Эта заявка притязает на приоритет предварительной заявки № PR0460 на патент Австралии, поданной 2 октября 2000 г.
ПРЕДПОСЫЛКИ СОЗДАНИЯ И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Это изобретение относится к способу изготовления стальной полосы и к литой стальной полосе, изготовленной в соответствии с этим способом.
В частности, настоящее изобретение относится к изготовлению стальной полосы в машине для непрерывного литья полос.
В том смысле, в каком он употребляется в этом описании, термин «полоса» следует понимать как обозначающий изделие толщиной 5 мм или менее.
Заявитель провел расширенную научно-исследовательскую работу в области литья стальных полос в машине для непрерывного литья полос, выполненной в форме двухвалковой машины для литья.
Вообще говоря, непрерывное литье стальных полос в двухвалковой машине для литья предусматривает ввод расплавленной стали между парой горизонтальных литейных валков, вращающихся в противоположных направлениях и охлаждаемых изнутри водой таким образом, что корки металла затвердевают на движущихся поверхностях валков и соединяются (сцепляются) в зазоре между ними, образуя затвердевшую полосу, подаваемую вниз из зазора между валками, при этом термин «зазор» употребляется для обозначения в целом всей области, в которой валки расположены наиболее близко друг к другу. Расплавленный метал можно разливать из ковша в меньший сосуд, из которого этот металл течет через разливочный стакан для подачи металла, расположенный над зазором, так что металл направляется в зазор между валками, образуя литейную ванну расплавленного металла, поддерживаемую на литейных поверхностях валков непосредственно над зазором и простирающуюся вдоль длины зазора. Эта литейная ванна обычно заключена между боковыми пластинами или порогами, поддерживаемыми в скользящем контакте с торцевыми поверхностями валков и поэтому перекрывающими оба конца литейной ванны для предотвращения перелива, хотя для этой цели были предложены также и альтернативные средства, такие как электромагнитные барьеры. Литье стальной полосы в двухвалковых машинах для литья этого типа описано, например, в патентах США №№ 5184668, 5277243 и 5934359.
Концентрация остаточных примесей в составе стали может оказывать значительное влияние на конечную микроструктуру, в свою очередь влияющую на свойства предела текучести литой полосы. В частности, более высокие концентрации остаточных примесей дают возможность использовать меньшие скорости охлаждения для превращения в полосе аустенита в феррит в диапазоне температур между 850°С и 400°С для получения в литой полосе такой микроструктуры, которая обеспечивает высокие пределы текучести. Понятно, что диапазон температур превращения находится в пределах диапазона между 850°С и 400°С, а не всего возможного диапазона рабочих температур. Точный диапазон температур превращения будет изменяться с изменением химического состава стали и характеристик производственного процесса.
Предлагается способ изготовления стальной полосы, включающий в себя этапы, на которых:
(а) осуществляют непрерывное литье расплавленной стали с получением полосы, причем упомянутая расплавленная сталь содержит концентрацию остаточных примесей в составе стали, выбранную в связи с микроструктурой полосы, которая необходима для обеспечения требуемых механических свойств, и
охлаждают полосу для превращения в полосе аустенита в феррит в пределах диапазона температур между 850°С и 400°С.
Машина для непрерывного литья полос может быть двухвалковой машиной для литья.
Термин «остаточные примеси» охватывает уровни таких элементов, как медь, олово, цинк, никель, хром и молибден, которые присутствуют в относительно малых количествах, обычно вследствие стандартного технологического процесса производства стали. Например, присутствие этих элементов может быть обусловлено использованием стального скрапа для производства стали.
В одном конкретном варианте осуществления суммарное количество остаточных примесей составляет 1,2 мас.% или менее. Количество этих остаточных примесей может доходить до 2,0 мас.%, при этом желательно получение более прочной (твердой) стальной полосы с пределами текучести вплоть до 700 МПа и более. Указанный массовый процент представляет собой суммарный массовый процент в стальной полосе, включая остаточные примеси, обусловленные применением стального скрапа и обработкой стали.
В одном конкретном варианте осуществления литая полоса, получаемая на этапе (а), может иметь толщину не более 2 мм.
В одном конкретном варианте осуществления литая полоса, получаемая на этапе (а), может содержать аустенитные зерна, который являются столбчатыми.
Сталь может быть низкоуглеродистой сталью. Под термином «низкоуглеродистая сталь» понимается сталь следующего состава, выраженного в массовых процентах:
Низкоуглеродистая сталь может быть сталью, раскисленной кремнием/марганцем, и может иметь следующий состав, выраженный в массовых процентах:
Низкоуглеродистая сталь может быть сталью, раскисленной алюминием, и может иметь следующий состав, выраженный в массовых процентах:
Сталь, раскисленная алюминием, может быть обработана кальцием.
Способ может дополнительно включать в себя этап поточной (в линии) горячей прокатки литой полосы после этапа (а) и перед этапом (б).
Этап (б) может включать в себя охлаждение полосы для превращения в полосе аустенита в феррит с выбранной скоростью охлаждения в по меньшей мере 0,01°С/с, как правило - по меньшей мере 0,1°С/с, с получением микроструктуры, которая обеспечивает требуемые свойства предела текучести литой полосы, причем эту микроструктуру выбирают из группы, включающей в себя микроструктуры, которые представляют собой:
(i) преимущественно полигональный феррит;
(ii) смесь полигонального феррита и продуктов низкотемпературного превращения;
(iii) преимущественно продукты низкотемпературного превращения.
Понятно, что для большинства конкретных вариантов осуществления настоящего изобретения будут характерны микроструктуры типов (ii) и (iii).
Термин «продукты низкотемпературного превращения» включает в себя феррит, ориентированный по Видманштедту (Видманштедтов феррит), игольчатый феррит, бейнит и мартенсит.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
С целью более подробного пояснения изобретения ниже будет приведено описание примера со ссылками на прилагаемые чертежи, на которых
на фиг. 1 изображена установка для литья полос, включающая в себя стан поточной горячей прокатки и намоточное устройство,
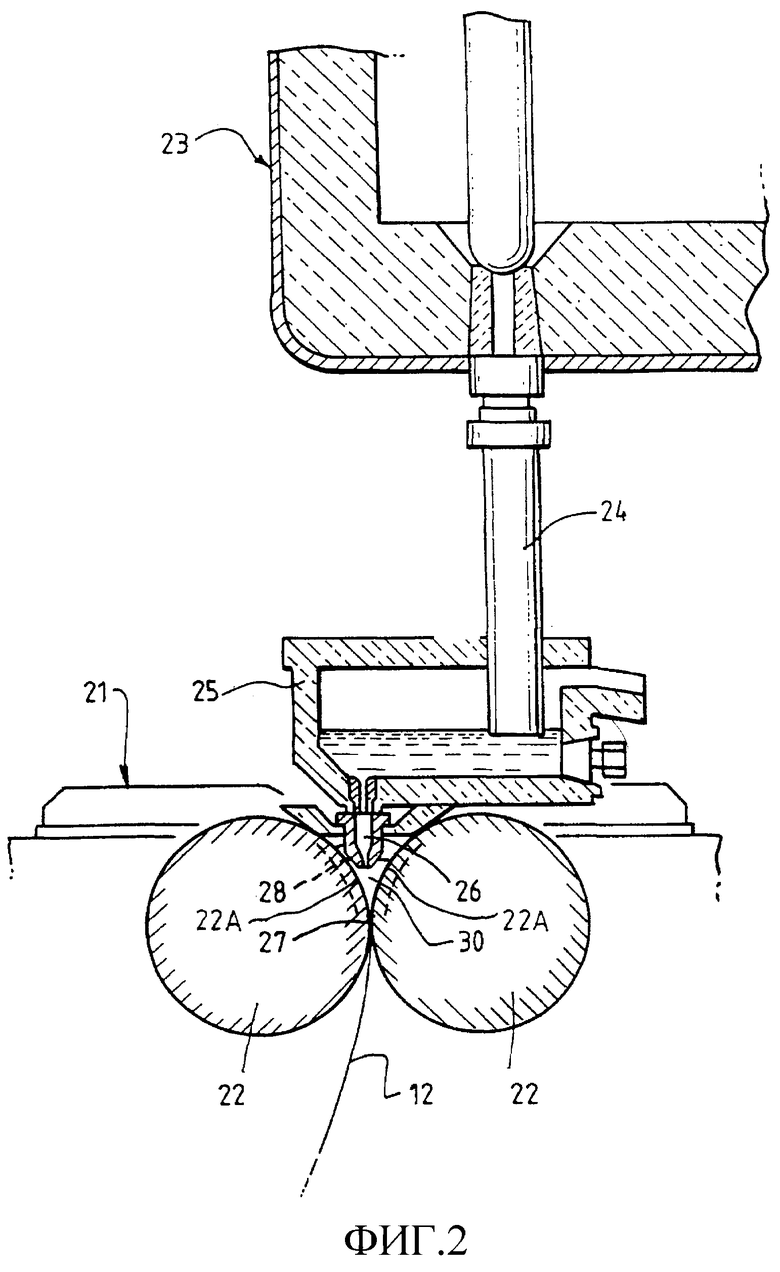
на фиг. 2 более детально изображена двухвалковая машина для литья полос,
на фиг. 3 проиллюстрировано влияние остаточных примесей на предел прочности литой полосы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Нижеследующее описание приводится в контексте непрерывного литья стальных полос с использованием двухвалковой машины для литья. Настоящее изобретение не ограничено использованием двухвалковых машин для литья и распространяется на другие типы машин для непрерывного литья полос.
На фиг. 1 изображены последовательно расположенные части технологической линии, посредством которой можно изготавливать стальную полосу в соответствии с настоящим изобретением. На фиг. 1 и 2 изображена двухвалковая машина для литья, обозначенная как единое целое позицией 11 и изготавливающая литую стальную полосу 12, которая движется по пути 10 перехода через направляющий рольганг 13 в клеть 14 с тянущими валками, содержащую тянущие валки 14А. Сразу же после выхода из клети 14 с тянущими валками полоса проходит в стан 16 горячей прокатки, содержащий пару обжимных валков 16А и опорных валков 16В, и в этом стане осуществляется горячая прокатка полосы для уменьшения ее толщины. Прокатанная полоса попадает на выходной рольганг 17, на котором она может подвергаться принудительному охлаждению посредством водяных сопел 18, проходит через клеть 20 с тянущими валками, содержащую пару тянущих валков 20А, а потом - в намоточное устройство 19.
Как показано на фиг. 2, двухвалковая машина 11 для литья содержит основную раму 21 машины, которая несет пару параллельных литейных валков 22, имеющих литейные поверхности 22А. Расплавленный металл подается во время операции литья из ковша (не показан) в промежуточное разливочное устройство 23, затем - через огнеупорный выпускной желоб 24 в распределитель 25, а потом - через разливочный стакан 26 для подачи металла в зазор 27 между литейными валками 22. Расплавленный металл, подаваемый таким образом в зазор 27, образует ванну 30 поверх зазора, и эта ванна ограничена на концах валков парой боковых ограждающих порогов или пластин 28, которые приложены к торцам валков с помощью пары толкателей (не показаны), содержащих блоки гидравлических цилиндров, соединенных с держателями боковых пластин. Верхняя поверхность ванны 30 (обычно называемая уровнем «мениска») может подниматься выше нижнего конца разливочного стакана, так что нижний конец разливочного стакана оказывается погруженным в эту ванну.
Литейные валки 22 охлаждаются водой, так что на движущихся поверхностях валков затвердевают корки, которые соединяются и сцепляются в зазоре 27 между валками, в результате чего получается затвердевшая полоса 12, которую подают вниз из зазора между валками.
Двухвалковая машина для литья может быть машиной того типа, которая изображена на чертежах и описана с некоторой подробностью в патентах США №№ 5184668 и 5277243 или в патенте США № 5488988, так что к этим патентам можно обратиться с целью получения соответствующей подробной информации о деталях конструкции, не составляющих часть настоящего изобретения.
В типичном случае температура полосы, выходящей из двухвалковой машины для литья, будет составлять порядка 1400°С, а температура полосы, попадающей в стан горячей прокатки, может составлять примерно 900-1100°С. Полоса может иметь ширину в диапазоне от 0,9 м до 2,0 м и толщину в диапазоне от 0,7 мм до 2,0 мм. Скорость полосы может составлять порядка 1,0 м/с.
Скорость охлаждения для превращения в полосе аустенита в феррит в диапазоне температур между 850°С и 400°С выбирают так, чтобы она составляла по меньшей мере 0,01°С/с, предпочтительно - по меньшей мере 0,1°С/с, причем скорость охлаждения может превышать 100°С/с. При таких скоростях охлаждения низкоуглеродистой стали оказывается возможным изготовление литой полосы, имеющей микроструктуры, включающие в себя:
(i) преимущественно полигональный феррит;
(ii) смесь полигонального феррита и продуктов низкотемпературного превращения, таких как игольчатый феррит, феррит, ориентированный по Видманштедту, и бейнит;
(iii) преимущественно продукты низкотемпературного превращения.
Понятно, что для большинства конкретных вариантов осуществления настоящего изобретения будут характерны микроструктуры типов (ii) и (iii).
В случае низкоуглеродистых сталей такой диапазон микроструктур может обеспечить получение пределов текучести, превышающих 450 МПа.
Концентрацию остаточных примесей в стали выбирают в связи с конечной микроструктурой литой полосы, необходимой для обеспечения требуемых механических свойств полосы.
Данное описание основано на результатах экспериментальной работы, в ходе которой обнаружено, что присутствие большого количества остаточных примесей (0,2% Cr, 0,2% Ni, 0,2% Mo, 0,4% Cu, 0,2% Sn) позволило получить полосу с улучшенной микроструктурой.
В процессе экспериментов обнаружено, что аустенитная микроструктура полосы, отлитой со скоростью 75 м/мин, оказалась аналогичной микроструктуре полосы без остаточных примесей. Однако когда литую полосу с остаточными примесями охлаждали со стандартной скоростью охлаждения, т.е. 10-15°С/с, получаемая конечная микроструктура весьма отличалась от микроструктуры литой полосы без остаточных примесей, охлаждавшейся с той же скоростью.
Наблюдаемая микроструктура охлажденной литой полосы с остаточными примесями оказалась преимущественно бейнитной и имела лишь тонкую полоску феррита на границах зерен, появляющуюся вдоль существовавших ранее границ аустенитных зерен, а это указывает, соответственно, на подавление превращения в феррит, вызванное присутствием остаточных примесей. Механические свойства получаемого изделия оказываются весьма желательными с типичными значениями предела текучести 540 МПа, предела прочности при растяжении 650 МПа и полного удлинения 15 %. Такие значения в прошлом могли быть достигнуты за счет микролегирования, которое обуславливало значительные дополнительные затраты на изготовление литой полосы.
Влияние остаточных примесей заключалось в увеличении доли продуктов низкотемпературного превращения (в частности, бейнитов) за счет снижения температур превращения аустенита в феррит и замедления кинетики образования полигонального феррита.
Одно из важных последствий сделанного открытия, но не единственное его последствие, заключается в том, что увеличение концентрации остаточных примесей вызывает уменьшение скорости охлаждения, которое необходимо для превращения аустенита в феррит с образованием микроструктуры, требуемой для обеспечения высоких пределов текучести.
В рамках объема притязаний изобретения, описанного выше, возможны многочисленные модификации изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2294386C2 |
| ИЗГОТОВЛЕНИЕ ТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2275273C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ И ПОЛОСА, ИМЕЮЩАЯ ВЫСОКИЕ СВОЙСТВА В ЛИТОМ СОСТОЯНИИ | 1998 |
|
RU2212976C2 |
| ВЫСОКОПРОЧНЫЙ ТОНКИЙ ЛИТОЙ ПОЛОСОВОЙ ПРОДУКТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2530596C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ ПО ЗАКАЗУ | 2001 |
|
RU2282521C2 |
| ГОРЯЧЕКАТАНАЯ ТОНКАЯ ЛИТАЯ ПОЛОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2528920C2 |
| ПРОДУКТ В ВИДЕ ТОНКОЙ ЛИТОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2532794C2 |
| ТОНКАЯ ЛИТАЯ ПОЛОСА С ДОБАВКОЙ МИКРОЛЕГИРУЮЩИХ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2471589C2 |
| ТОНКАЯ РИФЛЕНАЯ СТАЛЬНАЯ ПОЛОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2824365C1 |
| Тонкополосная непрерывнолитая сталь с коэффициентом раздачи отверстия ≥ 110% и способ ее изготовления | 2020 |
|
RU2823202C1 |

Изобретение относится к области металлургии. Для получения литой полосы с повышенным пределом текучести осуществляют непрерывное литье расплавленной стали, имеющей концентрацию остаточных примесей, выбираемых из группы медь, никель, хром, цинк, молибден, олово, 2,0 мас.% или менее в зависимости от микроструктуры готовой полосы, и охлаждение полосы для превращения аустенита в феррит в диапазоне температур от 850°С до 400°С. Литая полоса, полученная вышеописанным способом, имеет свойства повышенного предела текучести. 2 н. и 24 з.п. ф-лы, 3 ил.
(а) осуществляют непрерывное литье расплавленной стали с получением полосы и
(б) охлаждают полосу в пределах диапазона температур превращения аустенита в феррит,
отличающийся тем, что выбирают концентрацию остаточных примесей в составе стали с учетом той микроструктурой полосы, которая необходима для обеспечения требуемых механических свойств, причем эти остаточные примеси выбирают из группы, включающей медь, никель, хром, цинк, молибден и олово.
(i) преимущественно полигональный феррит;
(ii) смесь полигонального феррита и продуктов низкотемпературного превращения и
(iii) преимущественно продукты низкотемпературного превращения.
(а) непрерывного литья расплавленной стали с получением полосы, содержащей аустенитные зерна, причем упомянутая расплавленная сталь имеет концентрацию остаточных примесей, выбранную с учетом той микроструктурой полосы, которая необходима для обеспечения требуемых механических свойств, из группы, включающей медь, никель, хром, цинк, молибден и олово, и
(б) охлаждения литой полосы для превращения в полосе аустенита в феррит в диапазоне температур между 850 и 400°С.
при получении полосы на этапе (а) содержит аустенитные зерна, являющиеся столбчатыми.
(i) преимущественно полигональный феррит;
(ii) смесь полигонального феррита и продуктов низкотемпературного превращения и
(iii) преимущественно продукты низкотемпературного превращения.
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| СТАЛЬ | 1996 |
|
RU2095461C1 |
| JP 7310142 A, 28.11.1995 | |||
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ МЕНЕЕ 10 ММ | 1991 |
|
RU2013184C1 |
| ГУЛЯЕВ А.П | |||
| Металловедение, М., Металлургия, 1977, с.341. | |||

