Изобретение относится к прокатному производству и может быть использовано при производстве холоднокатаных полос марок 08Ю и IF-сталей, в том числе термообработанных.
В настоящее время известно несколько способов пластической деформации металлов для производства проката с повышенной пластичностью.
Известен способ деформации металлов с использованием электропластического эффекта (ЭПЭ) [1], согласно которому через зону деформации пропускается импульсный ток высокой частоты и плотности (плотность тока j=250-500 А/мм2, длительность импульса τ≥10-4 с). Частота импульсов равна F=k(v/l), где v - скорость деформации металла, l - длина зоны деформации, откуда следует, что частота импульсов зависит от величины абсолютного обжатия, которое изменяется в процессе прокатки, поэтому для каждой клети потребуется свой генератор импульсного тока и система автоматического регулирования. Кроме того, при пропускании импульсного тока через зону деформации между валками происходит их нагрев, что вызовет дополнительный расход охлаждающей жидкости.
Для подачи импульсного тока в очаг деформации потребуется создание надежных контактов.
Известен способ электростимулированной прокатки [2], согласно которому через очаг деформации и металл непрерывно пропускается ток высокой плотности порядка 104-106 А/см2. Подача электрического тока осуществляется с помощью гибкой вращающейся петли, что усложняет конструкцию валкового узла, кроме того, требуется интенсивный отвод тепла из зоны деформации.
Известно также, что в Японии давно проводятся исследования, целью которых является получение проката с улучшенными технологическими свойствами. Созданы экспериментальные установки, на которых горячекатаный металл подвергается действию сильных магнитных полей с магнитной индукцией более 10 Тл. Предполагается что за счет совместного воздействия сильного магнитного поля и интенсивного обжатия можно будет достичь дополнительного измельчения структуры и уменьшить размеры зерен до 1 мкм [3].
К недостатку данного способа относится сложность изготовления сверхпроводящих магнитов.
Цель изобретения - повышение пластичности холоднокатаных сталей типа 08Ю и IF-сталей путем использования слабых магнитных полей и токов, что позволит создать несложное и недорогое в изготовлении и эксплуатации оборудование.
Поставленная цель достигается тем, что в процессе прокатки непосредственно перед входом металла, например, полосы, в зону деформации и(или) на выходе из нее, через полосу параллельно плоскости прокатки пропускают магнитный поток с индукцией до 2 Тл или через полосу параллельно плоскости прокатки пропускают магнитный поток с индукцией до 2 Тл и одновременно через обрабатываемый участок полосы пропускают в том же направлении постоянный ток плотностью до 0,2 А/мм2.
Экспериментально установлено, что обработка металла в слабом магнитном поле повышает его пластичность на 10-15%, что позволит получать холоднокатаный прокат по способности к вытяжке категории ВОСВ-Т (ГОСТ 9045-93) вместо категорий ОСВ и ВОСВ, а при обработке IF-сталей получать более высокое значение коэффициента нормальной пластической анизотропии.
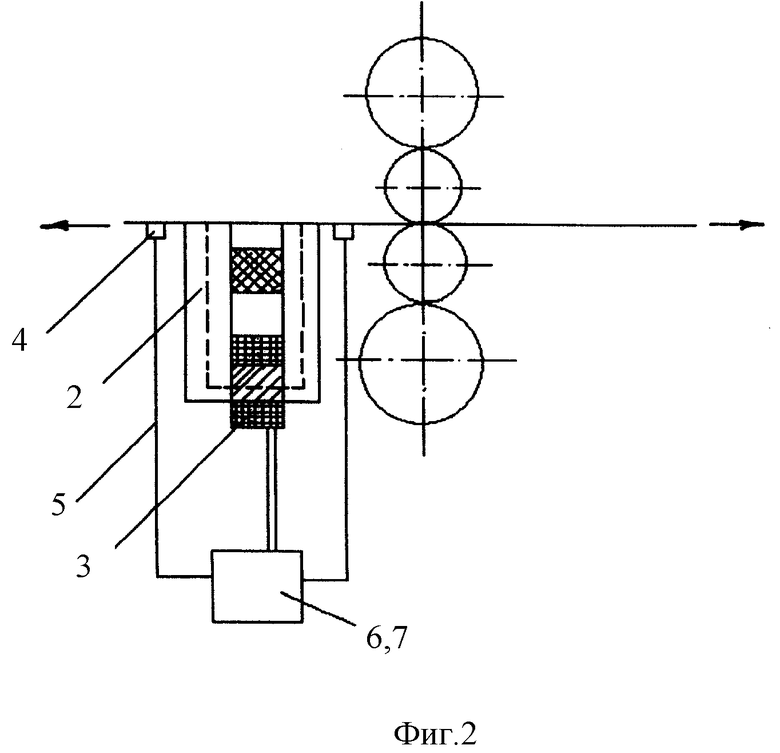
Устройство для осуществления предлагаемого способа состоит из П-образного электромагнита или постоянного магнита с электроимпульсной системой управления, обеспечивающих в металле, при прохождении по нему магнитного потока, индукцию до 2 Тл, источника постоянного тока, обеспечивающего плотность тока в металле до 0,2 А/мм2, электрических контактов, коммутационной системы и блока управления, обеспечивающего автоматическую настройку электромагнитных параметров на определенную марку стали.
На фиг.1 и 2 показано предлагаемое устройство. Оно содержит электромагнит 1 (фиг.1), постоянный магнит 2 с электроимпульсной системой управления 3 (фиг.2), электрические контакты 4, коммутационную систему 5, источник постоянного тока 6 и блок управления 7.
Механизм повышения пластичности металла в магнитном поле объясняется следующим.
Магнитное поле локализуется в местах скопления дислокации - точечных и линейных несовершенств кристаллической решетки металла, и в процессе пластической деформации облегчает их перемещение.
Дислокации в магнитном поле легче преодолевают границы зерен и чаще аннигилируют, что проявляется в повышении пластичности металла.
Постоянный ток, пропускаемый через полосу в одной плоскости с магнитным потоком, способствует, за счет возникновения сил Лоренца, возникновению дополнительных колебаний отдельных атомных слоев основного вещества и облегчает перемещение дислокации на «магнитной подушке» в процессе пластической деформации.
Предлагаемый способ не вызывает дополнительного нагрева валков, так как слабое постоянное магнитное поле не способно нагреть металл. Устройство располагается перед клетью или за клетью, поэтому оно не усложняет конструкцию валков.
Согласно расчету мощность электромагнита при обработке полосы шириной 1850 мм и толщиной 3 мм составит 3-5 КВт, а стоимость изготовления всего оборудования на одну клеть составит 150-200 тыс. руб.
Для реализации способа не требуется изменение конструкции прокатной клети.
Источники информации
1. О.А.Троицкий. Экспериментальные основы электропластической деформации металла. Материалы V международной конференции (г.Воронеж, 14-15 февраля 2003 г.). Воронеж, 2003. С.5-6.
2. К.М.Климов. Возможности электростимулированной прокатки. Новые технологии. ИМЕТ им. А.А.Байкова РАН. С.29-33.
3. Реализация проектов разработок «суперметаллов» в Японии. Новости черной металлургии за рубежом, №2, 2001, С.105-108.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301119C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310526C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС (ВАРИАНТЫ) | 2004 |
|
RU2277130C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2312906C2 |
| СПОСОБ ОБРАБОТКИ УЛЬТРАМЕЛКОЗЕРНИСТЫХ СПЛАВОВ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2007 |
|
RU2367713C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2004 |
|
RU2281338C2 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВОГО СПЛАВА ВТ6 | 2011 |
|
RU2479366C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ТЕХНИЧЕСКИ ЧИСТОГО ТИТАНА ВТ1-0 | 2021 |
|
RU2753845C1 |
Изобретение относится к прокатному производству и может быть использовано при производстве холоднокатаных полос марок 08Ю и IF-сталей, в том числе термообработанных. Задача изобретения - создание несложного и недорогого в изготовлении и эксплуатации оборудования. Согласно способу в процессе прокатки непосредственно перед входом металла в зону деформации и/или на выходе из нее через полосу параллельно плоскости прокатки пропускают магнитный поток с индукцией до 2 Тл или через полосу параллельно плоскости прокатки пропускают магнитный поток с индукцией до 2 Тл и одновременно через обрабатываемый участок полосы пропускают в том же направлении постоянный ток плотностью до 0,2 А/мм2. Устройство состоит из П-образного электромагнита или постоянного магнита с электроимпульсной системой управления, обеспечивающих в металле, при прохождении по нему магнитного потока, индукцию до 2 Тл, источника постоянного тока, обеспечивающего плотность тока в металле до 0,2 А/мм2, электрических контактов, коммутационной системы и блока управления, обеспечивающего автоматическую настройку электромагнитных параметров на определенную марку стали. Изобретение обеспечивает повышение пластичности холоднокатаных сталей на 10-15%. 2 н.п. ф-лы, 2 ил.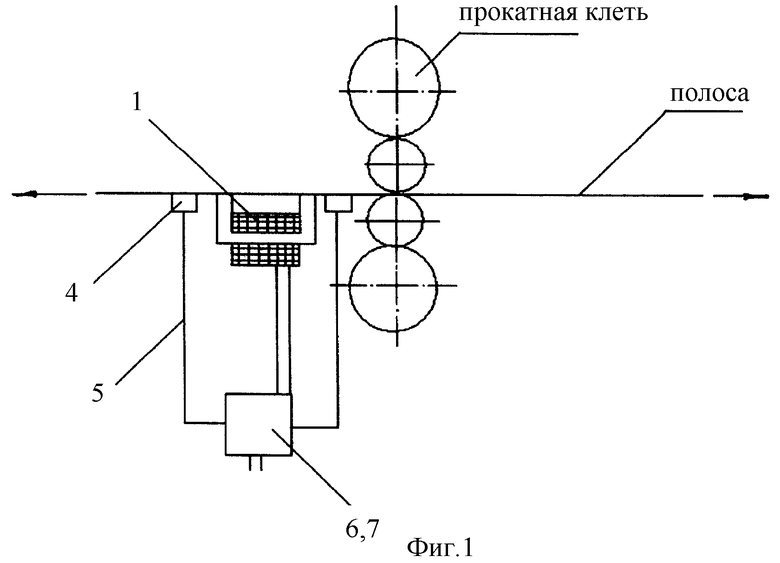
| Новости черной металлургии за рубежом, 2001, №2, с.105-108 | |||
| СПОСОБ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2173225C2 |
| Способ пластической деформации металлических листов | 1990 |
|
SU1784289A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2149718C1 |
| DE 3148747 A, 21.07.1983. | |||

