1. Область техники
Изобретение относится к области производства листового полированного флоат-стекла, упрочненного в процессе его выработки. В качестве приспособления для подачи упрочняющего реагента предлагается использовать газовую подушку.
2. Уровень техники
Известны способы производства листового полированного стекла путем формования его на поверхности расплавленного металла, в которых ленту стекла с расплава металла переводят на газовую подушку. Однако газовая подушка применяется в основном для транспортирования (авторское свидетельство №679535, МКИ С03В 15/18) и охлаждения (авторское свидетельство №556593, МКИ С03В 18/02) ленты стекла.
В настоящем изобретении газовая подушка используется в качестве средства для подачи реагента, упрочняющего нижнюю поверхность движущейся ленты флоат-стекла.
Известны способы упрочнения нижней поверхности движущейся ленты флоат-стекла газообразными (патент ФРГ №1596514, МКИ С03В 18/02) или жидкими реагентами (патент Японии №54-132620, С03С 21/00) после выхода ленты из ванны расплава.
Недостатком данных способов является то, что горячая лента стекла из ванны расплава поступает сразу на металлические транспортирующие валы, контакт с которыми может вызвать образование мелких трещин (посечек), снижающих прочность нижней ее поверхности. В результате прочность нижней поверхности готовых листов стекла значительно (˜ в 2 раза) ниже прочности верхней.
Кроме того, при упрочнении нижней поверхности движущейся ленты стекла названным способом реагент неизбежно попадает на транспортирующие валы, загрязняя их, что может привести к повреждению поверхности стекла или нарушению его плоскостности. Поэтому требуется постоянная чистка валов.
Известен способ упрочнения нижней поверхности стекла, когда лента после выхода из ванны расплава не поступает на валы, а удерживается вакуумом сверху (патент США №5876474, МКИ С03С 17/00, С03С 25/02, С03В 18/00), упрочняющий реагент при этом наносится с помощью специального устройства.
Однако такой способ сложен в применении, так как кроме удерживающего приспособления и устройства для подачи реагента необходимо приспособление для удаления реагента. Все это приводит к значительному удорожанию готовой продукции. Кроме того, сложно обеспечить необходимую плоскостность горячей ленты стекла, поддерживая ее сверху и одновременно упрочняя снизу.
3. Раскрытие изобретения
Задачей настоящего изобретения является усовершенствование способа упрочнения нижней поверхности флоат-стекла в процессе его выработки. Достигается это применением известной газовой подушки в качестве приспособления для подачи газообразных реагентов, упрочняющих нижнюю поверхность движущейся ленты стекла.
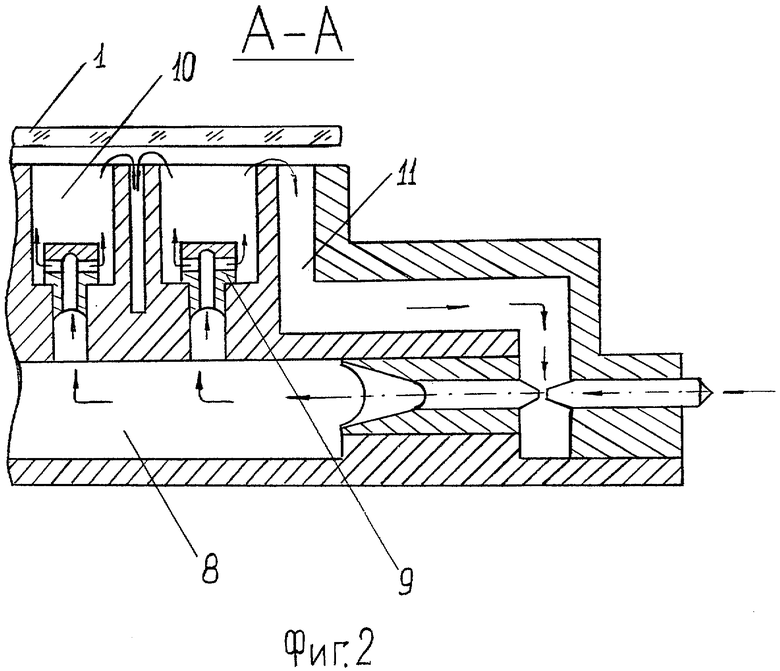
На Фиг.1 схематично показан вывод ленты стекла из ванны расплава с использованием газовой подушки. Сформованная лента флоат-стекла с температурой 650-580°С из ванны расплава попадает на газовую подушку, где упрочняется ее нижняя поверхность, затем она поступает на транспортирующие валы печи отжига.
На Фиг.2 схематично показан поперечный разрез газовой подушки. Газовая подушка содержит плиту, на которой размещены группы газовых ячеек. В каждой ячейке имеются сопла. Запитка газообразным реагентом производится из специальной камеры повышенного давления. С каждой стороны ячеек расположены каналы для отвода реагента. Газовая подушка, используемая в предлагаемом изобретении, может быть изготовлена из металла, керамики и других материалов.
Газообразный реагент из камеры повышенного давления через сопла вводится в ячейки, где создается давление, уравновешивающее вес ленты стекла. Перед подачей упрочняющий газообразный реагент нагревается до заданной температуры. Реагент, вытекающий через зазоры между поверхностью плиты и лентой стекла, вступает во взаимодействие с поверхностью стекла.
При подаче в газовую подушку упрочняющего газообразного реагента он будет не только поддерживать движущуюся ленту стекла, но и упрочнять ее нижнюю поверхность.
Непрореагировавший реагент удаляется через специальные каналы в окружающую среду или газопровод. При необходимости он может возвращаться в камеру повышенного давления и повторно подаваться на поверхность ленты стекла (авторское свидетельство №330116, МКИ С03В 15/18, С03В 27/00, С03В 18/00).
Применение известной газовой подушки в качестве приспособления для подачи упрочняющего газообразного реагента на нижнюю поверхность движущейся ленты стекла стало возможным благодаря обнаруженной зависимости изменения не только величины механической прочности стекла на изгиб, но и ее дисперсии от размера площади взаимодействия поверхности стекла с упрочняющим газообразным реагентом.
Распределение газообразного реагента по поверхности ленты стекла, равной площади газовой подушки, обеспечивает равномерность нанесения реагента, увеличивает время контакта его со стеклом и степень упрочнения поверхности стекла. В качестве упрочняющего газообразного реагента можно использовать сернистый ангидрид, этилен, фреоны и другие.
Таким образом, применение газовой подушки в качестве приспособления для подачи реагента, упрочняющего движущуюся ленту стекла, не только исключает повреждение его нижней поверхности металлическими валами, но и значительно упрощает процесс упрочнения, так как не надо чистить валы, нет специального устройства для подачи упрочняющего реагента, нет специального устройства для отсоса газа.
4. Краткое описание чертежей.
Фиг.1 - схематичное изображение вывода ленты стекла из ванны расплава с использованием газовой подушки.
На чертеже показаны лента стекла 1, ванна расплава 2, плита 3 газовой подушки 4, валы 5 печи отжига 6, нагреватели 7.
Фиг.2 - схематичное изображение поперечного сечения газовой подушки. На чертеже показаны лента стекла 1, камера повышенного давления 8, сопла 9, газовые ячейки 10, каналы в виде газоотводящих щелей 11.
5. Осуществление изобретения
Данное изобретение иллюстрируется следующими примерами:
Пример 1.
Сформованную ленту флоат-стекла 1 шириной 1850 мм из ванны расплава 2 переводят на плиту 3 размером 2,0×3,0 м газовой подушки 4 (Фиг.1). Температуру стекла, необходимую для перехода ленты 1 с газовой подушки 4 на валы 5 печи отжига 6, регулируют с помощью нагревателей 7, расположенных над лентой стекла 1.
Газообразный этилен (C2H4) при температуре подают в камеру повышенного давления 8 газовой подушки 4, из которой он через сопла 9 вводится в газовые ячейки 10, расположенные в непосредственной близости к нижней поверхности ленты стекла 1, имеющей температуру 580°С (Фиг.2). При этом происходит взаимодействие этилена (за счет раскрытия двойной связи) с поверхностными свободными связями (R-Si-O-) стекла с образованием мономолекулярного углеводородсодержащего слоя, который придает стеклу гидрофобные свойства, повышает его химическую стойкость и механическую прочность.
Непрореагировавший с поверхностью стекла этилен через каналы 11 возвращают в камеру 8 для повторной подачи на нижнюю поверхность стекла и поддержания необходимого давления под движущейся лентой 1. Расход этилена составляет 150 л/час.
Модификация нижней поверхности движущейся ленты стекла 1 с помощью этилена, подаваемого через газовую подушку 4, позволила не только повысить (˜ в 2 раза) прочность стекла на центрально-симметричный изгиб (ЦСИ), но и значительно снизить разброс значений прочности по сравнению с вариантами, в которых используются известные приспособления для упрочнения ленты стекла.
Прочность нижней поверхности флоат-стекла
Пример 2.
Сформованную ленту флоат-стекла 1 из ванны расплава 2 шириной 3200 мм переводят на плиту 3 размером 3,6×4,0 м газовой подушки 4 при температуре 650°С (Фиг.1).
Смесь сернистого ангидрида (SO2) с воздухом подают в камеру 8 газовой подушки 4, из которой через сопла 9 и ячейки 10 подводят к нижней поверхности ленты стекла 1, имеющей температуру 650°С (Фиг.2), при этом происходит окисление SO2 в SO3. Расход сернистого ангидрида составляет 50 л/час, расход воздуха - 300 л/час. Серный ангидрид (SO3) взаимодействует с оксидом натрия, находящимся в поверхностном слое стекла, образуя сульфатную пленку на поверхности стекла.
Непрореагировавший серный ангидрид возвращается через каналы 11 для повторной подачи в газовую подушку 4. При этом уменьшаются его расход и выброс в окружающую среду.
В этом случае прочность нижней поверхности стекла на ЦСИ повышается в 2,5 раза, вместе с тем ее дисперсия снижается в 1,8 раза по сравнению с широко применяемым в стекольной промышленности вариантом, в котором в качестве приспособления используется трубка с отверстиями.
Приведенные в примерах 1, 2 варианты осуществления изобретения являются лишь некоторыми примерами использования данного изобретения.
В качестве упрочняющих газообразных реагентов, подаваемых через газовую подушку, можно использовать любой реагент, упрочняющий поверхность стекла в интервале температур 650-580°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2005 |
|
RU2299183C1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2012 |
|
RU2499772C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА | 2005 |
|
RU2302380C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА СТЕКЛО В ВАННЕ РАСПЛАВА | 2006 |
|
RU2317260C2 |
| СПОСОБ ДВУХСТАДИЙНОГО УПРОЧНЕНИЯ ДВИЖУЩЕЙСЯ ЛЕНТЫ ФЛОАТ-СТЕКЛА | 2009 |
|
RU2391302C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА | 2005 |
|
RU2291123C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ГАЗОВЫХ ПОТОКОВ ЗАЩИТНОЙ АТМОСФЕРЫ В ВАННЕ РАСПЛАВА ПРИ ПРОИЗВОДСТВЕ ФЛОАТ-СТЕКЛА | 2005 |
|
RU2291122C1 |
| СПОСОБ НЕПРЕРЫВНОГО УПРОЧНЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1992 |
|
RU2073658C1 |
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛА | 2005 |
|
RU2301783C2 |
Изобретение относится к области производства листового полированного флоат-стекла, упрочненного в процессе его непрерывной выработки газообразным реагентом. Технической задачей настоящего изобретения является упрощение способа упрочнения нижней поверхности движущейся ленты стекла, исключение повреждения ее транспортирующими валами печи отжига, увеличение степени упрочнения. Данная задача решается применением в качестве приспособления для подачи упрочняющего реагента газовой подушки. 1 табл., 2 ил.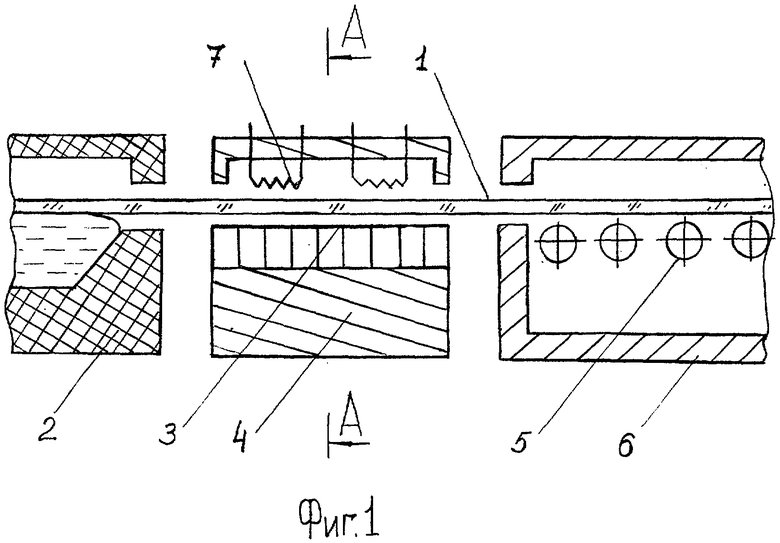
Применение газовой подушки, транспортирующей горячую ленту флоат-стекла в процессе непрерывного производства, в качестве приспособления для упрочнения ее нижней поверхности, имеющей температуру 650-580°С.
| US 5876474 А, 02.03.1999 | |||
| Устройство для создания газовой подушки | 1977 |
|
SU679535A2 |
| ЛИСТОВОЕ СТЕКЛО (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2116983C1 |
| Виброзащитная рукоятка пневмомолотка | 1986 |
|
SU1375440A1 |
| US 6467308 А, 22.10.2002. | |||

