Уровень техники и сущность изобретения
В двухвалковой литейной машине, расплавленный металл вводится между парой вращающихся в противоположных направлениях охлаждаемых изнутри литейных валков, так что корочки металла затвердевают на подвижной поверхности валков и сводятся вместе в зазоре между ними, с получением затвердевшего полосового продукта, подаваемого вниз из зазора между литейными валками. Термин "зазор" используется в настоящем документе для общего обозначения области, в которой литейные валки находятся ближе всего друг к другу. Расплавленный металл выливают из ковша через систему доставки металла, содержащую промежуточное разливочное устройство и центральное сопло, расположенное выше зазора, для образования литейной ванны из расплавленного металла, поддерживаемой на литейных поверхностях валков выше зазора и простирающейся вдоль длины зазора. Эта литейная ванна обычно удерживается между огнеупорными боковыми пластинами или перегородками, находящимися в скользящем зацеплении с торцевыми поверхностями валков, с тем, чтобы ограничивать оба края литейной ванны, предотвращая вытекание. Литая полоса, как правило, направляется на стан горячей прокатки, где полоса обжимается в горячем состоянии на 10% или более.
В прошлом, малолегированные низкоуглеродистые стали непрерывно отливались на двухвалковой литейной машине, включая малолегированную углерод-марганцевую сталь. Физические свойства этих малолегированных углерод-марганцевых сталей, как правило, подвергаются влиянию при увеличении обжатия во время горячей прокатки. Например, предел текучести и прочность на разрыв уменьшаются с увеличением глубины горячей прокатки, в то время как полное удлинение, как правило, увеличивается с увеличением глубины горячей прокатки. В результате, в прошлом, композиции сталей должны были подбираться для той величины обжатия при горячей прокатке, которая применяется, для получения желаемых механических свойств. Это приводит к возникновению проблем неэффективности и плохой работы, поскольку поставщики расплава должны обеспечивать различные композиции расплавов для различных толщин горячекатаной полосы, с целью получения желаемых свойств горячекатаной стали.
В дополнение к этому, композиции сталей могут содержать медь, поступающую из продуктов металлического лома в расплавленную сталь. В прошлом, уровни меди выше примерно 0,2% масс, как правило, исключались, из-за проблем с "горячеломкостью" во время обжатия при горячей прокатке, которая вызывает появление трещин или исключительной шероховатости поверхности полосы, иногда упоминаемой как "образование поверхностных трещин". В случаях, если уровни меди выше, чем 0,2% (например, в сталях с улучшенной стойкостью к воздействию атмосферных условий), дорогостоящие добавки, такие как никель, должны добавляться для уменьшения риска появления горячеломкости.
Проблема горячеломкости увеличивает затраты на получение низколегированной стали с использованием электродуговых печей с образованием расплавленной углеродистой стали. Примерно 75% стоимости получения стали с помощью электродуговых печей составляет стоимость металлического лома, используемого как сырье для загрузки электродуговых печей. Стальной металлический лом традиционно разделяется по содержанию меди, как меньше чем 0,15% масс меди, от 0,15% или больше и вплоть до 0,5% масс меди, и при содержании выше 0,5% масс. Металлический лом с содержанием меди выше 0,5% меди может смешиваться с металлическим ломом с низкими уровнями меди, с получением приемлемого металлического лома. В любом случае, металлический лом, который имеет низкое содержание меди, ниже 0,15% масс, представляет собой более дорогостоящий металлический лом, а два других сорта металлического лома имеют меньшую стоимость. Металлический лом с менее чем 0,15% меди, как правило, пригоден для использования в электродуговых печах для определенных промышленных способов получения стали, значительно повышая стоимость получаемого стального листа. Сорта металлического лома с содержанием меди плоть до 0,5% пригодны для использования в заготовочных станах, снабжаемых с помощью электродуговых печей, или в других способах при значительных затратах, посредством смешивания с металлическим ломом с более низким содержанием меди для уменьшения общего содержания меди металлического лома до содержания меньше чем 0,15%.
Далее описывается горячекатаная стальная полоса и способ ее получения, включающий стадии:
(a) сборки охлаждаемой изнутри валковой литейной машины, имеющей латерально позиционируемые литейные валки, формирующие зазор между ними,
(b) формирования литейной ванны из расплавленной стали, поддерживаемой на литейных валках выше зазора и ограниченной рядом с краями литейных валков боковыми перегородками, расплавленная сталь имеет содержание свободного кислорода в пределах между 20 и 75 м.д. (ppm) и такую композицию, что полученная горячекатаная тонкая литая полоса имеет композицию, содержащую, по массе, меньше чем 0,25% углерода, больше чем 0,01% и 0,15% или меньше фосфора, в пределах между 0,9% и 2,0% марганца, в пределах между 0,05 и 0,50% кремния и меньше чем 0,01% алюминия,
(c) вращения в противоположных направлениях литейных валков для затвердевания металлических корочек на литейных валках, когда литейные валки движутся через литейную ванну, и
(d) формирования стальной полосы из корочек металла, движущегося вниз через зазор между литейными валками,
(e) горячей прокатки стальной полосы, так что механические свойства при обжатии 10% и 35% находятся в пределах 10% для предела текучести, прочности на разрыв и полного удлинения, и
(f) свертывания в рулон горячекатаной стальной полосы при температуре в пределах между 300 и 7000C с получением большей части микроструктуры, содержащей бейнит и игольчатый феррит.
Альтернативно, стадия горячей прокатки может быть такой, что механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, прочности на разрыв и полного удлинения. Альтернативно, механические свойства находятся в пределах 10% в диапазоне обжатия от 15% до 35% для предела текучести, прочности на разрыв и полного удлинения. Альтернативно, механические свойства могут находиться в пределах 10% в диапазоне обжатия от 10% до 35% для предела текучести, прочности на разрыв и полного удлинения.
Композиция расплавленной стали может иметь содержание свободного кислорода в пределах между 30 и 60 м.д. Общее содержание кислорода расплавленного металла для горячекатаной стальной полосы может находиться в пределах между 70 м.д. и 150 м.д.
Расплавленная сталь может иметь такую композицию, что содержание марганца для композиции горячекатаной стальной полосы находится в пределах между 0,9 и 1,3% масс.
Расплавленная сталь может иметь такую композицию, что композиция горячекатаной стальной полосы может содержать, в дополнение к этому, в пределах между 0,01% и 0,20% масс ниобия. Альтернативно или в дополнение к этому, композиция расплавленной стали может иметь такую композицию, что композиция горячекатаной стальной полосы дополнительно содержит, по меньшей мере, один элемент, выбранный из группы, состоящей из молибдена в пределах примерно между 0,05% и примерно 0,50%, ванадия в пределах примерно между 0,01% и примерно 0,20% и их смеси, по массе.
Горячекатаная стальная полоса может дополнительно снабжаться покрытием из цинка или сплава цинка или алюминия. Горячекатаная стальная полоса может также иметь предел текучести, по меньшей мере, 440 МПа после обжатия при горячей прокатке, по меньшей мере, на 35%.
Также описываются горячекатаная стальная полоса и способ ее получения, включающий стадии:
(a) сборки охлаждаемой изнутри валковой литейной машины, имеющей латерально позиционируемые литейные валки, формирующие зазор между ними,
(b) формирования литейной ванны из расплавленной стали, поддерживаемой на литейных валках выше зазора и ограниченной рядом с краями литейных валков боковыми перегородками, при этом расплавленная сталь имеет содержание свободного кислорода в пределах между 20 и 75 м.д. и такую композицию, что горячекатаная стальная полоса имеет композицию, содержащую, по массе, меньше чем 0,25% углерода, в пределах между 0,2 и 2,0% марганца, в пределах между 0,05 и 0,50% кремния, больше чем 0,01% и 0,15% или меньше фосфора, меньше чем 0,03% олова, меньше чем 0,20% никеля, меньше чем 0,01% алюминия и в пределах между 0,20 и 0,60% меди,
(c) вращения в противоположных направлениях литейных валков для затвердевания металлических корочек на литейных валках, когда литейные валки движутся через литейную ванну,
(d) формирования стальной полосы из металлических корочек, движущейся вниз через зазор между литейными валками,
(e) горячей прокатки стальной полосы, так что механические свойства при обжатии 10% и 35% находятся в пределах 10%, для предела текучести, прочности на разрыв и полного удлинения; и
(f) свертывания в рулон горячекатаной стальной полосы при температуре в пределах между 300 и 7000C с получением большей части микроструктуры, содержащей бейнит и игольчатый феррит.
Альтернативно, стадия горячей прокатки может быть такой, что механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, прочности на разрыв и полного удлинения. Альтернативно, механические свойства находятся в пределах 10% в диапазоне обжатия от 15% до 35% для предела текучести, прочности на разрыв и полного удлинения. Альтернативно, механические свойства могут находиться в пределах 10% в диапазоне обжатия от 10% до 35% для предела текучести, прочности на разрыв и полного удлинения.
Расплавленная сталь может иметь содержание свободного кислорода в пределах между 30 и 60 м.д. Общее содержание кислорода расплавленного металла для горячекатаной стальной полосы может находиться в пределах между 70 и 150 м.д. Содержание никеля может быть меньше чем 0,1% масс.
Расплавленная сталь может иметь такую композицию, что композиция горячекатаной стальной полосы имеет содержание меди в пределах между 0,2 и 0,5% или в пределах между 0,3 и 0,4% масс. Расплавленная сталь может, в дополнение к этому, иметь такую композицию, что композиция горячекатаной стальной полосы дополнительно имеет содержание хрома в пределах между 0,4 и 0,75% или в пределах между 0,4 и 0,5% масс.
Краткое описание чертежей
Настоящее изобретение описывается дополнительно со ссылкой на прилагаемые чертежи, среди которых:
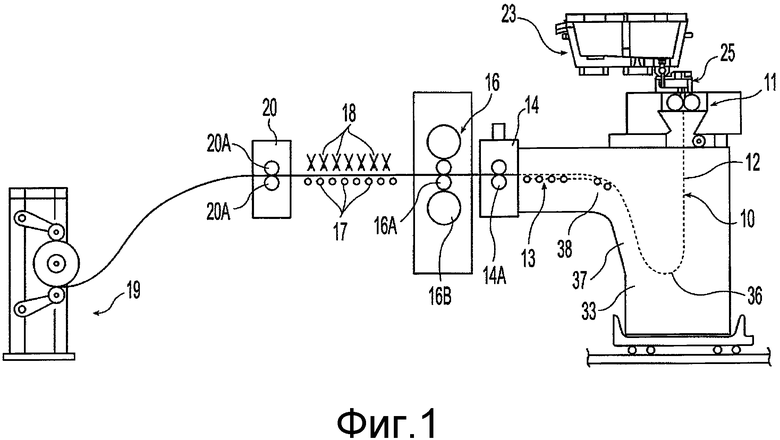
Фиг.1 иллюстрирует установку для литья полосы, содержащую встроенный в производственную линию стан горячей прокатки и моталку;
Фиг.2 иллюстрирует детали двухвалковой литейной машины для получения полосы;
Фиг.3 представляет собой график, показывающий воздействие обжатия при горячей прокатке на предел текучести для стали с повышенным содержанием марганца;
Фиг.4 представляет собой график, показывающий воздействие обжатия при горячей прокатке на предел текучести и удлинение для стали с 0,19% углерода,
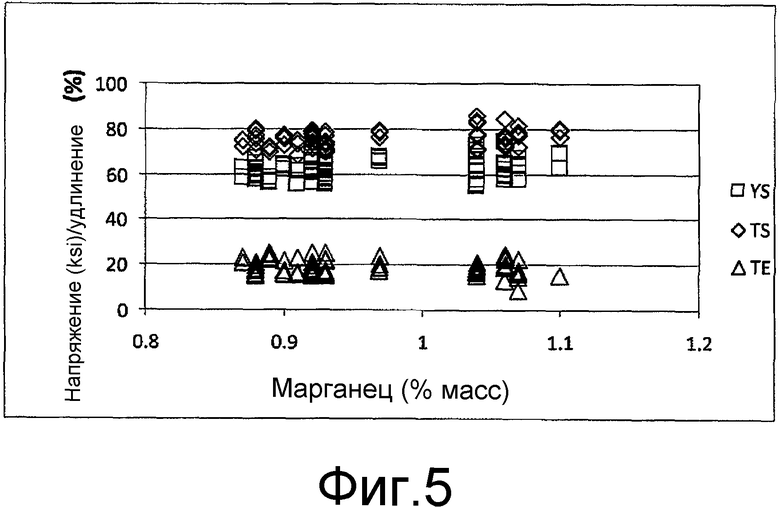
Фиг.5 представляет собой график, показывающий воздействие количества углерода на прочность на разрыв, предел текучести и удлинение для исследуемых образцов, имеющих содержание марганца в пределах между 0,88% и 1,1%; и
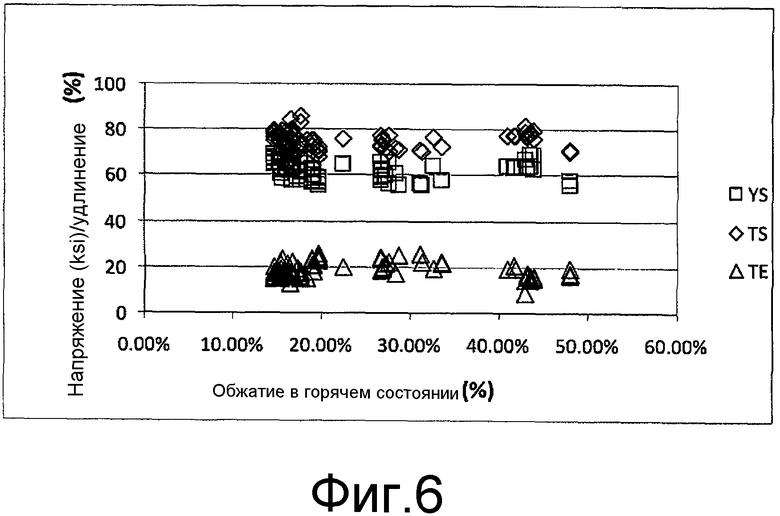
Фиг.6 представляет собой график, показывающий воздействие обжатия при горячей прокатке на прочность на разрыв, предел текучести, и удлинение при обжатии в пределах примерно между 15% и 45%.
Подробное описание чертежей
Фиг.1 иллюстрирует последовательные детали литейной машины для получения полосы для непрерывного литья стальной полосы. Фиг.1 и 2 иллюстрируют двухвалковую литейную машину 11, которая непрерывно производит литую стальную полосу 12, которая проходит по пути 10 перехода по направляющему столу 13 в прокатный стан 14 с натяжными валками, имеющий натяжные валки 14A. Непосредственно после выхода из прокатного стана 14 с натяжными валками, полоса проходит в стан горячей прокатки 16, имеющий пару обжимных валков 16A и опорных валков 16B, где литая полоса подвергается горячей прокатке для обжатия до желаемой толщины. Горячекатаная полоса проходит на выпускной стол 17, где полоса может охлаждаться с помощью конвекции и контакта с водой, подаваемой с помощью сопел 18 для воды (или других соответствующих средств) и с помощью излучения. Прокатанная и охлажденная полоса проходит затем через прокатный стан 20 с натяжными валками, содержащий пару натяжных валков 20A, а затем на моталку 19. Конечное охлаждение литой полосы имеет место после сворачивания в рулон.
Как показано на фиг.2, двухвалковая литейная машина 11 содержит главную станину 21 машины, которая поддерживает пару латерально позиционированных литейных валков 22, имеющих литейные поверхности 22A. Расплавленный металл подается во время операции литья из ковша (не показан) в разливочное устройство 23, через огнеупорный кожух 24, в распределитель или подвижное разливочное устройство 25, а затем из распределителя 25 через сопло 26 для доставки металла между литейными валками 22 выше зазора 27. Расплавленный металл, поступающий между литейными валками 22, формирует литейную ванну 30 выше зазора. Литейная ванна 30 ограничивается на краях литейных валков парой боковых замыкающих перегородок или пластин 28, которые прижимаются к краям литейных валков парой толкателей (не показаны), содержащих узлы гидравлических цилиндров (не показаны), соединенных с держателями боковых пластин. Верхняя поверхность литейной ванны 30 (как правило, упоминаемая как уровень "мениска") обычно находится выше нижнего края сопла 26 для доставки, так что нижний край сопла для доставки погружен в литейную ванну 30. Литейные валки 22 охлаждаются водой изнутри, так что корочки отверждаются на подвижных поверхностях валков, когда они проходят через литейную ванну, и сводятся вместе в зазоре 27 между ними с получением литой полосы 12, которая подается вниз из зазора между литейными валками.
Двухвалковая литейная машина может принадлежать к тому виду, который иллюстрируется и описывается в деталях в патентах США №№ 5184668 и 5277243 или в патенте США № 5488988, или в заявке на патент № 12/050987. Можно сослаться на описание патентов для этих патентов и заявки на патент относительно деталей конструкции двухвалковой литейной машины, пригодной для использования в одном из вариантов осуществления настоящего изобретения, и описание в этих описаниях патентов включается в настоящий документ посредством перекрестной ссылки.
Используя высокие скорости затвердевания с контролем определенных параметров литья полосы с помощью двух валков, композиция стали по настоящему изобретению образует жидкие продукты раскисления - MnO и SiO2 в виде мелкодисперсного и однородного распределения глобулярных включений. Присутствующие включения MnOxSiO2 также не удлиняются значительно в способе горячей прокатки, благодаря ограниченному обжатию в горячем состоянии. Популяции включений/частиц подбираются для стимулирования образования зародышей игольчатого феррита. Включения MnOxSiO2 могут представлять собой частицы размером примерно от 10 мкм и до очень мелкодисперсных частиц, меньших, чем 0,1 мкм, а большинство их находится в пределах примерно между 0,5 мкм и 5 мкм. Больший размер, 0,5-10 мкм, неметаллических включений предусматривается для образования зародышей игольчатого феррита, и они могут включать смесь включений, включая, например, MnS и CuS. Размер зерен аустенита значительно больше, чем размер зерен аустенита, получаемых в обычной горячекатаной стальной полосе. Крупный размер аустенитных зерен, в сочетании с популяцией подобранных включений/частиц, способствует образованию зародышей игольчатого феррита и бейнита.
Встроенный в производственную линию стан 16 горячей прокатки, как правило, используется для обжатия на 10-50%. На выпускном столе 17 охлаждение может включать использование секции водяного охлаждения и охлаждения воздушным туманом для контроля скоростей охлаждения и аустенитного превращения с целью достижения желаемой микроструктуры и свойств материала при температуре в пределах между 300 и 700°C. Альтернативно, температура свертывания полосы может находиться в пределах примерно между 450 и 550°C. Полученная микроструктура содержит большую часть игольчатого феррита и бейнита.
Воздействие обжатия в горячем состоянии на предел текучести, прочность на разрыв и полное удлинение в рассматриваемых сталях с повышенным содержанием меди и с повышенным содержанием марганца дает свойства стали, когда прочность на разрыв, предел текучести и полное удлинение являются относительно стабильными при различных уровнях обжатия в горячем состоянии. В предыдущих таких стальных продуктах, как правило, имеется уменьшение предела текучести и прочности на разрыв при увеличении обжатия в горячем состоянии. В противоположность этому, в рассматриваемых стальных продуктах воздействие обжатия в горячем состоянии на предел текучести, прочности на разрыв и полное удлинение значительно уменьшается. Температура свертывания полосы ниже 550°C может использоваться в сочетании с высоким степенью горячей прокатки для уменьшения влияния обжатия в горячем состоянии на механические свойства.
Обжатие в горячем состоянии большее чем примерно 15% может вызвать перекристаллизацию аустенита, которая уменьшает размер зерен и объемную долю игольчатого феррита и бейнита.
Авторы обнаружили, что добавление легирующих элементов, которые повышают упрочняемость стали, подавляет перекристаллизацию крупных зерен аустенита после литья во время способа горячей прокатки, и приводит к тому, что упрочняемость стали сохраняется после горячей прокатки, делая возможным получение более тонкого материала с желаемой микроструктурой и механическими свойствами в широком диапазоне величин обжатия в горячем состоянии. Это дополнительно описывается ниже, сначала, в контексте композиции сталей в таблице 1.
Расплавленная композиция из Стали J и L в таблице 1 имеет содержание свободного кислорода в пределах между 41 и 54 м.д. и композиции Стали J и L имеют более чем 0,01% и 0,15% или меньше фосфора.
Типичная композиция малолегированной углерод-марганцевой стали, такой как композиция Base в таблице 1, имеет содержание марганца примерно 0,60%-0,90% масс. Авторы разработали композицию стали, имеющей существенно повышенное содержание марганца (сталь L в таблице 1), для повышения отверждаемости стали. Повышенное содержание марганца обеспечивает желаемые уровни прочности благодаря микроструктурному упрочнению. В дополнение к этому, марганец в твердом растворе действует, подавляя статическую перекристаллизацию деформированного аустенита после горячей прокатки, ослабляя влияние обжатия в горячем состоянии на механические свойства. Это подавление становится возможным благодаря короткому временному масштабу и минимальному обжатию в горячем состоянии по сравнению с обычным производством на основе слябов. Рассматриваемая композиция стали с повышенным содержанием марганца является относительно стабильной при уровне обжатия в горячем состоянии при прокатке для обжатии в горячем состоянии, достигающего, по меньшей мере, 35%. Это делает возможным получение более тонких изделий, таких как сталь L, имеющая толщину 0,9 мм, с желаемыми механическими свойствами. Как показано на фиг.3, предел текучести для стали с 1,28% марганца меньше подвержен влиянию обжатия в горячем состоянии при прокатке, чем для листового сорта углерод-марганцевой стали с 0,8%. В дополнение к этому, предел текучести для 1,28% марганца значительно выше, чем для стали Base с 0,8% марганца, превышая 440 МПа для обжатия в горячем состоянии при прокатке, бульшего чем 35%.
После горячей прокатки, стальная полоса охлаждается до температуры свертывания в рулон полосы в пределах между примерно 300°C и 700°C для получения большей части микроструктуры, содержащей бейнит и игольчатый феррит. Альтернативно, стальная полоса охлаждается до температуры свертывания полосы в пределах примерно между 450°C и 550°C для получения большей части микроструктуры, содержащей бейнит и игольчатый феррит. Механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, прочности на разрыв и полного удлинения, для горячекатаной полосы. Альтернативно, механические свойства могут находиться в пределах 10% для диапазона обжатия от 15% до 35% для предела текучести, прочности на разрыв и полного удлинения, для горячекатаной полосы.
Композиция может включать, по массе, меньше чем 0,25% углерода, в пределах между 0,9% и 2,0% марганца, в пределах между 0,05 и 0,50% кремния и меньше чем 0,01% алюминия. Альтернативно, содержание марганца может находиться в пределах примерно между 1,0% и 1,3% масс.
Альтернативно или в дополнение к этому, композиция стали с повышенным содержанием марганца может содержать, по меньшей мере, один элемент, выбранный из группы, состоящей из ниобия в пределах примерно между 0,01% и 0,2%, молибдена в пределах примерно между 0,05% и примерно 0,50%, ванадия в пределах примерно между 0,01% и примерно 0,20% и их смеси. Горячекатаная стальная полоса также может снабжаться покрытием с помощью погружения в горячем состоянии для получения покрытия из цинка или цинкового сплава или алюминия.
Авторы обнаружили, что желаемое микроструктурное упрочнение для уменьшения влияния обжатия при горячей прокатке на механические свойства может обеспечиваться посредством добавления в пределах между 0,20 и 0,60% меди и поддержания таких же уровней марганца, как минимум, описанный выше, или уменьшенных вплоть до 0,08%, а также менее чем 0,03% олова и менее чем 0,20% никеля, по массе. Эта сталь с повышенным содержанием меди делает возможным использование стального металлического лома, у которого содержание меди выше, такого как используется в заготовочных станах, для использования при получении стали без горячеломкости. Отливают ряд пробных плавок, имеющих уровни меди в пределах от 0,2% до 0,4%, и отливают одну пробную плавку с содержанием меди примерно 0,6%, без появления горячеломкости, в то же время, исключая также специальные меры или легирующие добавки.
Композиция с медью может содержать, по массе, меньше чем 0,25% углерода, в пределах между 0,2 и 2,0% марганца, в пределах между 0,05 и 0,50% кремния, меньше чем 0,01% алюминия меньше чем 0,03% олова, меньше чем 0,10% никеля и в пределах между 0,20 и 0,60% меди. Альтернативно, содержание меди может находиться в пределах примерно между 0,2% и 0,5% масс, и альтернативно, оно может находиться в пределах примерно между 0,3% и 0,4%. Опять же, литая расплавленная сталь имеет содержание свободного кислорода в пределах между 20 и 75 м.д., и содержание свободного кислорода может находиться в пределах между 30 и 60 м.д. Опять же, общие уровни кислорода могут находиться в пределах между 70 м.д. и 150 м.д.
В дополнение к этому, горячекатаная стальная полоса может иметь содержание хрома в пределах примерно между 0,4% и 0,75% масс. Альтернативно, содержание хрома может находиться в пределах примерно между 0,4% и 0,5%.
Используют самое умеренное увеличение отверждаемости, обеспечиваемое медью, при меньше чем 0,03% олова и меньше чем 0,20% никеля, для получения более прочного сорта (Grade SS380), используя высокие скорости охлаждения и низкие температуры свертывания полосы, в пределах примерно между 5000C и 6000C. Альтернативно, сорта меньшей прочности могут быть получены при повышенном содержании меди с использованием низких скоростей охлаждения и высоких температур свертывания полосы в рулон, для уменьшения влияния повышенного содержания меди. Как показано в таблице 2, свойства при разрыве для сортов с содержанием меди в пределах между 0,20%-0,40% дают набор гальванизируемых сортов стали, таких как Grade SS275 - Grade SS380.
(% масс)
Для получения сортов с меньшей прочностью, с повышенным содержанием меди, используют более высокие температуры свертывания в рулон полосы в пределах примерно между 600 и 7000C для уменьшения влияния повышенного содержания меди. Посредством свертывания в рулон при повышенных температурах, рассматриваемая сталь с повышенным содержанием меди может обеспечить физические свойства, сходные с малолегированной углерод-марганцевой сталью с низким содержанием меди. Рассматриваемая композиция стали, имеющая повышенные уровни содержания меди, может получаться в электродуговых печах с помощью металлического лома с высоким содержанием меди, как обсуждается выше, при значительной экономии средств по сравнению с металлическим ломом с низким содержанием меди.
В качестве одной из альтернатив, рассматриваемая сталь с повышенным содержанием меди снабжается покрытием посредством погружения в горячем состоянии, либо цинковым покрытием, либо покрытием цинкового сплава, либо как тем, так и другим, либо алюминиевым покрытием, таким как гальваническое покрытие, покрытием Galvalume® и Zincalum®, алюминизированным покрытием или другим покрытием. Микроструктура рассматриваемой стали с повышенным содержанием меди, с покрытием, нанесенным посредством погружения в горячем состоянии, не изменяется значительно, когда температура полосы остается существенно ниже температуры Ac1 стали. Следовательно, механические свойства стали с повышенным содержанием меди без покрытия в условиях горячей прокатки сходны с механическими свойствами после нанесения покрытия на линии непрерывной гальванизации с погружением в горячем состоянии.
Альтернативно или в дополнение к этому, композиция с высоким содержанием меди может содержать, по меньшей мере, один элемент, выбранный из группы, состоящей из ниобия в пределах примерно между 0,01% и 0,2%, молибдена в пределах примерно между 0,05% и примерно 0,50%, ванадия в пределах примерно между 0,01% и примерно 0,20% и их смеси.
В любом случае, уровни углерода примерно 0,20% и выше также могут использоваться для применений, где микролегирование является не желательным. В дополнение к этому, более высокие уровни углерода, в пределах 0,30-0,50%, могут использоваться в определенных применениях для материала в диапазоне толщины 1,0-1,5 мм. В прошлом, эти стали с повышенным содержанием углерода требовали множества стадий отжига и холодной прокатки для достижения этой толщины.
Композиция стали с 0,19% углерода приводится в таблице 1 (сталь J) и механические свойства представлены на фиг.4, как функция от применяемого обжатия при горячей прокатке. Уровни прочности рассматриваемой стали с 0,19% углерода выше, чем у современных малолегированных низкоуглеродистых сталей. Как показано на фиг.4, предел текучести выше, чем 380 МПа во всем диапазоне применяемого обжатия в горячем состоянии, когда обработка происходит при обычных температурах свертывания в рулон полосы. Это представляет собой противоположность низкоуглеродистым сталям (0,02-0,05% C), где применяют более низкие температуры свертывания полосы и ограниченное обжатие в горячем состоянии для получения предела текучести выше 380 МПа.
Дополнительные образцы рассматриваемой стали получают с марганцем в пределах примерно между 0,88% и 1,1% и с количеством углерода в пределах примерно между 0,02% и 0,04%, они показаны на фигурах 5 и 6. Как показано на фиг.5, прочность на разрыв, предел текучести и полное удлинение являются относительно стабильными при различных уровнях количества марганца в пределах между 0,88% и 1,1%
Влияние обжатия в горячем состоянии на предел текучести, прочность на разрыв, и полное удлинение у рассматриваемых сталей приводит к получению свойств стали, где прочность на разрыв, предел текучести и полное удлинение являются относительно стабильными при различных уровнях обжатия в горячем состоянии, как показано на фиг.6. Как обсуждается выше, в предыдущих таких стальных продуктах, как правило, имеется уменьшение предела текучести и прочности на разрыв при увеличении обжатия в горячем состоянии. В противоположность этому, влияние различных величин обжатия в горячем состоянии на предел текучести, прочность на разрыв и полное удлинение в рассматриваемых стальных продуктах значительно уменьшается. Как показано на фиг.6, рассматриваемая сталь является относительно стабильной по отношению к уровню обжатия при горячей прокатке для обжатия, по меньшей мере, вплоть до 45%. Горячекатаная литая полоса должна обеспечивать, после охлаждения при температуре в пределах между 300 и 700°C, альтернативно, в пределах примерно между 450 и 550°C, микроструктуру, содержащую большую часть бейнита и игольчатого феррита, и иметь такие свойства, что механические свойства при обжатии 10% и 35% находятся в пределах 10%, для предела текучести, прочности на разрыв и полного удлинения. Альтернативно, механические свойства находятся в пределах 10% для диапазона обжатия от 10% до 35%, для предела текучести, прочности на разрыв и полного удлинения. Альтернативно, механические свойства при обжатии 15% и 35% находятся в пределах 10%, для предела текучести, прочности на разрыв и полного удлинения. Альтернативно, механические свойства находятся в пределах 10% для диапазона обжатия от 15% до 35%, для предела текучести, прочности на разрыв и полного удлинения.
Хотя настоящее изобретение иллюстрируется и описывается подробно в приведенных выше чертежах и описании, они должны рассматриваться как иллюстративные и не ограничивающие по характеру, понятно, что показаны и описаны только его иллюстративные варианты осуществления и что желательным является защитить все изменения и модификации, которые находятся в объеме настоящего изобретения, описанного с помощью следующей далее формулы изобретения. Дополнительные особенности настоящего изобретения станут понятны специалистам в данной области при рассмотрении описания. Модификации могут быть проделаны без отклонения от идеи и рамок настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАТАНАЯ ТОНКАЯ ЛИТАЯ ПОЛОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2528920C2 |
| ВЫСОКОПРОЧНЫЙ ТОНКИЙ ЛИТОЙ ПОЛОСОВОЙ ПРОДУКТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2530596C2 |
| ТОНКАЯ ЛИТАЯ ПОЛОСА С ДОБАВКОЙ МИКРОЛЕГИРУЮЩИХ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2471589C2 |
| Полоса из мартенситной стали и способ ее изготовления | 2020 |
|
RU2816887C1 |
| Тонколистовая сталь, имеющая среднюю скорость коррозии ⋅ч, и способ ее изготовления | 2020 |
|
RU2824366C1 |
| ВЫСОКОПРОЧНАЯ ТОНКОЛИСТОВАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2823200C1 |
| ОГНЕСТОЙКАЯ СТАЛЬНАЯ ПОЛОСА, УСТОЙЧИВАЯ К АТМОСФЕРНЫМ ВОЗДЕЙСТВИЯМ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2822600C1 |
| Тонкополосная непрерывнолитая сталь с коэффициентом раздачи отверстия ≥ 110% и способ ее изготовления | 2020 |
|
RU2823202C1 |
| КОМПОЗИЦИЯ СТАЛИ ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ИЗДЕЛИЙ ИЗ МНОГОФАЗНОЙ СТАЛИ | 2003 |
|
RU2328545C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2358025C1 |



Изобретение относится к производству горячекатаной стальной полосы. В валковой литейной машине формируют литейную ванну из расплавленной стали, содержащей 20-75 м.д. свободного кислорода. При вращении литейных валков в противоположных направлениях формируется стальная полоса, которую подвергают горячей прокатке и сматывают в рулон при температуре 300-700°C, обеспечивающей получение большей части микроструктуры в виде бейнита и игольчатого феррита. Расплавленная сталь содержит, мас.%: менее 0,25 углерода, 0,01-0,15 фосфора, 0,9-2,0 марганца, 0,05-0,50 кремния, менее 0,01 алюминия. Сталь может также содержать, мас.%: менее 0,03 олова, менее 0,20 никеля и 0,20-0,60 меди. Горячая прокатка обеспечивает механические свойства при 10% и 35% обжатии в пределах 10% для предела текучести, прочности на разрыв и общего относительного удлинения. Обеспечиваются стабильные механические свойства горячекатаной стальной полосы. 4 н. и 34 з.п. ф-лы, 2 табл., 6 ил.
1. Горячекатаная стальная полоса, содержащая, мас.%:
углерод менее 0,25
марганец от 0,9 до 2,0
кремний от 0,05до 0,50
фосфор от 0,01 до 0,15
алюминий менее 0,01,
имеющая микроструктуру, которая содержит бейнит и игольчатый феррит, при этом в расплавленном виде сталь содержит от 20 до 75 м.д. свободного кислорода, а механические свойства стальной полосы при обжатии 10% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
2. Горячекатаная стальная полоса по п.1, в которой механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, прочности на разрыв и общего относительного удлинения.
3. Горячекатаная стальная полоса по п.1, в которой сталь в расплавленном виде имеет содержание свободного кислорода в пределах между 30 и 60 м.д.
4. Горячекатаная стальная полоса по п.1, в которой содержание марганца в пределах между 0,9 и 1,3 мас.%.
5. Горячекатаная стальная полоса по п.1, в которой содержание ниобия от 0,01% до 0,20 мас.%.
6. Горячекатаная стальная полоса по п.1, в которой содержится, по меньшей мере, один элемент, выбранный из группы, состоящей из молибдена в пределах от 0,05 до 0,50 мас.% и ванадия в пределах от 0,01 до 0,20 мас.%.
7. Горячекатаная стальная полоса по п.1, содержащая покрытие из цинка или сплава цинка или алюминия.
8. Горячекатаная стальная полоса по п.1, полученная с помощью стадии горячей прокатки стальной полосы до обжатия, по меньшей мере, 35% и имеющая предел текучести, по меньшей мере, 440 МПа после обжатия в горячем состоянии при прокатке.
9. Горячекатаная стальная полоса по п.1, в которой содержание марганца в пределах от 1,0 до 2,0 мас.%.
10. Горячекатаная стальная полоса, содержащая, мас.%:
углерод менее 0,25
фосфор от 0,01 до 0,15
олово менее 0,03
никель менее 0,20
марганец от 0,2 до 2,0
кремний от 0,05до 0,50
алюминий менее 0,01
медь от 0,20 до 0,6,
имеющая микроструктуру, которая содержит бейнит и игольчатый феррит, при этом в расплавленном виде сталь содержит от 20 до 75 м.д. свободного кислорода, а механические свойства стальной полосы при обжатии 10% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
11. Горячекатаная стальная полоса по п.10, в которой механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, прочности на разрыв и общего относительного удлинения.
12. Горячекатаная стальная полоса по п.10, в которой сталь в расплавленном виде имеет содержание свободного кислорода в пределах между 30 и 60 м.д.
13. Горячекатаная стальная полоса по п.10, в которой содержание меди составляет от 0,2 до 0,5 мас.%.
14. Горячекатаная стальная полоса по п.10, в которой содержание меди составляет от 0,3 до 0,4 мас.%.
15. Горячекатаная стальная полоса по п.10, в которой содержание никеля составляет менее 0,1 мас.%.
16. Горячекатаная стальная полоса по п.10, полученная с помощью стадии смотки при температуре в пределах между 600 и 700°C.
17. Горячекатаная стальная полоса по п.10, в которой содержание хрома в пределах от 0,4 до 0,75 мас.%.
18. Горячекатаная стальная полоса по п.10, в которой содержание хрома в пределах от 0,4 до 0,5 мас.%.
19. Горячекатаная стальная полоса по п.10, в которой содержание марганца в пределах от 0,1 до 2,0 мас.%.
20. Способ изготовления горячекатаной стальной полосы, включающий сборку охлаждаемой изнутри валковой литейной машины, имеющей латерально позиционируемые литейные валки, формирующие зазор между ними для формирования литейной ванны из расплавленной стали, поддерживаемой на литейных валках выше зазора и ограниченной рядом с краями литейных валков боковыми перегородками, причем расплавленная сталь имеет содержание свободного кислорода в пределах между 20 и 75 м.д. и композицию, обеспечивающую содержание углерода менее 0,25 мас.%, фосфора более 0,01 и менее 0,15 мас.%, марганца в пределах от 0,9 до 2,0 мас.%, кремния в пределах от 0,05 до 0,50 мас.%, алюминия менее 0,01 мас.% в горячекатаной стальной полосе, вращение в противоположных направлениях литейных валков для затвердевания металлических корочек на литейных валках, когда литейные валки движутся через литейную ванну, формирование стальной полосы из корочек металла, движущихся вниз через зазор между литейными валками, горячую прокатку стальной полосы с обеспечиванием механических свойств при 10% и 35% обжатии в пределах 10%, для предела текучести, прочности на разрыв и общего относительного удлинения и смотку в рулон горячекатаной стальной полосы при температуре в пределах между 300 и 700°C с получением большей части микроструктуры, содержащей бейнит и игольчатый феррит.
21. Способ по п.20, включающий горячую прокатку стальной полосы, обеспечивающую механические свойства при обжатии 15% и 35% в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
22. Способ по п.20, в котором расплавленная сталь имеет содержание свободного кислорода в пределах между 30 и 60 м.д.
23. Способ по п.20, в котором расплавленная сталь имеет композицию, обеспечивающую содержание марганца в горячекатаной стальной полосе в пределах между 0,9 и 1,3 мас.%.
24. Способ по п.20, в котором расплавленная сталь имеет композицию, обеспечивающую содержание ниобия в горячекатаной стальной полосе в пределах между 0,01% и 0,20 мас.%.
25. Способ по п.20, в котором расплавленная сталь имеет композицию, обеспечивающую содержание в горячекатаной стальной полосе дополнительно, по меньшей мере, одного элемента, выбранного из группы, состоящей из молибдена в пределах примерно между 0,05 и примерно 0,50 мас.%, ванадия в пределах примерно между 0,01 и примерно 0,20 мас.% или их смеси.
26. Способ по п.20, дополнительно включающий стадию нанесения покрытия погружением в горячем состоянии на горячекатаную стальную полосу для получения покрытия из цинка или сплава цинка или алюминия.
27. Способ по п.20, в котором стальная полоса имеет предел текучести, по меньшей мере, 440 МПа после обжатия в горячем состоянии при прокатке, по меньшей мере, 35%.
28. Способ по п.20, включающий горячую прокатку стальной полосы при обжатии от 10 до 50%, при этом для упрочнения стали она содержит марганец от 1,0 до 2,0 мас.%, причем механические свойства стальной полосы при обжатии 15% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
29. Способ изготовления горячекатаной стальной полосы, включающий сборку охлаждаемой изнутри валковой литейной машины, имеющей латерально позиционируемые литейные валки, формирующие зазор между ними, для формирование литейной ванны из расплавленной стали, поддерживаемой на литейных валках выше зазора и ограниченной рядом с краями литейных валков боковыми перегородками, расплавленная сталь имеет содержание свободного кислорода в пределах между 20 и 75 м.д. и композицию, обеспечивающую содержание углерода менее 0,25 мас.%, фосфора более 0,01 и менее 0,15 мас.%, олова менее 0,03 мас.%, никеля менее 0,20 мас.%, марганца в пределах между 0,2 и 2,0 мас.%, кремния в пределах между 0,05 и 0,50 мас.%, алюминия менее 0,01 мас.% и меди в пределах между 0,20 и 0,60 мас.% в горячекатаной стальной полосе, вращение в противоположных направлениях литейных валков для затвердевания корочек металла на литейных валках, когда литейные валки движутся через литейную ванну, и формирование стальной полосы из корочек металла, движущихся вниз через зазор между литейными валками, горячую прокатку стальной полосы с обеспечиванием механических свойств при 10% и 35% обжатии в пределах 10% для предела текучести, прочности на разрыв и общего относительного удлинения и смотку в рулон горячекатаной стальной полосы при температуре в пределах между 300 и 700°C с получением большей части микроструктуры, содержащей бейнит и игольчатый феррит.
30. Способ по п.29, включающий горячую прокатку стальной полосы, обеспечивающую механические свойства при обжатии 15% и 35% в пределах 10% для предела текучести, прочности на разрыв и общего относительного удлинения.
31. Способ по п.29, в котором расплавленная сталь имеет содержание свободного кислорода в пределах между 30 и 60 м.д.
32. Способ по п.29, в котором расплавленная сталь имеет композицию, обеспечивающую содержание меди в горячекатаной стальной полосе в пределах между 0,2 и 0,5 мас.%.
33. Способ по п.29, в котором расплавленная сталь имеет композицию, обеспечивающую содержание меди в горячекатаной стальной полосе в пределах между 0,3 и 0,4 мас.%.
34. Способ по п.29, в котором расплавленная сталь имеет композицию, обеспечивающую содержание никеля в горячекатаной стальной полосе меньше чем 0,1 мас.%.
35. Способ по п.29, в котором температура смотки в рулон полосы находится в пределах между 600 и 700°C.
36 Способ по п.29, в котором расплавленная сталь имеет композицию, обеспечивающую содержание хрома в горячекатаной стальной полосе в пределах между 0,4 и 0,75 мас.%.
37. Способ по п.29, в котором расплавленная сталь имеет композицию, обеспечивающую содержание хрома в горячекатаной стальной полосе в пределах между 0,4 и 0,5 мас%.
38. Способ по п.29, включающий горячую прокатку стальной полосы при обжатии от 10 до 50%, при этом для упрочнения стали она содержит медь от 0,20 до 0,60 мас.%, причем механические свойства стальной полосы при обжатии 15% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
| Устройство для автоматического управления глубиннонасосной установкой нефтяной скважины | 1979 |
|
SU875003A1 |
| Метчик | 1976 |
|
SU874289A2 |
| Способ распиловки бревен на гонт | 1932 |
|
SU40553A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2002 |
|
RU2293618C2 |

