос и концах рулонов даже при уровнях алюминия более 0.02% и вплоть до 0,06%. Более того, высокие скорости нагрева, обычно достигаемые при последующем повторном нагреве ленточных сталей, также ограничивают степень выделения нитрида алюминия. Следовательно, раскисленные алюминием ленточные стали не обязательно могут иметь высокие температуры укрупнения аустенитных зерен. Для стального изделия по данному изобретению скорость охлаждения ленты в ходе следующих за прокаткой холодных обработок не оказывает существенного отрицательного воздействия на температуру укрупнения аустенитных зерен в стали.
Изделие из стали, описанное в настоящем изобретении, с высокой температурой укрупнения аустенитных зерен имеет микроструктуру, характеризующуюся лучшим замедлением роста аустенитных зерен по сравнению с раскисленными алюминием мелкозернистыми сталями при отсутствии стандартных элементов, служащих для уменьшения зерен - алюминия, титана, ниобия и ванадия. Уникальная сталь с отличающейся микроструктурой и конечными прочностными свойствами, таким образом, является настоящей литой сталью, причем без дополнительных затрат, связанных с такими мелкозернистыми сталями известного уровня техники. Особенности укрупнения аустенитных зерен в настоящей литой стали предоставляют такие преимущества, как улучшение микроструктуры зоны термического влияния, обусловленной сварочными обработками и другими термическими обработками, такими как нормализация, эмалировка и отпуск. Ранее было найдено, что чрезмерное укрупнение аустенитных зерен в ходе термической обработки ведет к укрупнению микроструктуры в стали после охлаждения и к связанной с этим потерей прочности и ударной вязкости стали при температурах окружающей среды.
Следует отметить, что уровни содержания титана, ниобия и ванадия в изделиях из стали, раскрытых в настоящем изобретении, представляют собой уровни содержания, обычно обозначаемые как примеси, введенные использованием металлолома в качестве исходного материала для производства стали в электродуговой печи. Однако может быть осуществлено целенаправленное введение титана, ниобия и ванадия, не отклоняясь от настоящего изобретения, описанного в его формуле, где данные уровни содержания низки в такой степени, что они не обеспечивают мелкозернистые характеристики альтернативным способом, как описано выше.
Лента из низкоуглеродистой стали с высокой температурой укрупнения аустенитных зерен может быть изготовлена с помощью следующих стадий, включающих:
монтаж пары охлаждаемых литейных валков, между которыми имеются зазор и ограничивающих перемычек, примыкающих к концам зазора;
введение расплавленной углеродистой стали между указанной парой литейных валков для создания литейного бассейна между литейными валками с указанными перемычками, ограничивающими ванну и примыкающими к концам зазора, причем расплавленная сталь имеет содержание общего кислорода в литейной ванне, по меньшей мере, 70 частей на миллион, обычно менее чем 250 частей на миллион, и содержание свободного кислорода в диапазоне от 20 до 60 частей на миллион;
вращение в противоположных направлениях литейных валков и затвердевание расплавленной стали с образованием металлических корочек на валках с уровнями оксидных включений, отражающими содержание общего кислорода в расплавленной стали, чтобы способствовать образованию тонкой стальной ленты; и
формование затвердевшей тонкой стальной ленты в зазоре между литейными валками с получением затвердевшей стальной ленты, выходящей ниже по ходу установки за зазором.
Лента из углеродистой стали с высокой температурой укрупнения аустенитных зерен может быть также изготовлена с помощью следующих стадий, включающих:
монтаж пары охлаждаемых литейных валков, между которыми имеются зазор, и ограничивающих перемычек, примыкающих к концам зазора;
введение расплавленной углеродистой стали между указанной парой валков для создания литейной ванны между литейными валками с указанными перемычками, ограничивающими ванну, примыкающими к концам зазора, причем расплавленная сталь имеет содержание общего кислорода в ванне, по меньшей мере, 100 частей на миллион, обычно менее чем 250 частей на миллион, и содержание свободного кислорода в диапазоне от 30 до 50 частей на миллион;
вращение в противоположных направлениях литейных валков и затвердевание расплавленной стали с образованием металлических корочек на валках с уровнями оксидных включений, отражающими содержание общего кислорода в расплавленной стали, чтобы способствовать образованию тонкой стальной ленты; и
формование затвердевшей тонкой стальной ленты в зазоре между литейными валками с получением затвердевшей стальной ленты, выходящей ниже по ходу установки за зазором.
Содержание общего кислорода в расплавленной стали в литейной ванне может составлять примерно 200 частей на миллион или примерно 80-150 частей на миллион. Содержание общего кислорода включает содержание свободного кислорода от 20 до 60 частей на миллион или от 30 до 50 частей на миллион. Следует отметить, что свободный кислород может быть измерен при температуре от 1540°C до 1600°C, которая представляет собой типичную температуру расплавленной стали в системе подачи металла, где типично измеряют содержание кислорода. Содержание общего кислорода включает, помимо свободного кислорода, включения продуктов раскисления, присутствующие в расплавленной стали при введении расплавленной стали в литейную ванну. Свободный кислород связывается во включениях, образующихся при затвердевании, примыкающих к поверхности литьевых валков в ходе образования металлических оболочковых форм и литой ленты. Данные включения, образующиеся при затвердевании, представляют собой жидкие включения, которые повышают скорость теплопереноса между расплавленным металлом и литьевыми валками и в свою очередь способствуют образованию металлических оболочковых форм. Окислительные включения (образующиеся при окислении) также способствуют присутствию свободного кислорода и в свою очередь включений, образующихся при затвердевании так, что содержание свободного кислорода связано с содержанием окислительных включений.
Здесь низкоуглеродистая сталь определена как сталь с содержанием углерода в диапазоне от 0,001% до 0,1% по массе, содержанием марганца в диапазоне от 0,01% до 2,0% по массе и содержанием кремния в диапазоне от 0,20% до 10% по массе. Сталь может содержать алюминий в количестве порядка 0,02% или 0,01%, или менее, по массе. Например, алюминий может содержаться в количестве до 0,008% или менее по массе. Расплавленная сталь может представлять собой сталь, раскисленную кремнием/марганцем.
Оксидные включения представляют собой включения, образующиеся при затвердевании, и включения, образующиеся при раскислении. Включения, образующиеся при затвердевании, образуются в ходе охлаждения и затвердевания стали при литье, а включения, образующиеся при раскислении, образуются в ходе раскисления расплавленной стали перед литьем. Затвердевшая сталь может содержать оксидные включения, обычно состоящие из одного или более из MnO, SiO2 и Al2O3, распределенных в стали с плотностью включений в диапазоне от 2 г/см3 до 4 г/см3.
Расплавленная сталь может быть подвергнута рафинированию в ковше перед введением между литьевыми валками, чтобы образовать литейную ванну, путем нагревания стальной шихты и шлакообразующего материала в ковше, чтобы получить расплавленную сталь, покрытую шлаком, содержащим оксиды кремния, марганца и кальция. Расплавленная сталь может быть подвергнута перемешиванию путем введения в нее инертного газа, чтобы вызвать десульфурацию, и затем путем введения кислорода, чтобы получить расплавленную сталь, имеющую желаемое содержание общего кислорода, равное, по меньшей мере, 70 частям на миллион, обычно менее чем 250 частям на миллион, и содержание свободного кислорода от 20 до 60 частей на миллион, в литейной ванне. Как описано выше, содержание общего кислорода в расплавленной стали в литейной ванне может составлять, по крайней мере, 100 частей на миллион, и содержание свободного кислорода - от 30 до 50 частей на миллион. В данном отношении авторы изобретения отмечают, что содержания общего кислорода и свободного кислорода в ковше обычно выше, чем в литейной ванне, поскольку как содержания общего кислорода, так и свободного кислорода в расплавленной стали непосредственно связаны с ее температурой, причем данные уровни кислорода понижаются с понижением температуры при переходе от ковша к литейной ванне. Десульфурация может умешать содержание серы в расплавленной стали до менее чем 0,01% по массе.
Тонкая стальная лента, произведенная непрерывным двухвалковым литьем, как описано выше, имеет толщину менее чем 5 мм и образована из литой стали, содержащей затвердевшие оксидные включения. Распределение включений в литой ленте может быть таким, что поверхностные области ленты до глубины в 2 микрона с внешней стороны содержат затвердевшие включения с плотностью на единицу площади, равной, по крайней мере, 120 включений/мм2.
Затвердевшая сталь может представлять собой раскисленную кремнием/марганцем сталь, и оксидные включения могут включать в себя включения одного или более из MnO, SiO2 и Al2O3. Размер включений типично может находиться в диапазоне от 2 до 12 микрон, так что, по крайней мере, большинство включений имеет размер в данном диапазоне.
Описанный выше способ позволяет производить сталь с уникальными свойствами, имеющую высокое содержание кислорода, распределенное в виде оксидных включений. В частности, сочетание высокого содержания кислорода в расплавленной стали и короткого времени обработки расплавленной стали при формовании стальной ленты привело к стали с уникальными характеристиками, обладающей улучшенными пластическим и жесткостными свойствами.
Краткое описание чертежей
Для того чтобы изобретение могло быть описано более подробно, некоторые иллюстративные примеры будут даны со ссылкой на прилагаемые чертежи, на которых:
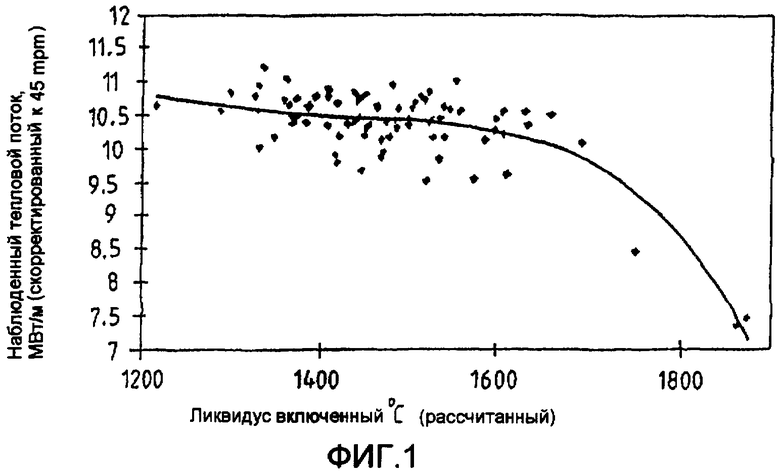
Фиг.1 показывает влияние температур плавления включений на тепловые потоки, полученные в испытаниях по двухвалковому литью с использованием раскисленных кремнием/марганцем сталей;
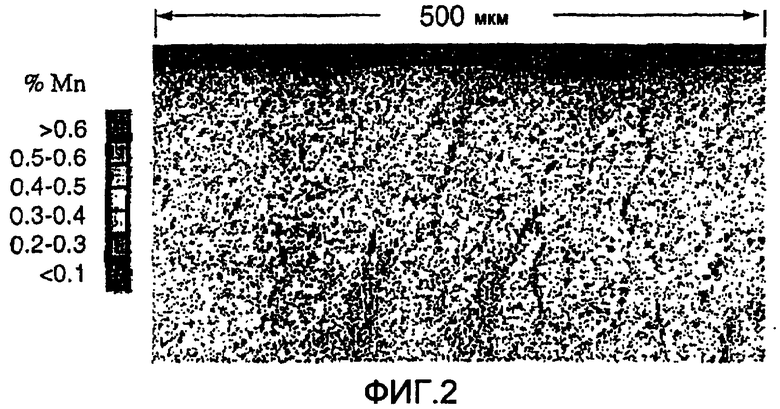
Фиг.2 представляет собой карту Mn, полученную энергодисперсионной спектроскопией (EDS), показывающую полосу мелких включений, образовавшихся при затвердевании, в затвердевшей стальной ленте;
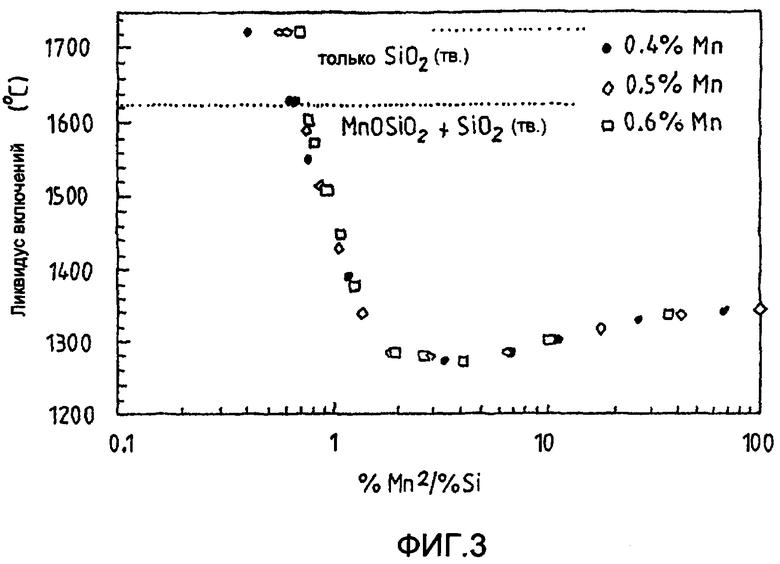
Фиг.3 представляет собой диаграмму, показывающую влияние варьирования отношений марганца к кремнию на температуру ликвидуса включений;
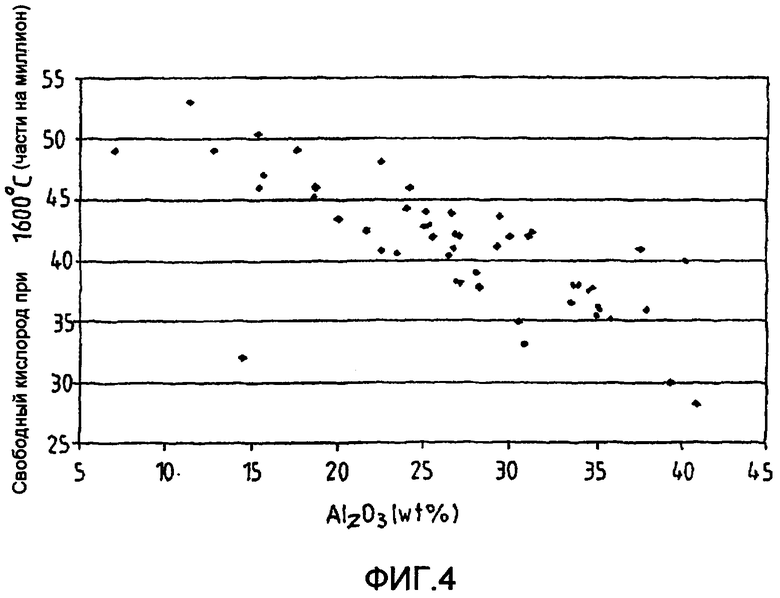
Фиг.4 показывает соотношение между содержанием оксида алюминия (измеренного по включениям в ленте) и эффективностью раскисления;
Фиг.5 представляет собой диаграмму тройной системы для MnO·SiO2·Al2O3;
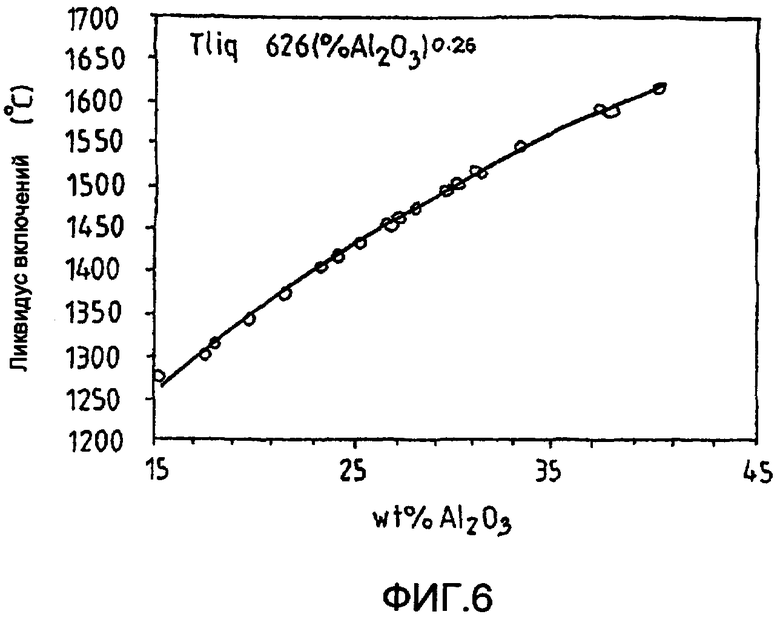
Фиг.6 показывает соотношение между содержанием оксида алюминия во включениях и температурой ликвидуса;
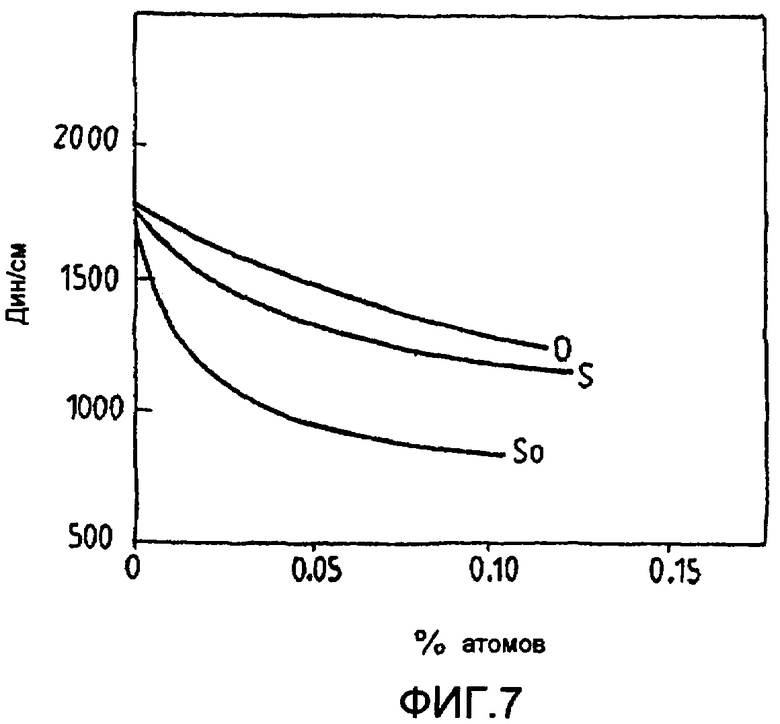
Фиг.7 показывает влияние кислорода в расплавленной стали на поверхностное натяжение; и
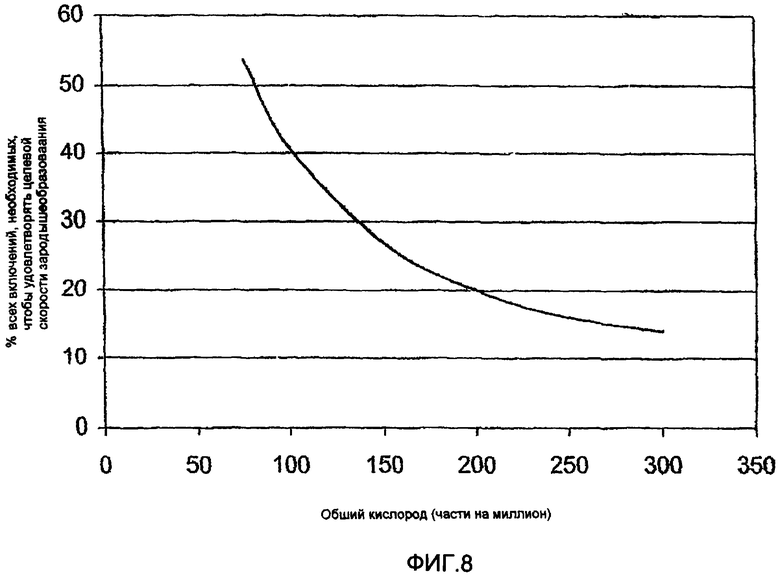
Фиг.8 представляет собой диаграмму результатов расчетов, относящихся к включениям, доступным для зародышеобразования при различающихся уровнях чистоты стали,
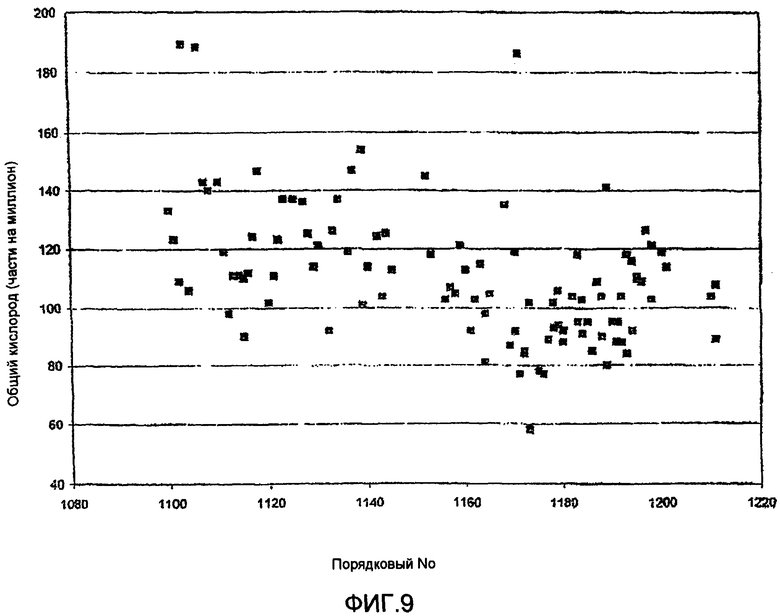
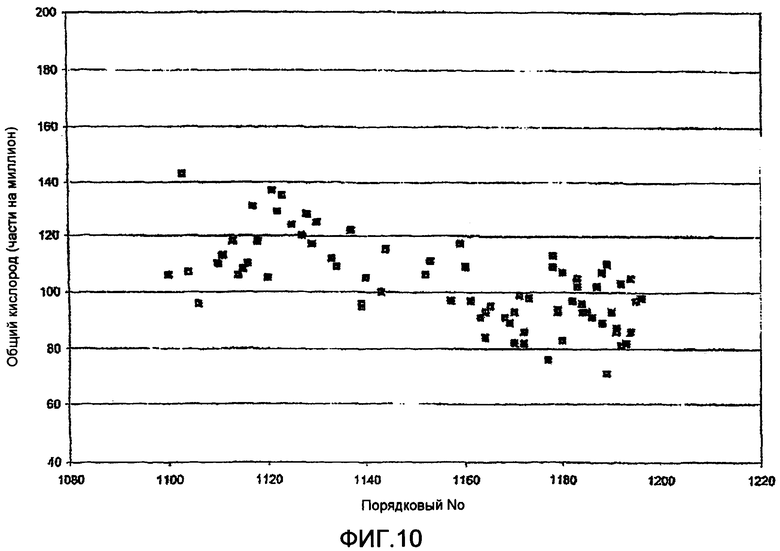
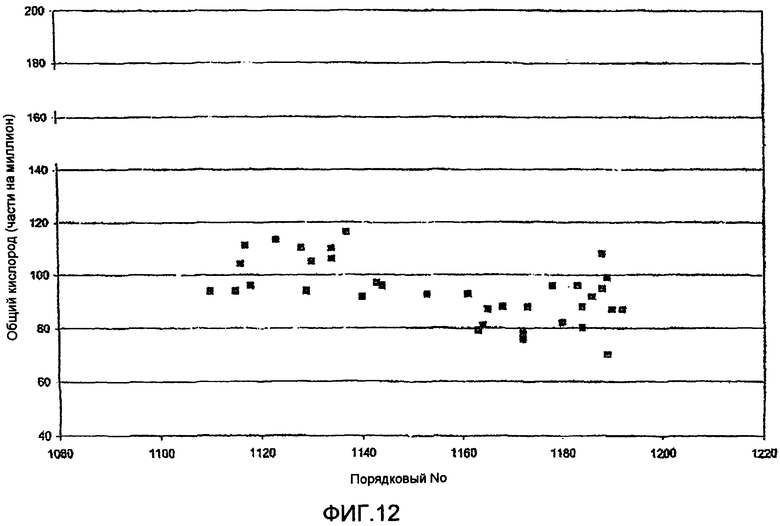
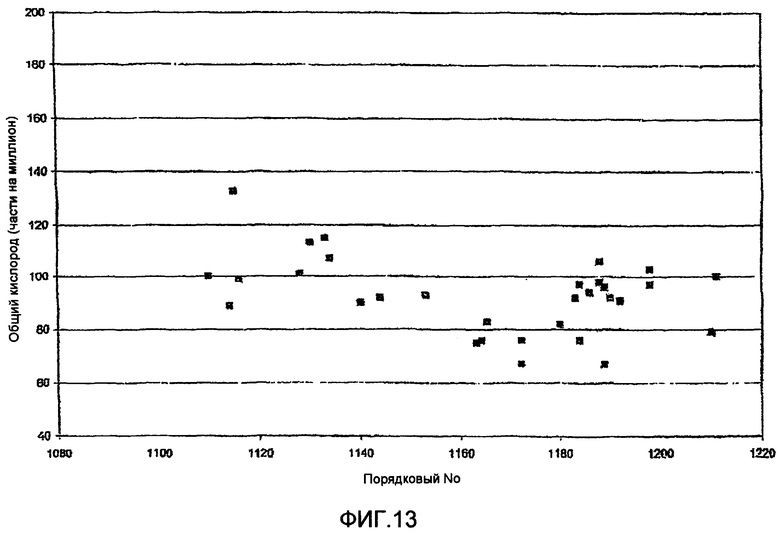
Фиг.9-13 представляют собой диаграммы, показывающие содержание общего кислорода в производственных расплавах стали в промежуточном разливочном устройстве непосредственно над литейной ванной расплавленной стали в ходе литья тонкой ленты с использованием двухвалковой установки;
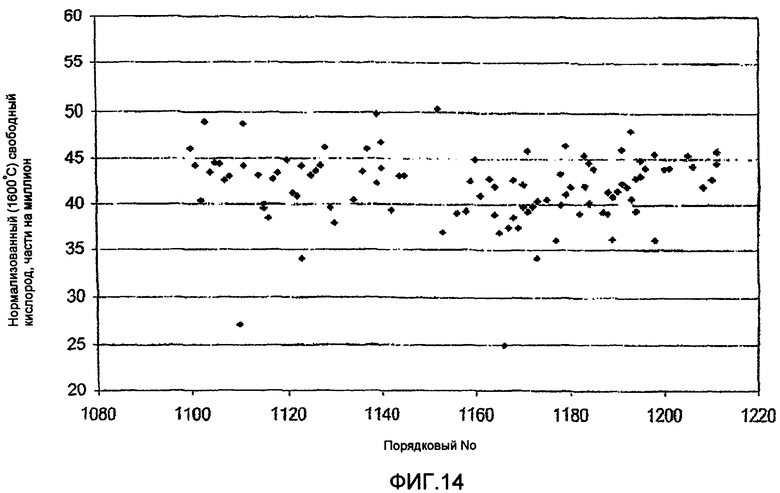
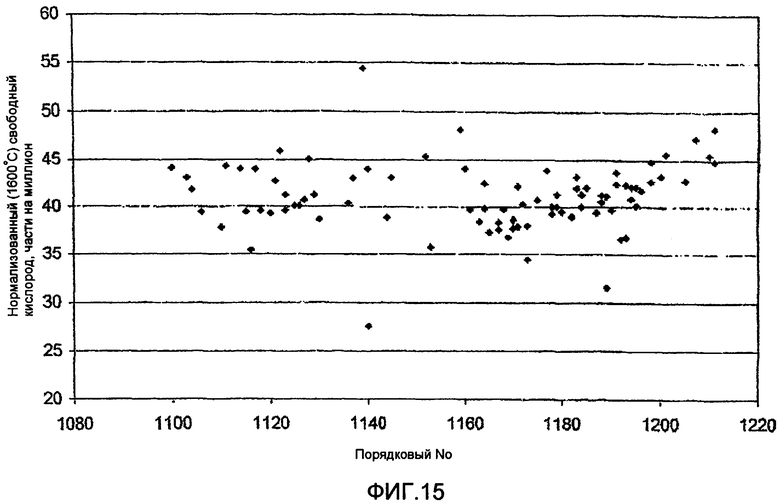
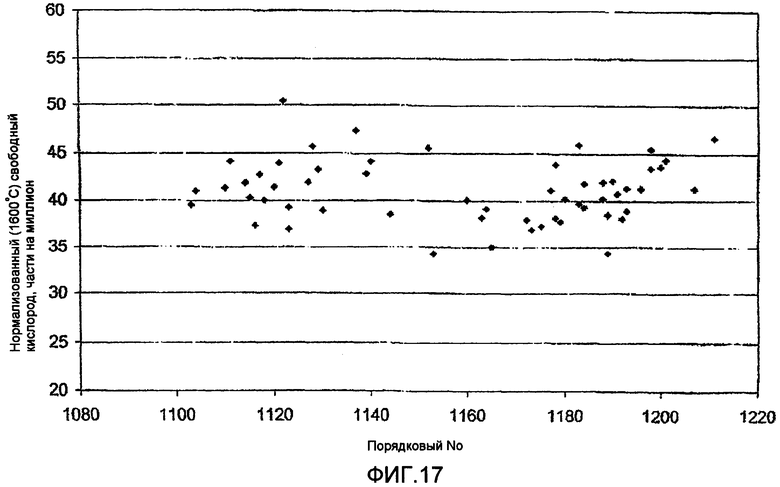
Фиг.14-18 представляют собой диаграммы содержания свободного кислорода тех же производственных расплавов стали, показанных на Фиг.9-13, в промежуточном разливочном устройстве непосредственно над литейной ванной расплавленной стали в ходе литья тонкой ленты с использованием двухвалковой литьевой установки;
Фиг.19 представляет собой микрофотографию, показывающую дисперсию мелкоразмерных частиц в тонкой литой ленте по настоящему изобретению;
Фиг.20 представляет собой спектр, полученный энергодисперсионной спектроскопией (EDS) мелкоразмерных частиц, показанных на Фиг.19;
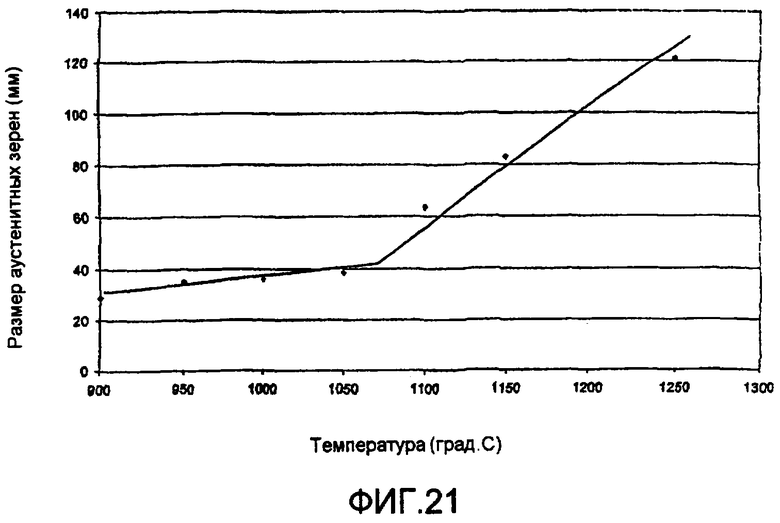
Фиг.21 представляет собой график зависимости среднего размера аустенитных зерен как функции температуры для времени выдержки в 20 минут для стального изделия по настоящему изобретению;
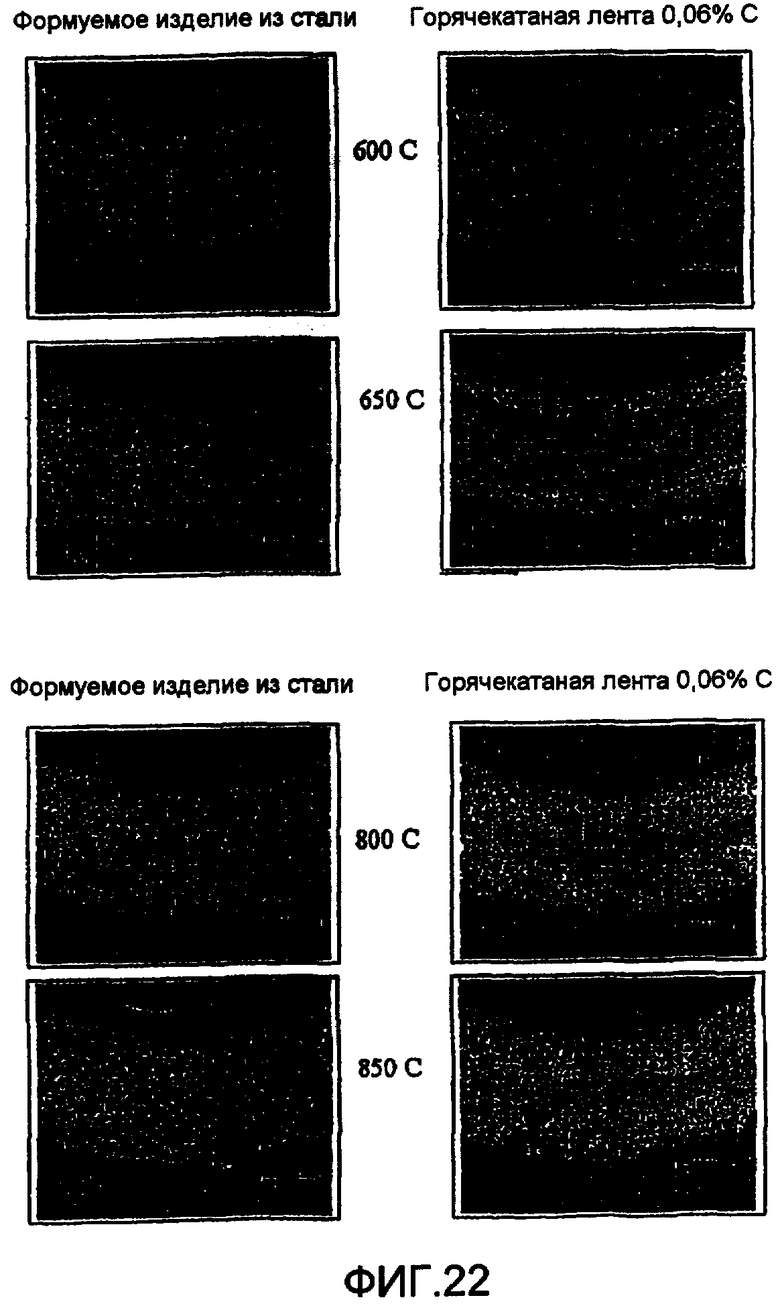
На Фиг.22 представлены микрофотографии микроструктуры стального изделия настоящего изобретения и стандартной горячекатаной ленточной стали A1006 после гибки и нагревания до 600°C, 650°C, 700°C, 750°C, 800°C и 850°C; и
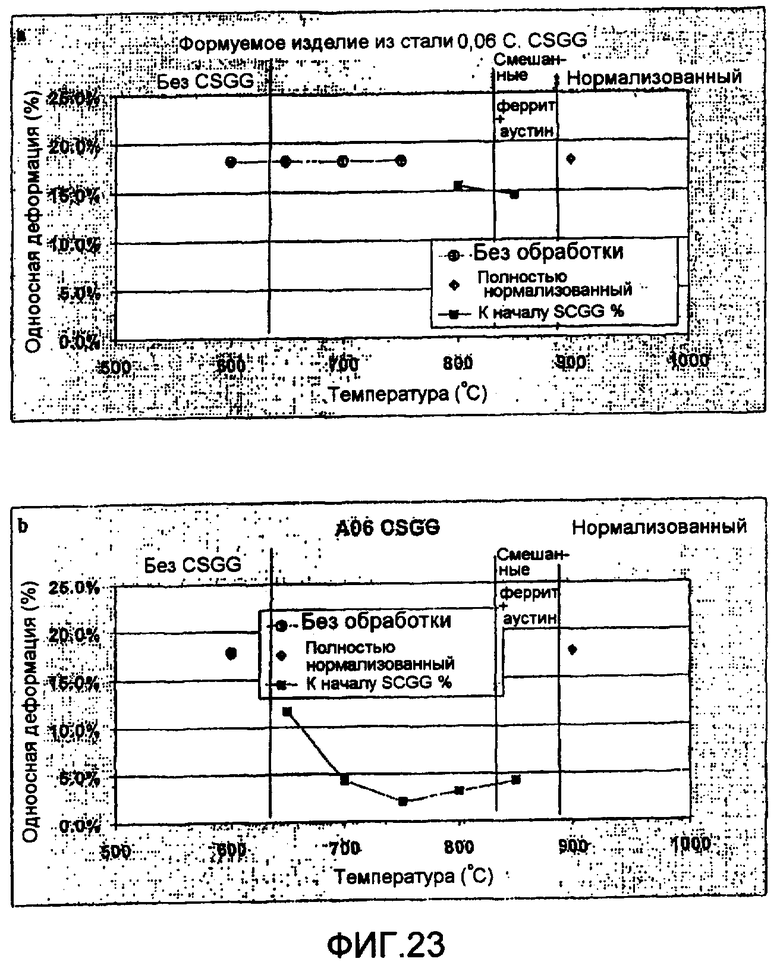
Фиг.23 представляет собой диаграмму, показывающую пределы критической деформации, необходимые для того, чтобы индуцировать рекристаллизацию ферритного железа в высокотемпературном стальном изделии настоящего изобретения и в стандартной горячекатаной ленточной стали A1006.
Хотя изобретение будет проиллюстрировано и подробно описано со ссылкой на чертежи и нижеследующее описание, последнее необходимо рассматривать как иллюстративное и не имеющее ограничивающего характера, причем понятно, что специалист в данной области идентифицирует все аспекты, изменения и модификации, которые входят в концепцию данного изобретения, и которые необходимо защитить.
Авторы настоящего изобретения провели расширенные испытания по литью на двухвалковой литьевой установке типа, подробно описанного в патентах США 5184668 и 5277243, с получением стальной ленты толщиной порядка 1 мм и менее. Такие испытания по литью с использованием раскисленной кремнием-марганцем стали показали, что температура плавления оксидных включений в расплавленной стали оказывает влияние на тепловые потоки, получаемые в ходе затвердевания стали, как показано на Фиг.1. Оксиды с низкими температурами плавления улучшают теплопереносящий контакт между расплавленным металлом и поверхностями литьевых валков в верхних областях ванны, обеспечивая более высокие скорости теплопереноса.
Жидкие включения не образуются, когда их температуры плавления выше, чем температура стали в литейной ванне. Следовательно, имеет место резкое снижение скорости теплопереноса, когда температура плавления включений выше, чем приблизительно 1600°C. В литейных испытаниях авторы изобретения установили, что в случае раскисленной алюминием стали образование высокоплавких включений оксида алюминия (температура плавления 2050°C) может быть ограничено, если не исключено, введениями кальция в композицию, чтобы создать включения жидкого типа CaO·Al2O3.
Получающиеся при затвердевании оксидные включения образуются в затвердевших металлических корочках. Следовательно, тонкая стальная лента включает в себя включения, образовавшиеся в ходе охлаждения и затвердевания стали, а также включения, получающиеся при раскислении, образовавшиеся в ходе рафинирования в ковше.
Уровень свободного кислорода в стали резко понижается в ходе охлаждения в мениске, что приводит к возникновению получающихся при затвердевании включений вблизи поверхности ленты. Данные получающиеся при затвердевании включения образованы преимущественно MnO·SiO2 по реакции:
Mn+Si+3O=MnO·SiO2
Визуальные характеристики получающихся при затвердевании включений на поверхности ленты, полученные из карты энергодисперсионной спектроскопии (EDS), показаны на Фиг.2. Можно видеть, что получающиеся при затвердевании включения являются весьма мелкими (типично, менее 2-3 микрон) и расположены в полосе в пределах 10-20 микрон от поверхности. Типичное распределение по размеру оксидных включений по ленте показано на Фиг.3 в работе авторов настоящего изобретения, озаглавленной “Recent Developments in Project M to the Joint Development of Low Carbon Steel Strip Casting by BHP and IHI” и представленной на конгрессе METEC 99 в Дюссельдорфе, Германия (13-15 июня 1999).
В раскисленной марганцем-кремнием стали сравнительные уровни получающихся при затвердевании включений определяются главным образом уровнями содержаний Mn и Si в стали. Фиг.3 показывает, что отношение Mn к Si оказывает значительное влияние на температуру ликвидуса включений. Раскисленная марганцем-кремнием сталь, имеющая содержание углерода в диапазоне от 0,001% до 0,1% по массе, содержание марганца в диапазоне от 0,1% до 2,0% по массе, содержание кремния в диапазоне от 0,1% до 10% по массе и содержание алюминия порядка 0,01% или менее по массе, может давать такие получающиеся при затвердевании оксидные включения в ходе охлаждения стали в верхних областях литейной ванны. В частности, сталь может иметь следующую композицию, именуемую M06:
Получающиеся при раскислении включения обычно образуются в ходе раскисления расплавленной стали в ковше с использованием Al, Si и Mn. Таким образом, композиция оксидных включений, образовавшихся в ходе раскисления, основана главным образом на MnO·SiO2·Al2O3. Данные включения, получающиеся при раскислении, расположены случайным образом в ленте и они являются более крупными, чем получающиеся при затвердевании включения, расположенные возле поверхности ленты и образующиеся по реакции со свободным кислородом в ходе литья.
Содержание оксида алюминия во включениях оказывает сильное влияние на уровень свободного кислорода в стали и может быть использовано для контроля уровней свободного кислорода в расплаве. Фиг.4 показывает, что с увеличением содержания оксида алюминия уровни свободного кислорода в стали понижаются. Свободный кислород, показанный на Фиг.4, измеряли с использованием измерительной системы Celox®, изготовленной Heraeus Electro-Nite, и измерения нормализовали к 1600°C для стандартизации данных по содержанию свободного кислорода, приведенных в нижеследующей формуле изобретения.
С введением оксида алюминия включения MnO·SiO2 разбавляются, за чем следует понижение их активности, что в свою очередь ведет к уменьшению уровня свободного кислорода, как видно из следующей реакции:
Mn+Si+3O+Al2O3<=>(Al2O3)·MnO·SiO2.
В случае включений на основе MnO-SiO2-Al2O3 влияние композиции включений на температуру ликвидуса может быть установлено из тройной фазовой диаграммы, показанной на Фиг.5.
Анализ оксидных включений в тонкой стальной ленте показал, что отношение MnO/SiO2 типично равно от 0,6 до 0,8, и для данного режима найдено, что содержание оксида алюминия в оксидных включениях оказывало наиболее сильное влияние на температуру плавления (температуру ликвидуса) включений, как показано на Фиг.6.
При проведении начального испытания авторы определили, что в случае литья по настоящему изобретению необходимо иметь такие включения, получившиеся при затвердевании и раскислении, которые являются жидкими при температуре начального затвердевания стали, и что расплавленная сталь в литейной ванне должна иметь содержание кислорода, по крайней мере, 100 частей на миллион и уровни содержания свободного кислорода от 30 до 50 частей на миллион, чтобы изготовить металлические корочки. Уровни оксидных включений, обеспечиваемые содержанием общего кислорода и свободного кислорода в расплавленной стали, способствуют зародышеобразованию и высокому тепловому потоку в ходе первичного и непрерывного затвердевания стали на поверхностях литейных валков. Включения, получившиеся как при затвердевании, так и при раскислении, представляют собой оксидные включения и создают центры зародышеобразования и в значительной степени способствуют зародышеобразованию в ходе затвердевания металла, однако получающиеся при раскислении включения могут являться определяющими скорость в том смысле, что их концентрацию можно варьировать и их концентрация влияет на концентрацию присутствующего свободного кислорода. Получающиеся при раскислении включения имеют значительно больший размер, типично, более чем 4 микрона, тогда как получающиеся при затвердевании включения имеют размер менее чем 2 микрона и основаны на MnO·SiO2 и не содержат Al2O3, тогда как получающиеся при раскислении включения содержат также Al2O3, присутствующий как часть включений.
В литейных испытаниях с использованием раскисленной кремнием/марганцем стали вышеназванного сорта M06 было найдено, что, если содержание общего кислорода в стали понижено на стадии ковшевого рафинирования до нижних уровней менее чем 100 частей на миллион, тепловые потоки уменьшаются и качество литья ухудшается, тогда как хорошее качество литья может быть достигнуто, если содержание общего кислорода составляет, по меньшей мере 100 частей на миллион и, типично, порядка 200 частей на миллион. Как более подробно описано ниже, данные уровни кислорода в ковше имеют результатом уровни содержания общего кислорода, по меньшей мере, 70 частей на миллион и уровни содержания свободного кислорода от 20 до 60 частей на миллион в промежуточном разливном устройстве и в свою очередь такие же или немногим меньшие уровни содержания кислорода в литейной ванне. Содержание общего кислорода может быть измерено прибором “Leco” и контролируется степенью “промывания” в ходе ковшовой обработки, то есть количеством аргона, барботированного через ковш с помощью пористой пробки или трубки, и продолжительностью обработки. Содержание общего кислорода измеряли стандартными методиками, используя LECO TC-436 Nitrogen/Oxygen Determinator, описанный в технологической инструкции TC 436 Nitrogen/Oxygen Determinator Instructional Manual, доступной от LECO (Форма № 200-403, исправлено в апреле 96, раздел 7, стр.7-1 по 7-4).
Чтобы определить, были ли обусловлены увеличенные тепловые потоки, полученные при более высоких содержаниях общего кислорода, доступностью оксидных включений в качестве центров зародышеобразования, проводили литейные испытания со сталями, в которых раскисление в ковше осуществляли силикокальцием (Ca-Si), и результаты сравнивали с литьем с использованием низкоуглеродистой Si-раскисленной стали, известной как сорта стали M06.
Результаты приведены в таблице 1.
Различия в тепловых потоках для сортов M06 и сталей с Ca-Si
Хотя уровни Mn и Si были схожи с уровнями в сортах обычных Si-раскисленных сталях, уровень свободного кислорода в испытаниях с Ca-Si был ниже, и оксидные включения содержали больше CaO. Тепловые потоки в испытаниях с Ca-Si, следовательно, были меньше, несмотря на меньшую температуру плавления включения (смотри Таблицу 2).
Композиции шлака при раскислении с использованием Ca-Si
Уровни свободного кислорода в сортах Ca-Si были ниже, типично от 20 до 30 частей на миллион, по сравнению с 40-50 частями на миллион у сортов M06. Кислород представляет собой поверхностно-активный элемент и, таким образом, уменьшение уровня свободного кислорода, как и следовало ожидать, уменьшает смачивание между расплавленной сталью и литейными валками и вызывает уменьшение скорости теплопереноса между металлом и литейными валками. Однако из Фиг.7 видно, что уменьшение количества свободного кислорода с 40 до 20 частей на миллион может быть недостаточным для увеличения поверхностного натяжения до уровней, которые объясняют наблюдаемое уменьшение теплового потока.
Можно заключить, что понижение уровней свободного и общего кислорода в стали уменьшает объем включений и, таким образом, уменьшает количество оксидных включений, служащих для начального зародышеобразования и непрерывного образования в ходе литья включений, получающихся при затвердевании. Это обстоятельство обладает потенциалом отрицательного воздействия на природу начального и непрерывного тесного контакта между стальными оболочковыми формами и поверхностью валка. Погружное испытание показало, что плотность зародышеобразование на единицу площади, равная примерно 120 1/мм2, необходима для создания достаточного теплового потока на стадии начального затвердевания в верхней менисковой области литьевого бассейна. Погружное испытание включает выдвижение охлажденного блока в массу расплавленной стали с такой скоростью, чтобы по возможности точно воспроизвести условия контакта у литьевых поверхностей двухвалковой литьевой установки. Сталь затвердевает на охлажденном блоке по мере того, как он движется через расплавленную массу, производя слои затвердевшей стали на поверхности блока. Толщина данного слоя может быть измерена в точках по его площади, чтобы зафиксировать изменения в скорости затвердевания и в свою очередь эффективной скорости теплопереноса в различных положениях. Таким образом, становится возможным проведение измерений скорости суммарного затвердевания, а также суммарного теплового потока. Также становится возможным исследование микроструктуры поверхности ленты для соотнесения изменений в формирующейся при затвердевании микроструктуре с изменениями в наблюденных скоростях затвердевания и с величинами теплопереноса и исследование структур, соотносящихся с зародышеобразованием на стадии начального затвердевания на охлажденных поверхностях. Прибор для погружных испытаний более подробно описан в патенте США 5720336.
Соотношение содержания кислорода в жидкой стали на стадии начального зародышеобразовании и теплопереноса исследовали, используя модель, описанную в Приложении 1. Данная модель предполагает, что все оксидные включения являются сферическими и равномерно распределены по стали. Предполагалось, что поверхностный слой равен 2 микронам, и предполагалось, что лишь включения, присутствующие в данном поверхностном слое могли участвовать в процессе зародышеобразования на стадии начального затвердевания стали. Входными параметрами модели являлись: содержание общего кислорода в стали, размер включений, толщина ленты, скорость литья и толщина поверхностного слоя. Выходным параметром являлась процентная доля включений общего кислорода в стали, необходимая для того, чтобы соответствовать целевой плотности зародышеобразования на единицу площади, равной 120 1/мм2.
Фиг.8 представляет собой диаграмму процентной доли оксидных включений в поверхностном слое, необходимых для участия в процессе зародышеобразования для того, чтобы достичь целевой плотности зародышеобразования на единицу площади при различных уровнях чистоты стали, выраженной как содержание общего кислорода, при допущении, что толщина ленты равна 1,6 мм и скорость литья составляет 80 м/мин. Фиг.8 показывает, что при размере включений 2 микрона и при содержании общего кислорода 200 частей на миллион, для достижения целевой плотности зародышеобразования на единицу площади, равной 120/мм2, необходимо 20% всех доступных оксидных включений в поверхностном слое. Однако при содержании общего кислорода, равном 80 частям на миллион, примерно 50% включений необходимо для достижения критической скорости зародышеобразования, а при уровне общего кислорода 40 частей на миллион уровень оксидных включений будет недостаточным, чтобы удовлетворять целевой плотности зародышеобразования на единицу площади. Соответственно, при обработке стали путем раскисления в ковше, содержание кислорода в стали можно регулировать для получения содержания общего кислорода в диапазоне от 100 до 250 частей на миллион и типично 200 частей на миллион. В результате примыкающие к литейным валкам слои глубиной два микрона на стадии начального затвердевания будут содержать оксидные включения с плотностью на единицу площади, по крайней мере, 120 1/мм2. Данные включения будут присутствовать во внешних поверхностных слоях конечного затвердевшего ленточного изделия и могут быть обнаружены подходящим исследованием, например, энергодисперсионной спектроскопией (EDS).
Следуя литейным испытаниям, было предпринято более объемное производство, для которого уровни общего кислорода и свободного кислорода приведены на Фиг.9-18. Авторы настоящего изобретения нашли, что содержание общего кислорода в расплавленной стали необходимо было поддерживать при значении выше примерно 70 частей на миллион, и что содержание свободного кислорода могло составлять от 20 до 60 частей на миллион. Эти данные приведены на Фиг.9-18 для серии последовательных экспериментов.
Измерения, представленные на Фиг.9 и Фиг.14, где отбирали первый образец, представляют собой данные по уровням общего кислорода и свободного кислорода в промежуточном разливном устройстве непосредственно над литейной ванной. И в этом случае содержание общего кислорода измеряли инструментом Leco, как описано выше, а содержание свободного кислорода измеряли описанной выше системой Celox. Приведенные уровни свободного кислорода представляют собой реально измеренные величины, нормализованные к 1600°C в целях стандартизации измерения свободного кислорода в соответствии с настоящим изобретением, как описано в формуле изобретения.
Данные уровни свободного кислорода и общего кислорода измеряли в промежуточном разливном устройстве непосредственно над литейной ванной, и хотя температура стали в промежуточном разливном устройстве выше, чем в литьевом бассейне, данные уровни свидетельствуют о несколько более низких уровнях общего кислорода и свободного кислорода в расплавленной стали в литьевом бассейне. Измеренные величины общего кислорода и свободного кислорода в первых образцах представлены на Фиг.9 и Фиг.14, которые были отобраны в ходе заполнения литейной ванны или непосредственно после заполнения литейной ванны в начале испытаний. Понятно, что уровни содержаний общего кислорода и свободного кислорода будут понижаться в ходе испытания. Фиг.10-13 и Фиг.15-18 показывают измерения общего кислорода и свободного кислорода в промежуточном разливном устройстве непосредственно над литейной ванной, проведенные на образцах 2, 3, 4 и 5, отобранных в ходе испытания для иллюстрации понижения.
Также, эти данные иллюстрируют практическое применение изобретения с высокой продувкой (120-180 частей на миллион), низкой продувкой (70-90 частей на миллион) и ультранизкой продувкой (60-70 частей на миллион) с использованием кислородной трубки установки ковшовой обработки (LMF). Порядковые номера с 1090 по 1130 проводили в условиях высокой продувки, порядковые номера с 1130 по 1160 проводили в условиях низкой продувки и порядковые номера с 1160 по 1220 проводили в условиях ультранизкой продувки. Эти данные показывают, что уровни общего кислорода понижались с уменьшением продувки, однако они показывают, что аналогичного понижения уровней свободного кислорода не происходило. Эти данные показывают, что наилучшая методика практического осуществления настоящего изобретения заключается в продувании в условиях ультранизкой продувки, чтобы уменьшить расход кислорода, обеспечивая в то же время подходящие уровни общего кислорода и свободного кислорода.
Как можно видеть из этих данных, общий кислород составляет, по меньшей мере, примерно 70 частей на миллион (за исключением одного выброса) и типично менее 200 частей на миллион, причем уровень общего кислорода, обычно находится в диапазоне от примерно 80 частей на миллион до 150 частей на миллион. Уровни содержания свободного кислорода составляли примерно 25 частей на миллион и обычно группировались в диапазоне от примерно 30 до примерно 50 частей на миллион, что означает, что содержание свободного кислорода должно составлять от 20 до 60 частей на миллион. Более высокие уровни свободного кислорода приведут к тому, что кислород будет участвовать в образовании нежелательного шлака, а меньшие уровни свободного кислорода будут иметь результатом недостаточное образование получающихся при затвердевании включений, необходимых для эффективного формирования корочки и отливки ленты.
Пример
Входные параметры
Критическое зародышеобразование на единицу площади: 120. Данная величина представляла собой плотность 1/мм2 (требуемую плотность, полученную благодаря достаточным скоростям теплопереноса).
Параметры эксперимента по погружному испытанию:
Длина валка, м, 1
Толщина ленты, мм, 1,6
Тоннаж ковша, т, 120
Плотность стали, кг/м3, 7800
Общий кислород, части на миллион, 75
Плотность включений, кг/м3, 3000
Выходные параметры
Масса включений, кг, 21,42857
Размер включений, м, 2,00E-06
Объем включений, м3, 0,0
Общее число включений 1706096451319381,5
Толщина поверхностного слоя (одна сторона), мкм, 2
Общее число включений, только поверхность 4265241128298,4536
Данные включения могут участвовать в процессе начального зародышеобразования.
Скорость литья, м/мин, 80
Длина ленты, м, 9615,38462
Площадь поверхности ленты, м2, 19230,76923
Общее число требуемых центров зародышеобразования 2307692,30760
% имеющихся включений, которые необходимы для участия в процессе зародышеобразования 54,10462
Улучшение свойств вследствие диспергирования тонкодисперсных частиц
Химическая композиция и условия обработки, использованные при производстве изделия с высокой температурой укрупнения аустенитных зерен по настоящему изобретению, приводят к формированию распределения выделенных, мелких оксидных частиц кремния и железа со средним размером частиц менее чем 50 нанометров в микроструктуре стали. Химическая композиция и специфическое содержание общего кислорода и свободного кислорода в расплавленной стали и весьма высокая скорость затвердевания в настоящем способе двухвалкового литья могут приводить к образованию, в общем, однородного распределения таких мелких частиц в стальном изделии. Найдено, что данное распределение мелких оксидных частиц сообщает особые, ранее неизвестные свойства изделию с высокой температурой укрупнения аустенитных зерен.
Подробное металлографическое исследование изделия с использованием методики трансмиссионной электронной микроскопии (TEM) обнаружило мелкие оксидные частицы, по существу равномерно распределенные по микроструктуре стали. Данные частицы показаны на трансмиссионной электронной микрофотографии, приведенной на Фиг.19. Найдено, что размер частиц составлял порядка 5-30 нанометров. Размер частиц определяли из измерений по TEM-микрофотографиям.
Химический анализ данных мелкоразмерных оксидных частиц с использованием энергодисперсионной спектроскопии (EDS) показал, что они содержат Fe, Si и O, как показано на Фиг.20. Образование таких частиц, особенно принимая во внимание их композицию, размер и распределение, может быть обусловлено технологией обработки. Уровни содержаний общего и свободного кислорода в жидкой стали и весьма высокие скорости охлаждения, связанные с описанной выше технологией двухвалкового литья, могут иметь результатом выделение и образование такого распределения данных наноразмерных оксидных частиц, размером менее чем 50 нанометров, содержащих Si и Fe.
Авторы настоящего изобретения нашли, что характеристики роста аустенитных зерен стального продукта уникальны в том смысле, что аустенитные зерна устойчивы к укрупнению до относительно высоких температур вплоть до, по меньшей мере, 1000°C. Пример характеристик роста аустенитных зерен для изделия из стали, содержащей 0,05% углерода, показан на Фиг.21. Размер аустенитных зерен определяли, используя методику линейных секущих, как описано в AS1733-1976. Границы аустенитных зерен травили, используя травящий агент на основе насыщенной пикриновой кислоты. Можно видеть, что размер аустенитных зерен остается малым при выдерживании на протяжении 20 минут при некоторой температуре, например, при температурах вплоть до, по крайней мере, 1050°C. Аналогичные исследования были проведены на сталях, содержащих разные уровни углерода, с получением похожих результатов. Температуры укрупнения аустенитных зерен для времени выдерживания, равного 20 минутам, превышали 1050°C для 0,02% C-стали и 1000°C для 0,20% C-стали. Конкретные примеры приведены ниже в Таблице 3.
Температуры укрупнения аустенитных зерен, проявляемые настоящими сталями, имеют порядок температур, которые обычно наблюдали ранее для других раскисленных алюминием сталей, где присутствие частиц нитрида алюминия в микроструктуре стали способствует ограничению роста аустенитных зерен. Температуры укрупнения аустенитных зерен у настоящих сталей фактически достигают температур укрупнения зерен, наблюдаемых для обработанных титаном и раскисленных алюминием листовых сталей, полученных непрерывным литьем. В случае полученных непрерывным литьем обработанных титаном и раскисленных алюминием сталей скорость охлаждения непрерывно отливаемых листов может способствовать образованию мелких TIN-частиц, причем размер частиц изменяется в диапазоне 5-10 микрон. Способность алюминия образовывать подходящую дисперсию частиц AlN, когда в стали присутствуют соответствующие уровни содержаний алюминия и азота, привела к концепции раскисленных алюминием мелкозернистых сталей. Учитывая это, ультрамелкие частицы с размером менее чем 50 нанометров, созданные в настоящих сталях, вызывают аналогичное или большее ингибирование роста аустенитных зерен по сравнению с раскисленными алюминием мелкозернистыми сталями. Настоящие стали дают, таким образом, мелкозернистую сталь в отсутствии стандартных элементов - Al, Ti, Nb и V - уменьшения размера зерна.
Мелкие оксидные частицы в настоящем стальном изделии, которые способствуют подавлению роста аустенитных зерен, могут оказаться полезными в случае изделий, которые подвергаются сварке, эмалировке или полному отпуску. При этом удается избежать чрезмерного укрупнения аустенитных зерен в ходе термообработки, которое при охлаждении может приводить к крупнозернистой микроструктуре и к обусловленной ее потери прочности и ударной вязкости при температурах окружающей среды.
Авторы настоящего изобретения провели дополнительные исследования, относящиеся к сопротивлению в отношении вызванного деформацией укрупнения зерен феррита. В данном исследовании образцы настоящего стального изделия и стандартной ленты A1006 были согнуты вокруг формообразующего устройства для создания диапазона уровней деформации по толщине стали, которые могли бы возникнуть при производстве слегка деформированных изделий, и затем термически обработаны при температурах в диапазоне от 600°C до 900°C. Затем образцы металлографически исследовали для определения ответа микроструктуры на деформацию и термообработку. Микрофотографии некоторых из полученных микроструктур даны на Фиг.22. Материал стального изделия настоящего изобретения был устойчив к укрупнению в значительно большей степени, чем стандартная сталь A1006. Такое укрупнение приводит к значительному разупрочнению стали.
Микрофотографии также иллюстрируют деформацию, необходимую, чтобы инициировать укрупнение ферритовых зерен. Распределение деформации в направлении толщины рассчитывали и соотносили с микрофотографиями, чтобы определить взаимное соотношение деформации - температур, когда начиналась укрупняющая рекристаллизация ферритовых зерен. Результаты данного анализа показаны на Фиг.23. Результаты показывают, что в случае настоящего стального изделия требуются значительно большие деформации, чтобы вызвать укрупнение феррита, чем для стандартной A1006. Фактически только очень малые деформации необходимы в стандартной полосе A1006, чтобы вызвать укрупнение ферритовых зерен. Данное поведение настоящего стального изделия аналогично поведению сталей, в которых имеется по существу однородное распределение мелкоразмерных оксидных частиц, как описано выше. Данная характеристика может быть существенной, если нагрев применяли бы в случае сформованных изделий для их соединений с использованием таких способов, как пайка.
Контролируемая химическая композиция жидкой стали, в частности содержание общего и свободного кислорода, и весьма высокая скорость затвердевания в способе обеспечивают условия для выделения и образования однородной дисперсии наноразмерных частиц с размером менее чем 50 нанометров. Данные мелкоразмерные частицы способствуют подавлению роста аустенитных зерен в ходе высокотемпературного нагрева и увеличивают величину деформации, необходимой для рекристаллизации феррита. Данные характеристики важны при производстве изделия из стали. Ясно, что настоящее стальное изделие, обладающее данными свойствами, может быть произведено двухвалковым непрерывным литьем тонких стальных лент, как описано выше.
Хотя изобретение подробно проиллюстрировано и описано со ссылкой на чертежи и вышеприведенное описание, данное описание следует рассматривать как имеющее характер иллюстративного и неограничивающего, причем понятно, что показаны и описаны лишь предпочтительные осуществления и что все изменения и модификации, которые охватываются сущностью изобретения должны быть защищены.
Приложение 1
a. Список обозначений
w=ширина валка, м
t=толщина ленты, мм
ms=масса стали в ковше, тонны
□s=плотность стали, кг/м3
□i=плотность включений, кг/м3
Ot=общий кислород в стали, части на миллион
d=диаметр включений, м
vi=объем одного включения, м3
mi=масса включений, кг
Nt=общее число включений
ts=толщина поверхностного слоя, микроны
Ns=общее число включений, присутствующих в поверхности (которые могут участвовать в процессе зародышеобразования)
u=скорость литья, м/мин
Ls=длина ленты, м
As=площадь поверхности ленты, м2
Nreq=общее число включений, необходимых, чтобы удовлетворять целевой плотности зародышеобразования
NCt=целевая плотность зародышеобразование на единицу площади, 1/мм2 (получена из погружного испытания)
Nav=% всех включений, доступных на поверхности литейных валков для процесса начального зародышеобразования в расплавленной стали.
b. Уравнения
(1) mi=(Ot×ms×0,001)/0,42
Замечание: для Mn-Si-раскисленной стали 0,42 кг кислорода необходимы для производства 1 кг включений с композицией из 30% MnO, 40% SiO2 и 30% Al2O3. Для Al-раскисленной стали (с введением Ca) 0,38 кг кислорода необходимы для производства 1 кг включений с композицией из 50% Al2O3 и 50% CaO.
(2) vi=4,19×(d/2)3
(3) Nt=mi/(□i×vi)
(4) Ns=(2,0ts×0,001×Nt/t)
(5) Ls=(ms×1000)/(□s×w×t/1000)
(6) As=2,0×Ls×w
(7) Nreq=As×106×NCt
(8) Nav%=(Nreq/Ns)×100,0
Ур.1 рассчитывает массу включений в стали.
Ур.2 рассчитывает объем одного включения при допущении, что включения сферические.
Ур.3 рассчитывает общее число доступных включений в стали.
Ур.4 рассчитывает общее число включений, доступных в поверхностном слое (при допущении, что на каждой стороне его толщина равна 2 мкм). Заметим, что данные включения могут выделяться только на начальном зародышеобразовании.
Ур.5 и Ур.6 использованы для расчета общей площади поверхности ленты.
Ур.7 рассчитывает число необходимых включений на поверхности, чтобы удовлетворять целевой скорости зародышеобразования.
Ур.8 использовано для расчета процентной доли всех включений, доступных на поверхности, которые должны выделиться в процессе зародышеобразования. Заметим, что если данное число больше чем 100%, тогда число включений на поверхности недостаточно, чтобы удовлетворять целевой скорости зародышеобразования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ И ТОНКАЯ СТАЛЬНАЯ ПОЛОСА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2002 |
|
RU2297900C2 |
| ВЫСОКОПРОЧНЫЙ ТОНКИЙ ЛИТОЙ ПОЛОСОВОЙ ПРОДУКТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2530596C2 |
| ЛИТЬЕ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2375145C2 |
| СТАЛЬНАЯ ОТЛИВКА (ВАРИАНТЫ) И СТАЛЬНОЙ МАТЕРИАЛ С УЛУЧШЕННОЙ ОБРАБАТЫВАЕМОСТЬЮ, СПОСОБ ПЕРЕРАБОТКИ РАСПЛАВЛЕННОЙ СТАЛИ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ОТЛИВКИ И СТАЛЬНОГО МАТЕРИАЛА | 2000 |
|
RU2228235C2 |
| РАФИНИРОВАНИЕ СТАЛИ В КОВШЕ | 2002 |
|
RU2285052C2 |
| Полоса из мартенситной стали и способ ее изготовления | 2020 |
|
RU2816887C1 |
| ПРОДУКТ В ВИДЕ ТОНКОЙ ЛИТОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2532794C2 |
| Горячекатаный лист/полоса 30CrMo стали и способ их получения | 2020 |
|
RU2818814C1 |
| ТОНКАЯ РИФЛЕНАЯ СТАЛЬНАЯ ПОЛОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2824365C1 |
| ИЗГОТОВЛЕНИЕ ТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2275273C2 |






Изделие из стали с высокой температурой укрупнения аустенитных зерен содержит менее чем 0,4% углерода, менее чем 0,06% алюминия, менее чем 0,01% титана, менее чем 0,01% ниобия, менее чем 0,02% ванадия по массе и имеет частицы оксидов кремния и железа, распределенные в микроструктуре стали. Средний размер оксидных частиц составляет менее 50 нанометров, например от 5 до 30 нанометров. Мелкие оксидные частицы, распределенные по микроструктуре, способны ограничивать рекристаллизацию феррита при уровнях деформации, по крайней мере, до 10,0% и температурах до 750°С в течение времени выдерживания до 20 минут. Изделие из стали может быть изготовлено непрерывным литьем стальной ленты между литейными валками из расплавленной углеродистой стали, в которой содержание общего кислорода составляет, по крайней мере, 70 частей на миллион и содержание свободного кислорода составляет от 20 до 60 частей на миллион. Преимущественное содержание общего кислорода составляет менее чем 250 частей на миллион, а свободного кислорода от 20 до 60 частей на миллион. При вращении литейных валков расплавленная сталь затвердевает с образованием корочек на поверхностях валков с уровнями содержания оксидных включений, отражающих содержание общего кислорода в расплавленной стали. Обеспечивается повышение прочности и ударной вязкости сталей. 9 н. и 44 з.п. ф-лы, 23 ил., 3 табл.
1. Изделие из стали с высокой температурой укрупнения аустенитных зерен, включающее по массе менее чем 0,4% углерода, менее чем 0,06% алюминия, менее чем 0,01% титана, менее чем 0,01% ниобия и менее чем 0,02% ванадия и содержащее мелкие оксидные частицы кремния и железа, распределенные в микроструктуре стали и имеющие средний размер менее чем 50 нм.
2. Изделие по п.1, в котором содержание алюминия составляет менее чем 0,02%.
3. Изделие по п.1, в котором содержание алюминия составляет менее чем 0,01%.
4. Изделие по п.1, в котором средний размер оксидных частиц составляет от 5 до 30 нм.
5. Изделие по п.1, в котором средний размер оксидных частиц составляет менее чем 40 нм.
6. Изделие по п.1, в котором расплавленная сталь, используемая для производства изделия из стали, содержит оксидные включения, включающие любой один или более из MnO, SiO2 и Аl2О3, распределенные по стали с плотностью включений в диапазоне от 2 г/см3 до 4 г/см3.
7. Изделие по п.6, в котором большинство оксидных включений имеют размер в диапазоне от 2 до 12 мкм.
8. Изделие из стали с высокой температурой укрупнения аустенитных зерен, включающее по массе менее чем 0,4% углерода, менее чем 0,06% алюминия, менее чем 0,01% титана, менее чем 0,01% ниобия и менее чем 0,02% ванадия и содержащее мелкие оксидные частицы кремния и железа, распределенные в микроструктуре стали, при этом оксидные частицы повышают стойкость к укрупнению аустенитных зерен вплоть до, по меньшей мере, 1000°С.
9. Изделие по п.8, в котором содержание алюминия составляет менее чем 0,02%.
10. Изделие по п.8, в котором содержание алюминия составляет менее чем 0,01%.
11. Изделие по п.8, в котором средний размер оксидных частиц на основе железа-кремния составляет от 5 до 30 нм.
12. Изделие по п.8, в котором средний размер оксидных частиц на основе железа-кремния составляет менее чем 40 нм.
13. Изделие из стали с высокой температурой укрупнения аустенитных зерен, содержащее по массе менее чем 0,4% углерода, менее чем 0,06% алюминия, менее чем 0,01% титана, менее чем 0,01% ниобия и менее чем 0,02% ванадия и содержащее мелкие оксидные частицы, распределенные в микроструктуре стали, обеспечивающие средний размер аустенитных зерен менее чем 50 мкм вплоть до, по меньшей мере, 1000°С в течение времени выдерживания, равного, по меньшей мере, 20 мин.
14. Изделие по п.13, в котором содержание алюминия составляет менее чем 0,02%.
15. Изделие по п.13, в котором средний размер аустенитных зерен составляет от 5 до 50 мкм для температур вплоть до, по меньшей мере, 1000°С в течение времени выдерживания, равного, по меньшей мере, 20 мин.
16. Изделие по п.13, в котором средний размер аустенитных зерен составляет менее чем 40 вплоть до, по меньшей мере, 1050°С в течение времени выдерживания, равного, по меньшей мере, 20 мин.
17. Изделие из стали с высокой температурой укрупнения аустенитных зерен, включающее углеродистую сталь, содержащую по массе менее чем 0,4% углерода, менее чем 0,06% алюминия, менее чем 0,01% титана, менее чем 0,01% ниобия и менее чем 0,02% ванадия и содержащее мелкие оксидные частицы, распределенные по микроструктуре стали, обеспечивающие ограничение рекристаллизации феррита при уровнях деформации вплоть до 10% и температурах вплоть до 750°С в течение времени выдерживания вплоть до 20 мин.
18. Изделие по п.17, в котором содержание алюминия составляет менее чем 0,02%.
19. Изделие по п.17, в котором содержание алюминия составляет менее чем 0,01%.
20. Способ получения изделия из стали по любому из пп.1, 8, 13 или 17, из стальной ленты, произведенной непрерывным литьем с помощью стадий, включающих:
монтаж пары охлаждаемых литейных валков, между которыми имеется зазор, а также ограничивающих перегородок, примыкающих к концам зазора;
введение расплавленной низкоуглеродистой стали, имеющей содержание общего кислорода, по крайней мере, 100 частей на миллион и содержание свободного кислорода от 30 до 50 частей на миллион, между парой литейных валков для создания литейной ванны между литейными валками;
вращение в противоположных направлениях литейных валков и затвердевание расплавленной стали с образованием металлических корочек на поверхностях литейных валков с уровнями содержаний оксидных включений, отражающими содержание общего кислорода в расплавленной стали, чтобы способствовать образованию тонкой стальной ленты; и
формование затвердевшей тонкой стальной ленты в зазоре между литейными валками из указанных затвердевших корочек.
21. Способ по п.20, в котором расплавленная сталь в литейной ванне имеет содержание углерода в диапазоне от 0,001 до 0,1% по массе, содержание марганца в диапазоне от 0,20 до 2,0% по массе и содержание кремния в диапазоне от 0,0 до 10% по массе.
22. Способ по п.20, в котором расплавленная сталь в литейной ванне имеет содержание алюминия порядка 0,01% или менее по массе.
23. Способ по п.20, в котором расплавленная сталь в литейной ванне имеет содержание общего кислорода от 100 до 250 частей на миллион.
24. Способ по п.20, в котором расплавленная сталь содержит оксидные включения, включающие любой один или более из MnO, SiO2 и Аl2О3, распределенные в стали с плотностью включений в диапазоне от 2 г/см3 до 4 г/см3.
25. Способ по п.24, в котором большинство включений имеют размер в диапазоне от 2 до 12 мкм.
26. Способ по п.20, в котором содержание серы в расплавленной стали равно менее чем 0,01% по массе.
27. Способ по любому из пп.20-26, в котором стадии, кроме того, включают:
рафинирование расплавленной стали перед формированием литейной ванны путем нагревания стальной шихты и шлакообразующего материала с образованием расплавленной стали, покрытой шлаком, содержащим оксиды кремния, марганца и кальция;
перемешивание расплавленной стали путем введения в расплавленную сталь инертного газа, чтобы вызвать десульфурацию, и затем
введение кислорода, чтобы получить расплавленную сталь, имеющую содержание общего кислорода более чем 100 частей на миллион и содержание свободного кислорода от 30 до 50 частей на миллион.
28. Способ по п.27, в котором при десульфурации уменьшается содержание серы в расплавленной стали до менее чем 0,01% по массе.
29. Способ по п.27, в котором затвердевшая сталь представляет собой раскисленную кремнием/марганцем сталь, и включения включают в себя любой один или более из MnO, SiO2 и Аl2О3.
30. Способ по п.27, в котором большинство включений имеют размер в диапазоне от 2 до 12 мкм.
31. Способ по п.27, в котором затвердевшая сталь имеет содержание общего кислорода в диапазоне от 100 до 250 частей на миллион.
32. Способ получения изделия из стали по любому из пп.1, 8, 13 или 17 из стальной ленты, произведенной непрерывным литьем с помощью стадий, включающих:
монтаж пары охлаждаемых литейных валков, между которыми имеется зазор, и ограничивающих перегородок, примыкающих к концам зазора;
введение расплавленной низкоуглеродистой стали, имеющей содержание общего кислорода, по крайней мере, 70 частей на миллион и содержание свободного кислорода от 20 до 60 частей на миллион, между парой литейных валков, чтобы создать литейную ванну между литейными валками;
вращение в противоположных направлениях литейных валков и затвердевание расплавленной стали с образованием металлических корочек на поверхностях литейных валков с уровнями содержания оксидных включений, определяемых содержанием общего кислорода в расплавленной стали, чтобы способствовать образованию тонкой стальной ленты; и
формование затвердевшей тонкой стальной ленты в зазоре между литейными валками из указанных затвердевших корочек.
33. Способ по п.32, в котором расплавленная сталь в литейной ванне имеет содержание углерода в диапазоне от 0,001 до 0,1% по массе, содержание марганца в диапазоне от 0,20 до 2,0% по массе и содержание кремния в диапазоне от 0,0% до 10% по массе.
34. Способ по п.32, в котором расплавленная сталь в литейной ванне имеет содержание алюминия порядка 0,01% или менее по массе.
35. Способ по п.32, в котором расплавленная сталь в литейной ванне имеет содержание общего кислорода от 100 до 250 частей на миллион.
36. Способ по п.32, в котором расплавленная сталь содержит оксидные включения, включающие в себя любой один или более из MnO, SiO2 и Аl2О3, распределенные в стали с плотностью включений в диапазоне от 2 до 4 г/см3.
37. Способ по п.36, в котором большинство оксидных включений имеют размер в диапазоне от 2 до 12 мкм.
38. Способ по п.32, в котором содержание серы в расплавленной стали равно менее чем 0,01% по массе.
39. Способ по п.32, в котором стадии, кроме того, включают:
рафинирование расплавленной стали перед формированием литейной ванны посредством нагревания стальной шихты и шлакообразующего материала с образованием расплавленной стали, покрытой шлаком, содержащим оксиды кремния, марганца и кальция;
перемешивание расплавленной стали путем введения в расплавленную сталь инертного газа, чтобы вызвать десульфурацию, и затем
введение кислорода, чтобы получить расплавленную сталь, имеющую содержание общего кислорода более чем 100 частей на миллион и содержание свободного кислорода от 30 до 50 частей на миллион.
40. Способ по п.39, в котором при десульфурации уменьшается содержание серы в расплавленной стали до менее чем 0,01% по массе.
41. Способ по п.39, в котором затвердевшая сталь представляет собой раскисленную кремнием/марганцем сталь, и включения включают в себя любой один или более из MnO, SiO2 и Аl2О3.
42. Способ по п.41, в котором большинство включений имеют размер в диапазоне от 2 до 12 мкм.
43. Способ по п.39, в котором затвердевшая сталь имеет содержание общего кислорода в диапазоне от 100 до 250 частей на миллион.
44. Способ формования изделия из стали по любому из пп.1, 8, 13 или 17, включающего в себя тонкую стальную ленту с высокой температурой укрупнения аустенитных зерен, при этом способ включает двухвалковое литье с толщиной менее чем 5 мм и формование затвердевшей стали, содержащей затвердевшие оксидные включения, распределенные так, что поверхностные области ленты до глубины в 2 мкм от поверхности содержат такие включения с плотностью на единицу площади, равной, по крайней мере, 120 включений/мм2.
45. Способ по п.44, в котором большая часть затвердевшей стали представляет собой раскисленную кремнием/марганцем сталь, и включения включают в себя любой один или более из MnO, SiO2 и Аl2О3.
46. Способ по п.44, в котором большинство включений имеют размер в диапазоне от 2 до 12 мкм.
47. Способ по п.44, в котором затвердевшая сталь имеет содержание кислорода, определяемое содержанием общего кислорода в диапазоне от 100 до 250 частей на миллион и содержанием свободного кислорода от 30 до 50 частей на миллион в расплавленной стали, из которой изготовлена лента.
48. Способ формования изделия из стали по любому из пп.1, 8, 13 или 17, включающего в себя тонкую стальную ленту с высокой температурой укрупнения аустенитных зерен, при этом способ включает двухвалковое литье с толщиной менее чем 5 мм и формование затвердевшей стали, содержащей распределенные оксидные включения, отражающие содержание общего кислорода в диапазоне от 100 до 250 частей на миллион и содержание свободного кислорода от 30 до 50 частей на миллион в произведенной стали, из которой изготовлена лента.
49. Способ по п.48, в котором большая часть затвердевшей стали представляет собой раскисленную кремнием/марганцем сталь, и включения включают в себя любой один или более из MnO, SiO2 и Аl2О3.
50. Способ по п.48, в котором большинство включений имеют размер в диапазоне от 2 до 12 мкм.
51. Способ формования изделия из стали по любому из пп.1, 8, 13 или 17, включающего в себя тонкую стальную ленту с высокой температурой укрупнения аустенитных зерен, при этом способ включает двухвалковое литье с толщиной менее чем 5 мм и формование затвердевшей стали, содержащей распределенные оксидные включения, отражающие содержание общего кислорода в диапазоне от 70 до 250 частей на миллион и содержание свободного кислорода от 20 до 60 частей на миллион в произведенной стали, из которой изготовлена лента.
52. Способ по п.51, в котором большая часть затвердевшей стали представляет собой раскисленную кремнием/марганцем сталь, и включения включают в себя любой один или более из MnO, SiO2 и Аl2О3.
53. Способ по п.51 или п.52, в котором большинство включений имеют размер в диапазоне от 2 до 12 мкм.
| WO 0226422 A1, 04.04.2002 | |||
| US 5934359 A, 10.08.1999 | |||
| WO 9513155 A1, 18.05.1995 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ И ПОЛОСА, ИМЕЮЩАЯ ВЫСОКИЕ СВОЙСТВА В ЛИТОМ СОСТОЯНИИ | 1998 |
|
RU2212976C2 |

