Изобретение относится к устройству для нанесения покрытия на металлическую заготовку, в частности стальную полосу, погружением в расплав, причем в устройстве металлическую заготовку пропускают вертикально через содержащую расплавленный металл покрытия ванну и через включенный перед ней направляющий канал, в зоне которого по обе стороны металлической заготовки установлены по меньшей мере два индуктора для создания электромагнитного поля, удерживающего металл для нанесения покрытия в ванне, причем в зоне от верхней половины до верхней трети индукторов и их магнитного поля предусмотрено увеличение объема металла для нанесения покрытия.
Устройство этого типа является предметом более ранней заявки на патент ДЕ 10330656.0 от 08.07.2004. Задачей предыдущего изобретения было создание устройства для нанесения покрытия на металлическую заготовку погружением в расплав, которое устраняло бы определенные недостатки указанного там уровня техники, в частности согласно документам ЕР 0673444 B1, WO 96/03533 и JP 5086446. Так, предполагалось обеспечить, чтобы расплав для погружения при использовании электромагнитного затвора оставался спокойным, в результате чего должно было повыситься качество покрытия. Но было установлено, что поверхность расплавленного металла для покрытия относительно неспокойна, что обусловлено электромагнитными силами, создаваемыми магнитным затвором. Однако предпосылкой для точного соблюдения толщины покрытия является именно спокойная поверхность расплавленного металла.
С этой целью в предложении-прототипе среди прочего предусматривалось, чтобы либо между направляющим каналом и дном ванны, либо в самом направляющем канале было создано расширение поперечного сечения, в которое сверху может проникать металл, служащий для нанесения покрытия. Это расширение поперечного сечения ведет, таким образом, к увеличению объема металла для нанесения покрытия в области направляющего канала и служит отправной точкой предлагаемого изобретения.
Кроме этого, из DE 10312939 известно устройство для нанесения покрытия на металлическую заготовку погружением в расплав, содержащее направляющий канал, имеющий в области индукторов воронкообразную форму.
Задача данного изобретения состоит в том, чтобы предложить дальнейшие меры, позволяющие сохранить спокойным расплав для погружения при использовании электромагнитного затвора, чтобы таким образом повысить качество покрытия.
Решение этой задачи согласно изобретению характеризуется тем, что предусматривается увеличение объема в зоне магнитного поля индукторов за счет боковой выпуклости стенок направляющего канала. При этом возможно усовершенствование существующих устройств путем замены направляющего канала с незначительными издержками.
В более ранней патентной заявке увеличение объема расплавленного металла предусматривалось либо в придонной зоне ванны, либо в направляющем канале, но в любом случае сверху над индукторами. Следовательно, согласно прототипу увеличенный объем находится, по меньшей мере, в своей основной массе, за пределами действия магнитного поля индукторов. Согласно же данному изобретению, наоборот, увеличенный объем находится целенаправленно в зоне магнитного поля индукторов, что приводит к тому, что зона с увеличенным объемом подвергается воздействию магнитного поля.
В еще одном предпочтительном варианте осуществления изобретения предусматривается увеличение объема в дополнении к описанному увеличению объема, достигаемое за счет бокового подвода дополнительного расплавленного металла. Здесь, следовательно, подаваемый дополнительно в направляющий канал объемный поток расплавленного металла обеспечивает, возможно также дополнительное, увеличение объема.
В продолжение вышеуказанного варианта эффективное увеличение объема достигается за счет того, что боковой подвод осуществляют по меньшей мере двумя трубами, которые предпочтительно выходят на узких сторонах прямоугольного направляющего канала.
Благодаря предложенным мерам достигается то, что поверхность расплавленного металла для нанесения покрытия внутри ванны сохраняется относительно спокойной, так что достигается высокое качество покрытия путем погружения.
На чертеже представлены примеры осуществления изобретения.
При этом показаны:
Фиг.1 - в схематическом изображении нижняя часть устройства для нанесения покрытия погружением в расплав, с пропускаемой через него металлической заготовкой, в разрезе посередине и вдоль металлической заготовки, при этом показаны лишь зона дна ванны для расплавленного металла и присоединяющийся снизу направляющий канал с индукторами, в первом варианте осуществления изобретения в форме воронкообразного расширения направляющего канала,
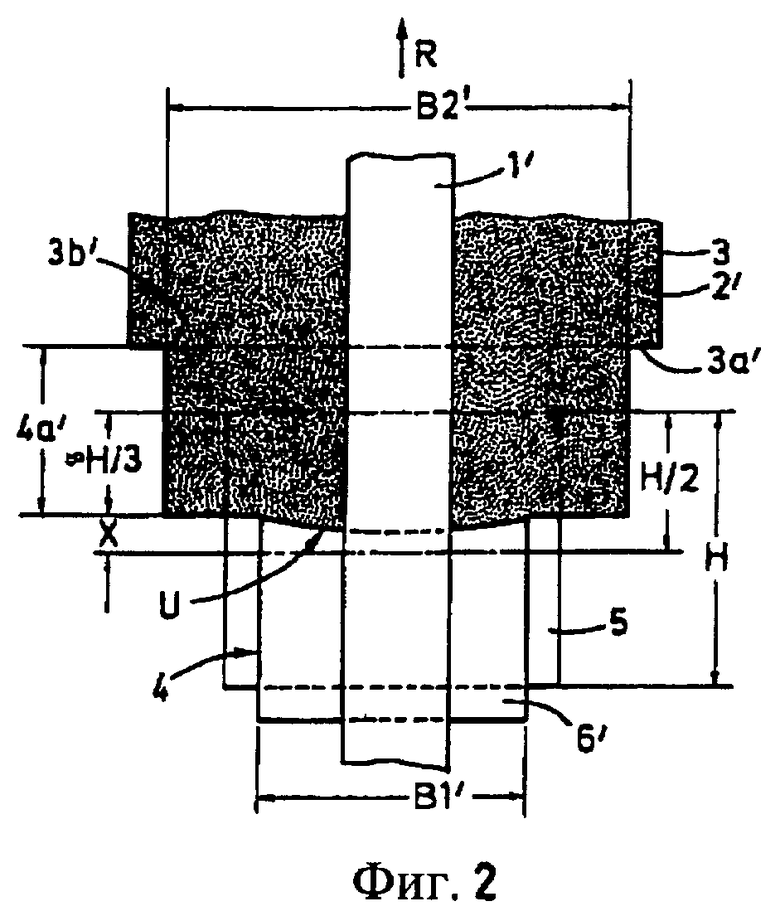
Фиг.2 - второй вариант осуществления изобретения, соответствующий фиг.1, в форме ступенчатого бокового расширения направляющего канала,
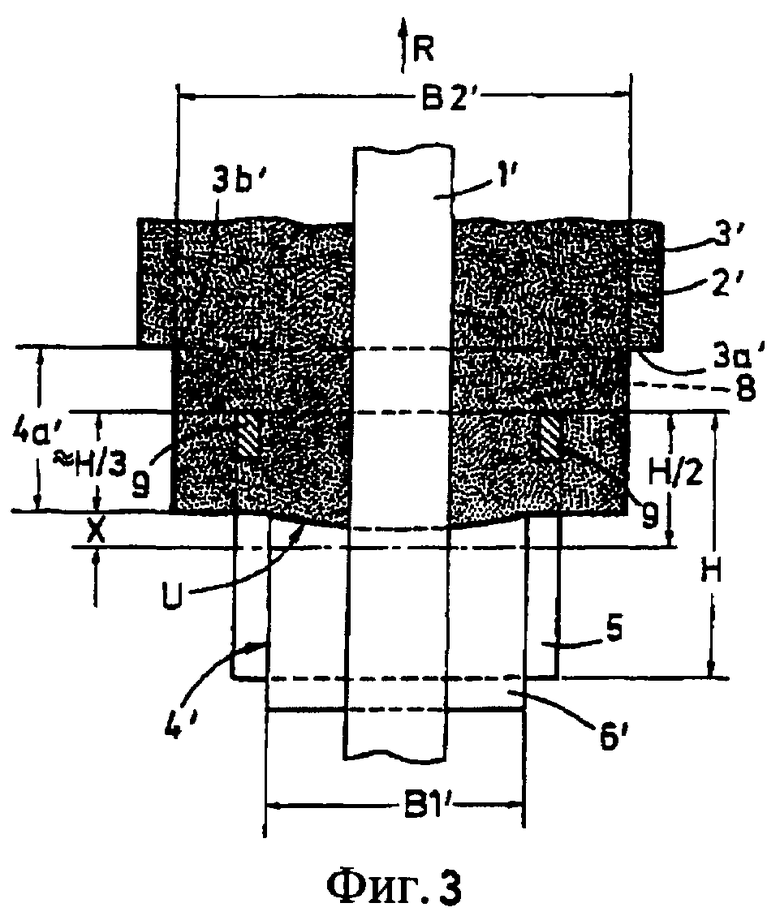
Фиг.3 - третий вариант осуществления изобретения, соответствующий фиг.1, с прерывающей стенкой,
Фиг.4 - первый вариант поперечного сечения прерывающей стенки по фиг.3,
Фиг.5 - второй вариант поперечного сечения прерывающей стенки по фиг.3,
Фиг.6 - третий вариант поперечного сечения прерывающей стенки по фиг.3,
Фиг.7 - четвертый вариант поперечного сечения прерывающей стенки по фиг.3,
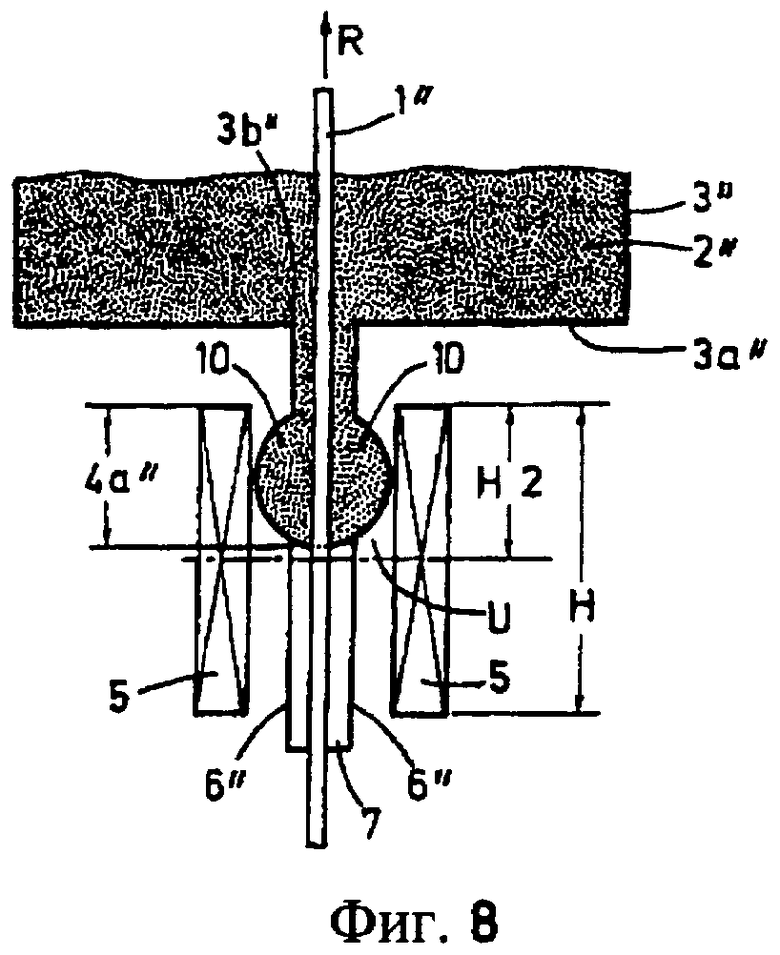
Фиг.8 - четвертый вариант осуществления изобретения, соответствующий фиг.1, но в сечении посередине и поперек металлической заготовки, в форме выпуклости, и
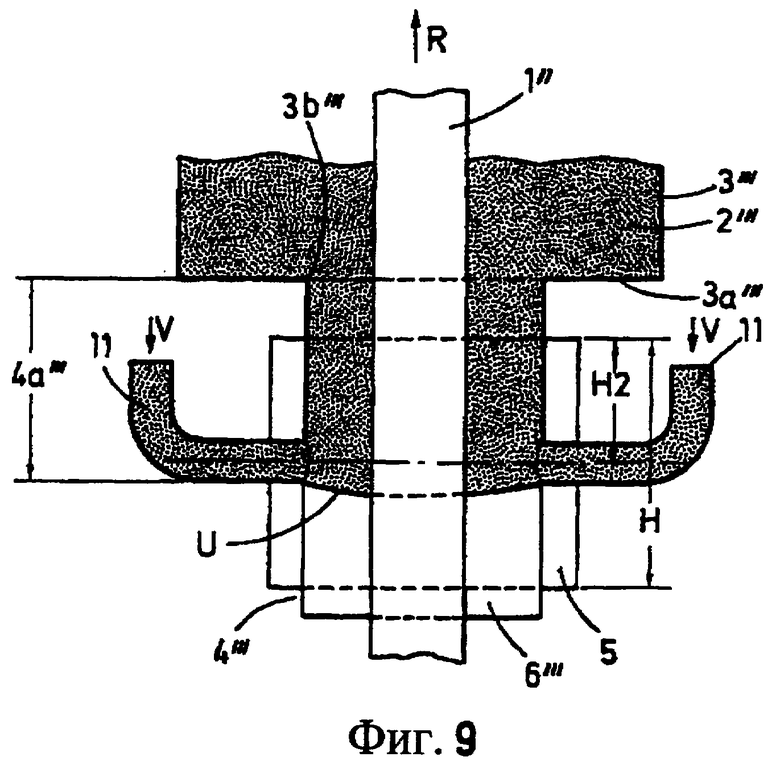
Фиг.9 - пятый вариант осуществления изобретения, соответствующий фиг.1, но в форме бокового подвода расплавленного металла для нанесения покрытия в направляющий канал.
В представленном лишь частично на фиг.1 устройстве металлическую заготовку 1 в виде стальной полосы, на которую предстоит нанести покрытие, протягивают предпочтительно вертикально вверх в направлении подачи R через расплавленный металл 2, используемый для нанесения покрытия. Металлом 2 для покрытия может быть, в частности, цинк или алюминий, который помещают в пригодную для этого и лишь обозначенную ванну 3 без доступа воздуха.
В дне 3а ванны 3 выполнено проходное отверстие 3b для металлической заготовки 1. На дне 3a к проходному отверстию 3b присоединяется снизу направляющий канал 4 в принципе в виде узкой, прямоугольной трубы. Полосовую металлическую заготовку 1 пропускают по направляющему каналу 4 с зазором со всех сторон, при этом остающееся свободным в виде кольцевой щели RS поперечное сечение направляющего канала 4 через специальный вертикальный проход заполняют металлическим расплавом 2 для нанесения покрытия, так что металлическая заготовка 1 в верхней зоне 4а направляющего канала 4 окружена расплавленным металлом 2 покрытия. Таким образом, расплавленный металл 2 для нанесения покрытия представляет собой в верхней зоне 4а своего рода жидкое кольцевое уплотнение, которое заполняет кольцевую щель RS вниз до точки U.
Для обеспечения герметичности этого кольцевого уплотнения, то есть для длительной и надежной герметичности кольцевой щели RS снизу в направляющем канале 4, с обеих сторон продольных стенок 6 направляющего канала 4 установлены индукторы 5. Индукторы 5 создают сильное магнитное поле в зоне направляющего канала 4, противодействующее силе тяжести кольцеобразного здесь расплавленного металла 2 для нанесения покрытия, так что металл 2 покрытия не может вытекать вниз из направляющего канала 4, а по существу застыл неподвижно в точке U.
Показанный на фиг.1 зазор и, следовательно, также кольцевая щель RS, ради ясности изображения представлены с большим увеличением и не соответствующими по масштабу. Объем выступающего в качестве кольцевого уплотнения в верхней зоне 4а направляющего канала 4 кольцевого расплавленного металла 2 для нанесения покрытия может быть в действительности очень небольшим.
Тип индукторов 5 и их принцип действия, а также использование непоказанных корректирующих катушек, равно как и другие признаки устройства описаны подробно в названной, более ранней немецкой заявке на патент, взятой за прототип.
Чтобы обеспечить успокоение поверхности расплава в ванне, в зоне магнитного поля индукторов 5, в частности непосредственно возле индукторов 5, в направляющем канале 4 предусмотрен увеличенный объем расплавленного металла 2 для нанесения покрытия.
С этой целью в представленном на фиг.1 первом варианте осуществления изобретения верхняя, входящая в проходное отверстие 3b дна 3a зона 4а направляющего канала 4 выполнена воронкообразной, так что ширина В1 продольных стенок 6 внизу увеличивается кверху до ширины В2. При этом получающийся наклон узких поперечных стенок 7 под острым углом к вертикали составляет примерно от 1 до 15 градусов.
Расширение продольных стенок 6 направляющего канала 4 и соответственно зона 4а начинается внизу, примерно на уровне полвысоты Н/2 высоты Н индукторов 5, и проходит дальше за высоту Н, переходя затем в продольные стороны прямоугольного проходного отверстия 3b в дне 3a ванны 3. Объем металла для нанесения покрытия увеличивается здесь в зоне кольцевой щели RS, а именно на узких поперечных сторонах металлической заготовки 1.
Благодаря описанной воронкообразной конструкции направляющего канала 4 и его пространственной взаимосвязи с магнитным полем индукторов 5 вызванные магнитным полем турбулентные движения в расплавленном металле 2 для нанесения покрытия значительно уменьшаются и расплав, в частности на своей поверхности, успокаивается.
На всех дальнейших фигурах чертежа одинаковые детали обозначены одинаковыми, но с добавлением индекса позициями. На фиг.2 представлен второй вариант осуществления изобретения. Здесь увеличенный объем металла 2 для нанесения покрытия достигается за счет ступенчато расширяющейся зоны 4а' направляющего канала 4''. С этой целью продольные стенки 6' от нижней ширины В1' ступенчато увеличиваются до верхней ширины В2' и образуют таким образом ступенчатую зону 4а', входящую в проходное отверстие 3b' дна 3a'.
Ступенчатое расширение продольных стенок 6' направляющего канала 4' и соответственно зоны 4а' начинается внизу на расстоянии Х от уровня половинной высоты Н/2 высоты Н и соответственно примерно в верхней трети Н/3 высоты Н или примерно на уровне половинной высоты Н/2 высоты Н индукторов 5 и продолжается дальше за высоту Н, а затем переходит в продольные стенки прямоугольного проходного отверстия 3b' в дне 3a' ванны 3'.
Эффект воздействия ступенчатой зоны 4а' и ее расположения идентичен описанному на фиг.1 воронкообразному варианту осуществления зоны 4а.
На фиг.3 представлен третий вариант осуществления изобретения. По существу он соответствует варианту по фиг.2, кроме следующих добавлений:
На участке 4а' и возле верхних кромок 8 индукторов расположено по одной прерывающей стенке 9. Эта прерывающая стенка 9 служит для управления потоком и успокоения расплава, в частности также во взаимодействии с мерами, подробнее описанными в более ранней патентной заявке - прототипе.
На фиг.4-7 показаны возможные формы поперечного сечения прерывающей стенки 9, 9', 9'' и 9'''. Прерывающая стенка 9-9''' может быть изготовлена из электропроводящего или также из непроводящего материала, в частности из металла или керамики, и в поперечном сечении быть с углами, например с прямыми углами, с простым или двойным скосом, в частности под углом от 15 до 60 градусов к вертикали, или также заключать между собой угол от 15 до 60 градусов, конусообразной или воронкообразной со округлением сверху и/или снизу.
На фиг.8 представлен четвертый вариант осуществления изобретения, соответствующий фиг.1, но в центральном сечении и поперек металлической заготовки 1. Здесь направляющий канал 4'' на высоте верхней половины Н/2 высоты Н индукторов 5 имеет боковую, примерно конусообразную выпуклость 10 продольных стенок 6'' и, следовательно, увеличивает там объем жидкого металла 2 для нанесения покрытия в кольцевой щели, а конкретно здесь на продольных сторонах металлической заготовки 1.
На фиг.9 представлен пятый вариант осуществления изобретения, соответствующий фиг.1, но в форме бокового подвода расплавленного металла 2''' для нанесения покрытия в направляющий канал 4'''. Подвод осуществляют через две трубы 11, которые примерно горизонтально входят в направляющий канал 4''' на половине Н/2 высоты Н индукторов 5 и увеличивают там объем металла 2''' для нанесения покрытия практически по всей кольцевой щели. Преимущественный эффект воздействия бокового подвода по трубам 11 и их расположения идентичен описанному на фиг.1 воронкообразному варианту осуществления и расположения зоны 4а.
Как уже указано, различные описанные выше признаки изобретения могут комбинироваться между собой, а также с предложенными в более ранней патентной заявке.
Перечень позиций на чертежах
1 металлическая заготовка
1' металлическая заготовка
1'' металлическая заготовка
1''' металлическая заготовка
2 расплавленный металл для нанесения покрытия
2' расплавленный металл для нанесения покрытия
2'' расплавленный металл для нанесения покрытия
2''' расплавленный металл для нанесения покрытия
3 ванна
3' ванна
3'' ванна
3''' ванна
3a дно
3a' дно
3a'' дно
3a''' дно
3b проходное отверстие
3b' проходное отверстие
3b'' проходное отверстие
3b''' проходное отверстие
4 направляющий канал
4' направляющий канал
4'' направляющий канал
4''' направляющий канал
4а зона
4a' зона
4а'' зона
4а''' зона
5 индуктор
6 продольная стенка
6' продольная стенка
6'' продольная стенка
6''' продольная стенка
7 поперечная стенка
8 верхняя кромка индуктора
9 прерывающая стенка
10 выпуклость
11 труба
B1 нижняя ширина
В1' нижняя ширина
82 верхняя ширина
B2' верхняя ширина
Н высота
Н/2 половина высоты
Н/3 треть высоты
R направление подачи
RS кольцевая щель
U точка на нижнем конце
V объем
Х расстояние
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2335573C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2325465C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2299925C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2339732C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2313617C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2349677C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНО-ЛИТЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2309193C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2338003C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОТЯЖЕННОЕ ИЗДЕЛИЕ | 2012 |
|
RU2521759C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2006 |
|
RU2346076C1 |

Изобретение относится к области нанесения покрытий погружением в расплав. Устройство для нанесения покрытия на металлическую заготовку погружением в расплав содержит ванну с расплавом и расположенный перед ней направляющий канал, в области которого предусмотрены электромагнитные индукторы для создания магнитного поля, в зоне которого по обе стороны металлической заготовки установлены, по меньшей мере, два индуктора для создания электромагнитного поля, удерживающего расплав в ванне, и на отдельных участках направляющего канала предусмотрен увеличенный объем расплава, образованный за счет боковой выпуклости стенок направляющего канала. Дополнительно увеличенный объем расплава может быть образован за счет бокового подвода дополнительного расплава. Устройство позволяет сохранить спокойным расплав для погружения при использовании электромагнитного затвора и повысить качество нанесенного покрытия. 3 з.п. ф-лы, 9 ил.
1. Устройство для нанесения покрытия на металлическую заготовку (1, 1', 1'', 1'''), в частности стальную полосу, погружением в расплав, причем в устройстве предусмотрено пропускание металлической заготовки (1, 1', 1'', 1''') вертикально через содержащую расплавленный металл (2, 2', 2'', 2''') для нанесения покрытия ванну (3, 3', 3'', 3''') и через расположенный перед ней направляющий канал (4, 4', 4'', 4'''), в зоне которого с обеих сторон металлической заготовки (1, 1', 1'', 1''') установлены, по меньшей мере, два индуктора (5) для создания электромагнитного поля для удерживания металла (2, 2', 2'', 2''') для нанесения покрытия в ванне (3, 3', 3'', 3'''), а в зоне от верхней половины (Н/2) до верхней трети (Н/3) индукторов (5) и их магнитного поля предусмотрено увеличение объема металла (2, 2', 2'', 2''') для нанесения покрытия, отличающееся тем, что увеличение объема металла образовано за счет боковой выпуклости (10) стенок (6'') направляющего канала (4'').
2. Устройство по п.1, отличающееся тем, что дополнительно увеличение объема металла образовано за счет бокового подвода дополнительного расплавленного металла (2''') для нанесения покрытия.
3. Устройство по п.2, отличающееся тем, что для бокового подвода предусмотрены, по меньшей мере, две трубы (11).
4. Устройство по п.3, отличающееся тем, что подводящий канал (4''') имеет прямоугольное поперечное сечение, и к каждой узкой стороне подведена, по меньшей мере, одна труба (11).
| DE 10312939 A1, 09.09.2004 | |||
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ФИКСАЦИИ СРЕДНИХ ПОНТОНОВ РЕЧНОГО ЗВЕНА ПОНТОННОГО ПАРКА | 2022 |
|
RU2804443C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ УДЕРЖАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ НЕПРЕРЫВНОМ ГОРЯЧЕМ ПОКРЫТИИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2002 |
|
RU2242531C2 |
| Способ лечения послеоперационных стриктур и дефектов гепатикохоледоха | 1980 |
|
SU952236A1 |
| JP 11193451 A, 21.07.1999. | |||

