Изобретение относится к технике получения полимерных материалов, а именно к устройствам для получения двухосноориентированной термоусадочной пленки на основе ПВХ.
Наиболее близкой по технической сущности и достигаемому эффекту является установка для двухосной ориентации полимерных рукавных пленок [АС. №309491, кл. В29D 7/24, Установка для двухосной ориентации полимерных рукавных пленок], содержащая последовательно установленные экструдер с формующей головкой, сопло с центральным подводом воздуха, камеру противодавления цилиндрического сечения со штуцером для подачи рабочего агента и кольцевым выходным каналом, механизм регулировки давления рабочего агента в камере противодавления, термостатирующую рубашку, зажимные валки и наматывающее приспособление.
Недостатками такой установки являются сложность регулировки рабочих параметров и относительно низкое качество полимерных пленок, получаемых в результате двухосной ориентации (точность диаметра усадки рукава, его разнотолщинность), что увеличивает величину удельных энергозатрат при ее работе и в целом материалоемкость процесса.
Техническая задача - повышение качества термоусадочной пленки на основе ПВХ, получаемой в результате двухосной ориентации.
Техническая задача достигается тем, что в установке для получения двухосноориентированной термоусадочной пленки на основе ПВХ, содержащей последовательно установленные экструдер с формующей головкой, сопло с центральным подводом воздуха, камеру противодавления цилиндрического сечения со штуцером для подачи рабочего агента и кольцевым выходным каналом, механизм регулировки давления рабочего агента в камере противодавления, термостатирующую рубашку, зажимные валки и наматывающее приспособление, новым является то, что в ней дополнительно установлено калибрующее устройство для повторной двухосной ориентации полимерных рукавных пленок на основе ПВХ, содержащее приспособления для подачи и распределения горячего теплоносителя и камеру противодавления.
Технический результат заключается в повышении качества термоусадочной пленки на основе ПВХ, получаемой в результате двухосной ориентации.
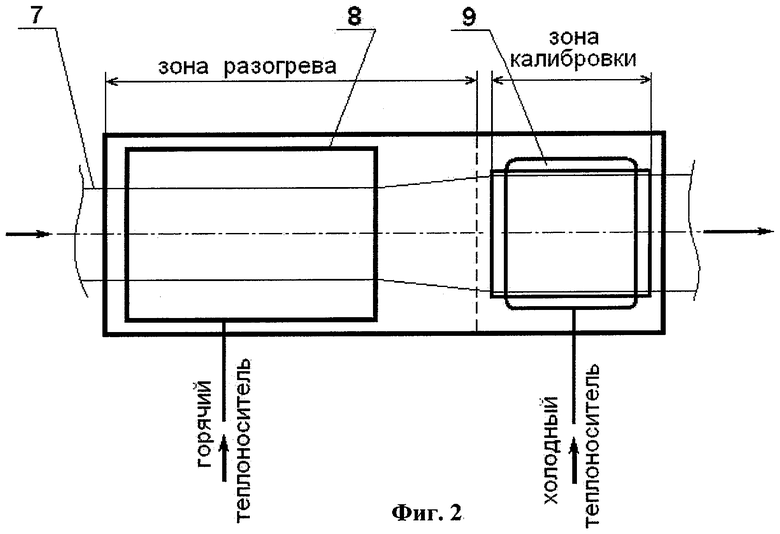
На фиг.1 представлен общий вид установки для получения двухосноориентированной термоусадочной пленки на основе ПВХ с устройством для повторной ориентации полимерных рукавных пленок, на фиг.2 - калибрующее устройство для повторной ориентации полимерных рукавных пленок на основе ПВХ.
Установка для получения двухосноориентированной термоусадочной пленки на основе ПВХ включает экструдер с формующей головкой 1, сопло с центральным подводом воздуха 2, камеру противодавления цилиндрического сечения 3 со штуцером для подачи рабочего агента и кольцевым выходным каналом, калибрующее устройство 4, зажимные валки 5 и наматывающее приспособление 6, термоусадочную пленку на основе ПВХ 7. Калибрующее устройство состоит из приспособления для подачи и распределения горячего теплоносителя 8 и камеры противодавления 9 и имеет условное разделение на две зоны: разогрева и калибрования термоусадочной пленки на основе ПВХ.
Установка для получения двухосноориентированной термоусадочной пленки на основе ПВХ работает следующим образом: расплав полимерной композиции на основе ПВХ в виде рукава из экструдера 1, внутрь которого через сопло 2 с центральным подводом подается воздух, поступает в камеру противодавления 3 с кольцевым выходным каналом, снабженную термостатирующей рубашкой, затем с помощью зажимных валков установки он подается на участок повторной двухосной ориентации 4, где дополнительно осуществляется его разогрев горячим теплоносителем (вода, воздух или пар) до достижения им вязко-пластического состояния с последующим раздувом (двухосной ориентацией) за счет наличия избыточного давления воздуха во внутренней его полости до заданного диаметра (калибра) и охлаждением. Установка для получения двухосноориентированной термоусадочной пленки на основе ПВХ работает в непрерывном режиме.
Предлагаемая установка для получения двухосноориентированной термоусадочной пленки на основе ПВХ с устройством для их повторной ориентации (калибровки) позволяет достигать высокой степени точности параметров пленочного рукава при проведении процесса ориентации - калибровки посредством его повторного разогрева горячим теплоносителем до достижения материалом пленки вязко-пластического состояния с последующим его раздувом до заданного диаметра - калибровкой, за счет наличия во внутренней его полости избыточного давления воздуха с последующим ее охлаждением. Операции по повторному разогреву, раздуву с последующим охлаждением полимерной рукавной пленки позволяют получать материал с высокими качественными параметрами - точностью диаметра усадки рукава, постоянной по величине толщиной его стенок.
Анализ параметров качества получаемых в результате двухосной ориентации полимерных пленок на основе ПВХ и измерения удельных энергозатрат производства позволяет сделать вывод, что предлагаемая установка для получения двухосноориентированной термоусадочной пленки на основе ПВХ позволяет повысить качество получаемых в результате двухосной ориентации полимерных пленок на основе ПВХ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для двухосной ориентации полимерных рукавных пленок | 1978 |
|
SU766876A1 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1983 |
|
SU1171349A2 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕРМОУСАДОЧНОЙ ПЛЕНКИ | 2013 |
|
RU2533726C1 |
| ВСЕСО.ЮЗНАЯПДТ;лП'КО-:;-Х;:^ИГ?й;^БИ5Л1'Ю'Гг;кА | 1971 |
|
SU309491A1 |
| Гладильно-компенсирующее устройство для полимерных рукавных пленок | 1987 |
|
SU1537567A1 |
| ТЕРМОУСАДОЧНОЕ УПАКОВОЧНОЕ ИЗДЕЛИЕ БЕЗ ИСПОЛЬЗОВАНИЯ ПЫЛИ | 2017 |
|
RU2743678C2 |
| ВЫСОКОУСАДОЧНАЯ ВЫСОКОПРОЧНАЯ МНОГОСЛОЙНАЯ ПЛЕНКА | 2018 |
|
RU2742561C1 |
| Устройство для двухосного растяжения рукавных полимерных пленок | 1975 |
|
SU595171A1 |
Изобретение относится к технике получения полимерных материалов, а именно к устройствам для получения двухосноориентированной термоусадочной пленки на основе ПВХ. Технический результат - повышение качества термоусадочной пленки на основе ПВХ, получаемой в результате двухосной ориентации. Данный результат достигается тем, что в установке для получения двухосноориентированной термоусадочной пленки на основе ПВХ, содержащей последовательно установленные экструдер с формующей головкой, сопло с центральным подводом воздуха, камеру противодавления цилиндрического сечения со штуцером для подачи рабочего агента и кольцевым выходным каналом, механизм регулировки давления рабочего агента в камере противодавления, термостатирующую рубашку, зажимные валки и наматывающее приспособление. При этом в ней дополнительно установлено калибрующее устройство для повторной двухосной ориентации полимерных рукавных пленок на основе ПВХ, содержащее приспособления для подачи и распределения горячего теплоносителя и камеру противодавления. 2 ил.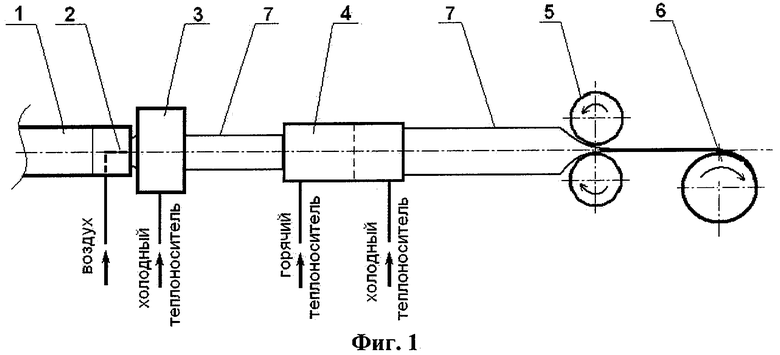
Установка для получения двухосноориентированной термоусадочной пленки на основе ПВХ, содержащей последовательно установленные экструдер с формующей головкой, сопло с центральным подводом воздуха, камеру противодавления цилиндрического сечения со штуцером для подачи рабочего агента и кольцевым выходным каналом, механизм регулировки давления рабочего агента в камере противодавления, термостатирующую рубашку, зажимные валки и наматывающее приспособление, отличающаяся тем, что в ней дополнительно установлено калибрующее устройство для повторной двухосной ориентации полимерных рукавных пленок на основе ПВХ, содержащее приспособления для подачи и распределения горячего теплоносителя и камеру противодавления.
| ВСЕСО.ЮЗНАЯПДТ;лП'КО-:;-Х;:^ИГ?й;^БИ5Л1'Ю'Гг;кА | 0 |
|
SU309491A1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1983 |
|
SU1171349A2 |
| US 4341729 A, 27.07.1982 | |||
| Способ оптического отбеливания текстильных материалов | 1978 |
|
SU1075988A3 |
| JP 8300439 A, 19.11.1996 | |||
| Установка для двухосной ориентации полимерных рукавных пленок | 1978 |
|
SU766876A1 |

