Изобретение относится к прокатному производству и может быть использовано, в частности, при производстве холоднокатаных полос марок 08Ю и IF-сталей, предназначенных для штамповки деталей автомобилей.
В настоящее время известно несколько способов пластической деформации металлов для производства проката с повышенной пластичностью.
Известен способ деформации металлов с использованием электропластического эффекта (ЭПЭ), согласно которому через зону деформации пропускается импульсный ток высокой частоты и плотности (плотность тока j=250÷500 А/мм2, длительность импульса τ≥10-4 с). Частота импульсов равна F=k(v/l), где v - скорость деформации металла, l - длина зоны деформации, откуда следует, что частота импульсов зависит от величины абсолютного обжатия, которое изменяется в процессе прокатки, поэтому для каждой клети потребуется свой генератор импульсного тока и система автоматического регулирования.
Кроме того, при пропускании импульсного тока через зону деформации между валками происходит их нагрев, что вызовет дополнительный расход охлаждающей жидкости.
Для подачи импульсного тока в очаг деформации потребуется создание надежных контактов.
Известен способ электростимулированной прокатки, согласно которому через очаг деформации и металл непрерывно пропускается ток высокой плотности порядка 104÷106 A/см2. Подача электрического тока осуществляется с помощью гибкой вращающейся петли, что усложняет конструкцию валкового узла, кроме того, требуется интенсивный отвод тепла из зоны деформации.
Известно также, что в Японии давно проводятся исследования, целью которых является получение проката с улучшенными технологическими свойствами. Созданы экспериментальные установки, на которых горячекатаный металл подвергается действию сильных магнитных полей с магнитной индукцией более 10 Тл. Предполагается, что за счет совместного воздействия сильного магнитного поля и интенсивного обжатия можно будет достичь дополнительного измельчения структуры и уменьшить размеры зерен до 1 мкм.
К недостатку данного способа относится сложность изготовления сверхпроводящих магнитов.
Технический результат изобретения - повышение пластичности холоднокатаных сталей путем использования постоянных магнитных полей.
Технический результат достигается тем, что в процессе прокатки через полосу, до или после или через зону деформации полосы параллельно плоскости прокатки пропускают постоянный магнитный поток с индукцией до 2 Тл, одновременно при помощи датчиков определяют механические свойства прокатываемой полосы до и после прокатки и при помощи автоматической системы регулирования изменяют величину магнитной индукции магнитного потока, пропускаемого через полосу, поддерживая заданные механические свойства металла. Для повышения эффективности магнитной обработки источнику магнитного поля сообщают осциллирующее движение вдоль или поперек направления прокатки.
Для достижения названного технического результата устройство содержит электромагниты, расположенные с одной или с обеих сторон зоны деформации и установленные с возможностью скольжения полосы по полюсам, обеспечивающие в полосе, при прохождении по ней постоянного магнитного потока, индукцию до 2 Тл, коммутационную систему, датчики определения механических свойств полосы до и после прокатки, автоматическую систему регулирования и блок управления, осуществляющие контроль и настройку заданных магнитных параметров и механических характеристик металла в процессе прокатки, источник постоянного электрического тока. Устройство может дополнительно содержать вибратором, сообщающим ему осциллирующее движение вдоль или поперек направления прокатки.
Экспериментально установлено, что обработка металла в постоянном магнитном поле в сочетании с прокаткой повышает его пластичность (относительное удлинение возрастает в среднем на 10-15%). Это позволит получать холоднокатаный прокат по способности к вытяжке категории ВОСВ-Т (ГОСТ 9045-93) вместо категорий ОСВ и ВОСВ и значительно повысить стабильность механических характеристик годового проката.
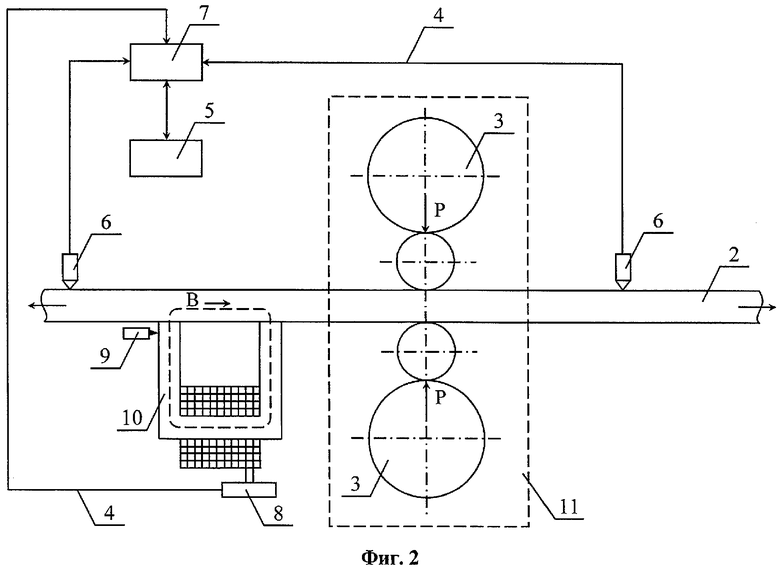
На фиг.1 показана схема устройства с расположением электромагнитов по обе стороны от вертикальной оси прокатной клети.
На фиг.2 показана схема устройства с расположением П-образного электромагнита до зоны деформации, то есть перед прокатной клетью.
Согласно фиг.1 устройство содержит П-образный электромагнит 1, установленный по обе стороны от зоны деформации с возможностью проведения через прокатываемую полосу 2 и нажимной валок 3 магнитного потока Ф с индукцией до 2 Тл, коммутационную систему 4, блок 5 управления, датчики 6 определения механических свойств полосы 2 до и после прокатки, автоматическую систему 7 регулирования параметрами магнитного поля и механическими характеристиками прокатанной полосы 2, источник 8 постоянного электрического тока, вибратор 9.
Согласно фиг.2 устройство содержит П-образный электромагнит 10, установленный с возможностью плотного соприкосновения с полосой 2 и проведения вдоль полосы 2 магнитного потока Ф с индукцией до 2 Тл с одной стороны от зоны деформации, то есть до вертикальной оси прокатной клети 11, коммутационную систему 4, блок 5 управления, датчики 6 определения механических свойств полосы 2 до и после прокатки, автоматическую систему 7 регулирования параметрами магнитного поля и механическими характеристиками прокатанной полосы 2, источник 8 постоянного электрического тока, вибратор 9.
Варианты расположения П-образных электромагнитов 1 после зоны деформации или с обеих ее сторон условно не показаны.
Условно не показанные варианты аналогичны варианту, показанному на фиг.1.
Устройство работает следующим образом.
В процессе прокатки полосы 2 в автоматическую систему 7 регулирования с датчиков 6 непрерывно поступает информация о механических свойствах полосы 2: уширении, вытяжке, сужении, относительном обжатии, пределе прочности, пределе текучести и коэффициенте нормальной пластической анизотропии.
При отклонении всех или хотя бы одного показателя от заданного значения автоматическая система 7 регулирования включает источник 8 постоянного электрического тока для питания электромагнитов 1, 10. При включении источника 8 вдоль полосы 2 пропускается магнитный поток Ф с определенной индукцией В.
Магнитное поле вызывает в материале полосы 2 определенные изменения в свойствах прокатываемого металла. Как только значения механических свойств полосы 2 на выходе из зоны деформации по показаниям датчиков 6 станут равными заданным значениям, автоматическая система 7 регулирования отключается.
Механизм повышения пластичности металла в магнитном поле реализуется следующим образом.
Как показали исследования, магнитное поле Ф, пронизывающее материал полосы 2, изменяет ориентировку и плотность зерен по высоте полосы, способствуя перемещению дефектов (дислокации) кристаллической решетки вещества, способствуя их перемещению, поэтому дислокации в магнитном поле легче преодолевают границы зерен, что проявляется в повышении пластичности металла.
Осциллирующее движение электромагнита относительно материала полосы вызывает в ней вихревые токи и силы Лоренца, способствующие перемещению дислокации в процессе деформирования металла.
Изменяя величину магнитной индукции В, поддерживают постоянными заданные механические характеристики металла в процессе деформации.
Предлагаемый способ не вызывает дополнительного нагрева валков, так как постоянное магнитное поле не способно нагреть металл.
Устройство располагается перед клетью или за клетью, поэтому оно не усложняет конструкцию валков.
Согласно расчету, мощность электромагнита при обработке полосы шириной 1850 мм и толщиной 3 мм составит 3-5 КВт, а стоимость изготовления всего оборудования на одну клеть составит 150-200 тыс.руб.
Для реализации способа не требуется изменение конструкции прокатной клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС, В ТОМ ЧИСЛЕ ТЕРМООБРАБОТАННЫХ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2295404C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2346763C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2264873C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2189287C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
Изобретение относится к прокатному производству холоднокатаных полос, предназначенных для штамповки деталей автомобилей. Технический результат изобретения - повышение равномерности механических свойств полос. В процессе прокатки через полосу до, после или через зону деформации полосы параллельно плоскости прокатки пропускают постоянный магнитный поток с индукцией до 2 Тл, одновременно при помощи датчиков определяют механические свойства прокатываемой полосы до и после прокатки и при помощи автоматической системы регулирования изменяют величину магнитной индукции магнитного потока, пропускаемого через полосу, поддерживая заданные механические свойства металла. Источнику магнитного поля сообщают осциллирующее движение вдоль или поперек направления прокатки. Устройство содержит прокатную клеть, электромагниты, расположенные с одной или с обеих сторон зоны деформации и установленные с возможностью скольжения полосы по полюсам и обеспечения прохождения по полосе постоянного магнитного потока с индукцией до 2 Тл, коммутационную систему, датчики определения механических свойств полосы до и после прокатки, автоматическую систему регулирования и блок управления, осуществляющие контроль и настройку магнитных параметров и механических характеристик металла в процессе прокатки, источник постоянного электрического тока. Изобретение обеспечивает возможность регулирования пластичности и свойств холоднокатаных сталей. 2 н. и 2 з.п. ф-лы, 2 ил.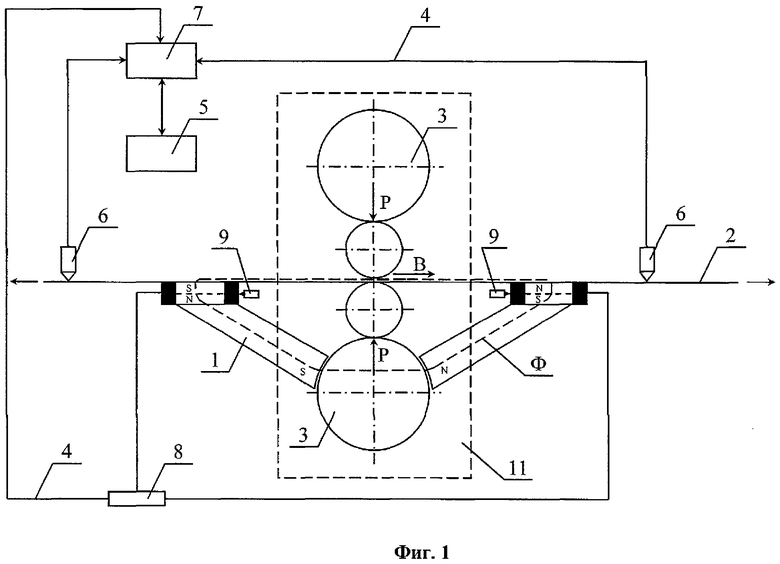
| Способ продольной прокатки | 1977 |
|
SU737032A1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| Способ регулирования размеровпРОКАТА | 1979 |
|
SU793677A1 |
| US 4062097 A, 13.12.1977. | |||

