Предлагаемое устройство относится к области машиностроения, роботостроения и может применяться для выполнения функций «взять» и «установить» на рабочую поверхность изделий при загрузке, разгрузке основного технологического оборудования, а также укладке, раскладке преимущественно плоских изделий. Наиболее эффективно применение предлагаемого изобретения для работы безнасосных вакуумных захватов с уплотнительными элементами, работающими на изгиб.
Широко известно, что вакуумные захваты (присоски), состоящие из корпуса и уплотнения, по принципу их работы подразделяются на насосные и безнасосные (см., например, Башта Т.М. Гидропривод и гидропневмоавтоматика. М.: Машиностроение, 1972. 168 с.). Захват и удержание изделий производят после прижатия уплотнительного элемента присоски к поверхности захватываемого изделия и герметизации рабочей полости присоски. В насосной присоске изменяют давление разрежения в рабочей полости путем соединения ее с линией разрежения вакуумного насоса, а в безнасосной - изменением объема рабочей камеры.
Известны вакуумные захватные головки (см. а.с. №1202879, опубл. в БИ №1, 1986 г., а.с. №1540177, опубл. в БИ №1, 1989 г. авторов Сысоева С.Н., Черкасова Ю.В.), выполненные из насосного вакуумного захвата и привода его перемещения, работающего с использованием давления разрежения воздуха. Рабочая полость вакуумного захвата выполнена соединенной пневмолинией через распределительную аппаратуру либо с линией разрежения, либо с линией избыточного давления воздуха. Данные устройства сложны по конструкции, системе управления и имеют невысокое быстродействие выполнения операций опускания захвата на изделие, захвата и подъема ее, т.е. «взять и установить» изделие на требуемую рабочую поверхность.
Известны вакуумные захватные головки (см. пат. РФ №2073601, опубл. БИ №5, 1997 г. авторов Сысоева С.Н., Черкасова Ю.В., Мокеевой Е.В., Глушкова А.А.), выполненные из насосного вакуумного захвата и привода его перемещения, работающего с использованием избыточного давления воздуха. В них сокращение времени захвата, транспортировки и установки заготовок на рабочую поверхность достигается за счет использования более энергоемкого типа привода перемещения и применением вакуумного захвата специальной конструкции. Данные устройства сложны по конструкции, системе управления и имеют невысокое быстродействие, так как предусматривают применение вакуумных насосов, компрессорных установок, распределительной и управляющей аппаратуры, сложных уплотнительных элементов вакуумных захватов.
Наиболее близким из аналогов является вакуумная захватная головка (см. положительное решение о выдаче патента по заявке №2003128815/02 (030753) авторов Сысоева С.Н., Жирова М.Ю. от 24 января 2005 г.), имеющая присоску, выполненную из корпуса и уплотнительного элемента, образующих рабочую полость. Присоску перемещает привод линейного перемещения, выполненный с возможностью установки захваченного изделия на рабочую поверхность и работающий с использованием избыточного давления воздуха. В данной захватной головке рабочая полость присоски соединена с атмосферой через управляемый клапан.
Захват производят путем подведения приводом уплотнения безнасосной присоски к захватываемой поверхности изделия, герметизации рабочей полости присоски поверхностью захватываемого изделия, уменьшением, а затем увеличением объема рабочей камеры присоски.
Отпускание изделия производят путем соединения с атмосферой пневмолинии через распределитель.
Данное устройство обладает низким быстродействием и надежностью работы. Уменьшение, а затем увеличение объема рабочей камеры не включает изменение объема пневмолинии соединения ее с атмосферой. Полость пневмолинии, являясь «паразитной», не позволяет при захвате изделия организовать вытеснение максимально возможного объема воздуха из рабочей камеры захвата, что снижает надежность захвата. Кроме этого, быстродействие выполнения функции отпускания захватом изделия, надежность выполнения данной операции зависят от возможности реализации максимального расхода воздуха через пневмолинию. Однако с увеличением расхода увеличивается объем «паразитной» полости, что отрицательно влияет на характеристики работы вакуумной захватной головки.
Задачей предлагаемого изобретения является повышение быстродействия и упрощение конструкции вакуумной захватной головки за счет устранения: канала, выполненного в корпусе присоски для соединения с пневмолинией; пневмолинии соединения рабочей полости с клапаном; клапана с его системой управления.
Поставленная задача достигается тем, что в предлагаемом устройстве на корпусе установлен, по меньшей мере, один рычаг, связанный с периферийной поверхностью уплотнительного элемента, и выполнен с рабочей частью, выступающей за пределы размеров изделия и направленной в сторону рабочей поверхности с возможностью взаимодействия с ней при установке захваченного изделия и невзаимодействия с рабочей поверхностью при осуществлении захвата изделия. Рабочая часть на рычаге закреплена шарнирно подпружиненно в сторону присоски и кинематически связана с присоской с возможностью выведения ее из рабочего положения при снятии деформации уплотнения присоски.
Данное техническое решение было получено с использованием метода исследования функционально-физических связей (см. Сысоев С.Н. «Поисковое конструирование манипуляционных механизмов методом исследования функционально-физических связей», тезисы доклада на 3-м международном конгрессе "Конструкторско-технологическая информатика", Москва, 1996 г., с.133-134.). Анализ условий работы вакуумных захватных головок в автоматизированных производствах при загрузке основного технологического оборудования показал, что, как правило, захватываются заготовки из стопы и эту закономерность можно использовать.
Для работы со стопой заготовок вакуумная захватная головка (см. фиг.1) состоит из привода 1, на котором установлен корпус 2 присоски с закрепленным на нем уплотнительным элементом 3. На корпусе 2 установлен рычаг 4 с рабочей частью 5, выступающей за пределы размеров изделия 6. Изделия 6 установлены стопой на рабочую поверхность 7.
Устройство работает следующим образом. В исходном положении (фиг.1,а) захват располагается над поверхностью захватываемого изделия 6. По команде «взять изделие» (фиг.1,б) привод 1 перемещает уплотнительный элемент 3 безнасосной присоски на захватываемую поверхность изделия 6 и происходит герметизация рабочей полости присоски поверхностью захватываемого изделия 6. Дальнейшее перемещение привода 1 (фиг.1,в) приводит к уменьшению рабочей полости присоски и вытеснению из нее воздуха. Затем происходит подъем приводом 1 присоски с захваченным изделием 6 (фиг.1,г). При выполнении команды «взять изделие» рабочая часть 5 рычага 4 не взаимодействует с рабочей поверхностью 7, так как захватываемое изделие является верхней в стопе изделий.
После транспортировки изделия 6 к требуемому месту ее установки поступает команда «установить изделие» на рабочую поверхность 7. Привод 1 перемещает присоску с захваченным изделием 6 в направлении рабочей поверхности 7. Рабочая часть 5 рычага 4 взаимодействует с рабочей поверхностью 7 (фиг.1,д), отводя уплотнительный элемент 3 от поверхности изделия 6. Происходит разгерметизация рабочей полости присоски, то есть выполняется операция отпускания изделия 6. Затем осуществляется подъем присоски приводом 1 в исходное положение (фиг.1,е).
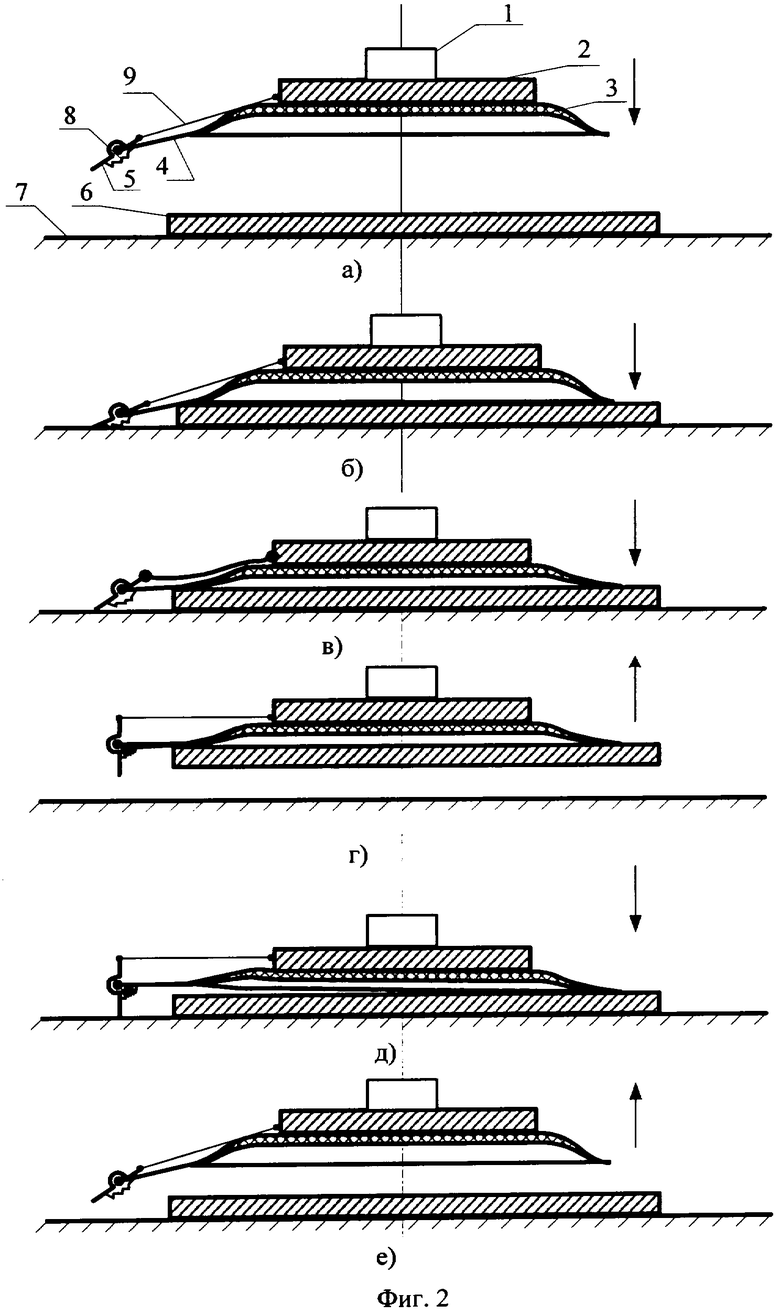
С целью расширения области применения вакуумной захватной головки и обеспечения возможности работы не только с заготовками, установленными в стопу в предлагаемом устройстве, рабочая часть на рычаге закреплена шарнирно подпружиненно в сторону присоски и кинематически связана с присоской с возможностью выведения ее из рабочего положения при снятии деформации уплотнения присоски.
В вакуумной захватной головке (см. фиг.2) рабочая часть 5 установлена шарнирно на рычаге 4 и подпружинена пружиной 8 в сторону изделия 6. Кроме этого, рабочая часть 5 связана тросом 9 с корпусом 2 присоски.
Устройство работает следующим образом. В исходном положении (фиг.2,а) захват располагается над поверхностью захватываемого изделия 6. Деформация уплотнительного элемента 3 присоски отсутствует, трос 9, поворачивая рабочую часть 5 по часовой стрелке, выводит ее из рабочего положения. Взятие изделия вакуумной захватной головкой (фиг.2,а, б, в) происходит аналогично предыдущему.
При деформации уплотнительного элемента 3 изделием 6 ослабевает усилие натяжения троса 9 и пружина 8 поворачивает рабочую часть 5 рычага 4 против часовой стрелки в процессе подъема приводом 1 присоски с изделием 6 (фиг.2,г).
Установка изделия 6 на рабочую поверхность 7 производится следующим образом (фиг.2,д, е).
Привод 1 перемещает присоску с захваченным изделием 6 в направлении рабочей поверхности 7. Рабочая часть 5 на рычаге 4 взаимодействует с рабочей поверхностью 7 (фиг.1,д), отводя уплотнительный элемент 3 от поверхности изделия 6. Происходит разгерметизация рабочей полости присоски, то есть выполняется операция отпускания изделия 6. Затем осуществляется подъем присоски приводом 1 в исходное положение (фиг.2,е).
В лаборатории автоматизации производственных процессов Владимирского государственного университета проводились испытания предлагаемого способа. Результаты испытаний сведены в таблицу.
Выполнялись взятие и установка изделий, представляющих собой плоские пластины, размером 80 мм ×80 мм ×5 мм, массой до 200 г. В качестве захватного устройства использовалась безнасосная присоска с наружным диаметром 50 мм и усилием удержания до 10 кг. Расстояние вертикального перемещения изделия 12 мм. Время взятия (ВЗ) представляет собой суммарное временем опускания присоски на изделие, захват и подъем его. Время установки (ВУ) - суммарное время опускания присоски с изделием, отпускание и подъем присоски в исходное положение. При этом в ВЗ и ВУ не учитывалось время срабатывания распределительной аппаратуры системы управления.
Испытания показали (см. таблицу), что применение предлагаемого устройства повышает его скоростные характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ ЗАХВАТНАЯ ГОЛОВКА | 2006 |
|
RU2312762C1 |
| ВАКУУМНАЯ ЗАХВАТНАЯ ГОЛОВКА | 2008 |
|
RU2370359C1 |
| ЗАХВАТНЫЙ МОДУЛЬ | 2008 |
|
RU2397857C2 |
| ЗАХВАТНАЯ ГОЛОВКА | 2003 |
|
RU2256549C2 |
| Вакуумный захватный агрегатный модуль | 2018 |
|
RU2691155C1 |
| ЗАХВАТНАЯ ГОЛОВКА | 2005 |
|
RU2318653C2 |
| Вакуумный захватный агрегатный модуль | 2019 |
|
RU2703771C1 |
| ВАКУУМНЫЙ ЗАХВАТНЫЙ КОРРЕКТИРУЮЩИЙ МОДУЛЬ | 2009 |
|
RU2431561C2 |
| Захватный корректирующий модуль | 2015 |
|
RU2618019C1 |
| Вакуумное захватное устройство | 1990 |
|
SU1776558A1 |
Изобретение относится к области машиностроения, роботостроения и может применяться для выполнения функций "взять" и "установить" на рабочую поверхность изделий при загрузке, разгрузке основного технологического оборудования, а также укладке, раскладке преимущественно плоских изделий. Захватная головка включает присоску, состоящую из корпуса с уплотнительным элементом, и привод ее линейного перемещения. На корпусе установлен, по меньшей мере, один рычаг, связанный с периферийной поверхностью уплотнительного элемента. Рычаг выполнен с рабочей частью, выступающей за пределы размеров изделия и направленной в сторону рабочей поверхности с возможностью взаимодействия с ней при установке захваченного изделия и невзаимодействия при осуществлении захвата изделия. Рабочая часть на рычаге может быть закреплена шарнирно подпружиненно в сторону присоски и кинематически связана с присоской с возможностью выведения ее из рабочего положения при снятии деформации уплотнения присоски. Изобретение позволит повысить быстродействие и упростить конструкцию вакуумной захватной головки. 1 з.п. ф-лы, 2 ил., 1 табл.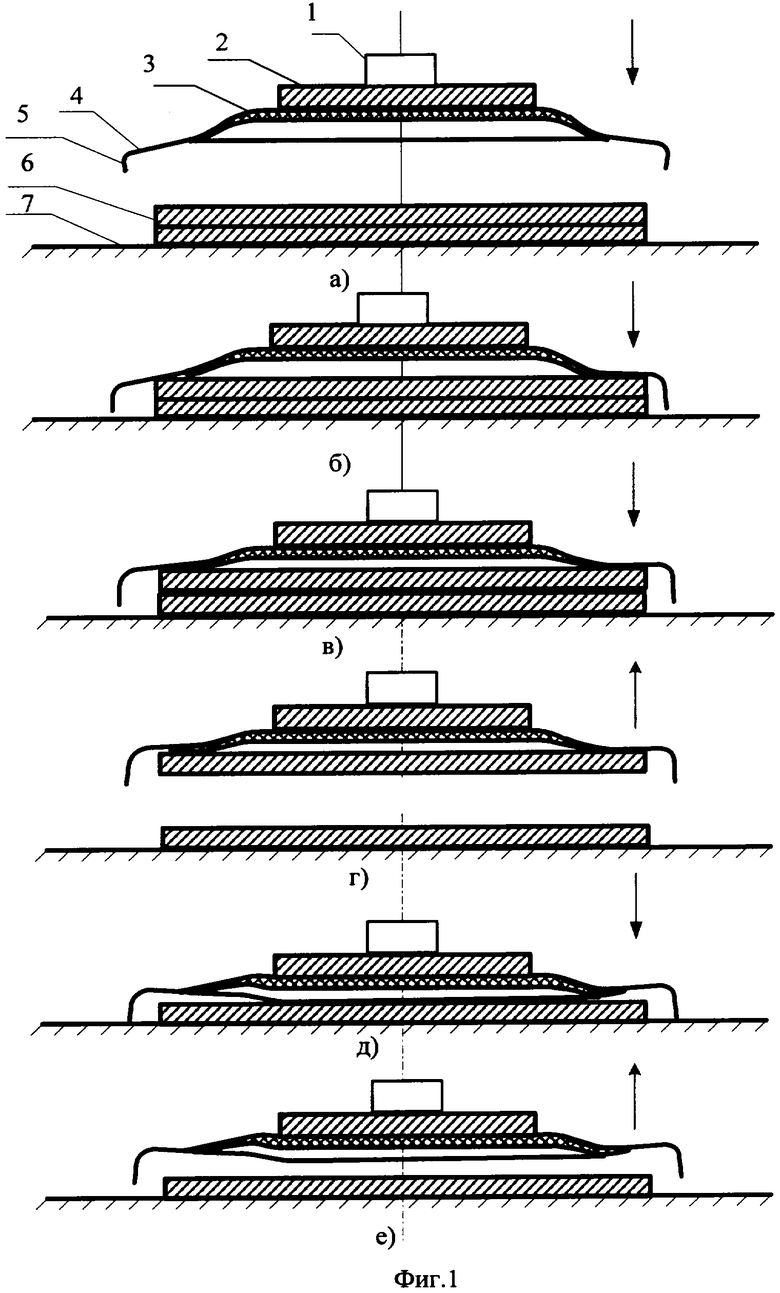
| RU 2003858 C1, 30.11.1993 | |||
| Присоска | 1978 |
|
SU735837A1 |
| Вакуумный захватный орган | 1980 |
|
SU904846A1 |

