Предлагаемое устройство относится к области машиностроения, роботостроения и может применяться при транспортировке преимущественно плоских деталей.
Известны захватные головки, обеспечивающие взятие и установку деталей в любой точке рабочей зоны манипулятора, содержащие корпус, в котором размещен захват с приводом его вертикального перемещения. Причем на корпусе установлены направляющие под захватываемое изделие (А.с. № 1389154 “Захватная головка”, Сысоев С.Н., Черкасов Ю.В., Сысоев С.Н., Черкасов Ю.В. Агрегатно-модульное захватное устройство робота // Механизация и автоматизация производства. - 1987. - № 1. - С.3).
В этих устройствах применение направляющих обусловлено выполнением коррекции положения захватываемой детали (см. А.с. №1551546 “Способ коррекции положения детали в схвате промышленного робота”, Сысоев С.Н., Черкасов Ю.В.), повышению точности расположения удерживаемой в захвате детали относительно корпуса и устранению возможности ее сдвига при транспортировке. Однако они не обеспечивают надежности удержания детали в вертикальном направлении, например, при непредвиденной разгерметизации присоски. Кроме этого, применение традиционной схемы работы привода вертикального перемещения захвата, системы управления, приводят к невысокой надежности и низкому быстродействию, связанному с большим временем на установку детали. Реализация систем управления привода вертикального перемещения на аппаратном принципе (см. А.с. № 1540177 “Вакуумное захватное устройство”, Сысоев С.Н., Черкасов Ю.В.) незначительно повышает быстродействие.
Известны захватные головки (см. А.с. №1202879 “Вакуумное захватное устройство”, Сысоев С.Н., Черкасов Ю.В.), в которых по периметру присоски установлен уплотнительный элемент, образующий периферийную рабочую полость присоски, соединенную с дополнительным источником разрежения. Применение мехатронного принципа построения, предусматривающего организацию симбиоза энергетических и информационных потоков, позволяет упростить систему управления приводом вертикального перемещения.
Недостатком данного устройства является низкое быстродействие, связанное с тем, что для питания привода вертикального перемещения используется давление разрежения, максимальная величина которого невысока.
Наиболее близким из аналогов является захватная головка (см. Патент России № 2073601 “Вакуумное захватное устройство”, Сысоев С.Н., Черкасов Ю.В., Мокеева Е.В., Глушков А.А.), где для питания применяется избыточное давление воздуха. Вакуумное захватное устройство содержит привод вертикального перемещения присоски, выполненный в виде двух пневмоцилиндров одностороннего действия, кинематически связанных между собой. Причем один пневмоцилиндр предназначен для выполнения устройством функции “взять” деталь, а второй - “установить” деталь. Эти функции представляют собой последовательное выполнение операций “опускание захвата на поверхность детали”, “захват или отпускание детали”, “подъем присоски”.
Данное устройство имеет высокое быстродействие. Натурные испытания захватной головки, проведенные на кафедре автоматизации технологических процессов Владимирского государственного университета, показали, что время выполнения устройством функций “взять” (“установить”) деталь массой 100 г составляет 0,04-0,05 секунды. Однако данное устройство имеет сложную конструкцию, так как привод вертикального перемещения присоски состоит из двух пневмоцилиндров, а присоска выполнена с периферийной полостью, что ухудшает массогабаритные показатели устройства. Кроме этого, известные устройства не обеспечивают надежного удержания детали в вертикальном направлении. Применение насосных вакуумных захватных устройств требует использования насосных установок, дополнительных пневмопроводов, соединительных узлов, что усложняет устройства и снижает надежность их работы.
Задачей предлагаемого изобретения является упрощение конструкции и повышение надежности удержания детали в захватной головке за счет уменьшения количества пневмоцилиндлов, используемых в приводе вертикального перемещения присоски, устранения периферийной полости присоски и реализации механической фиксации захваченной детали в захватной головке.
Поставленная задача достигается тем, что в предлагаемом устройстве на корпусе установлены направляющие элементы с фиксаторами под захватываемое изделие, а присоска выполнена безнасосной с рабочей камерой, соединенной с атмосферой через дополнительно установленный распределитель.
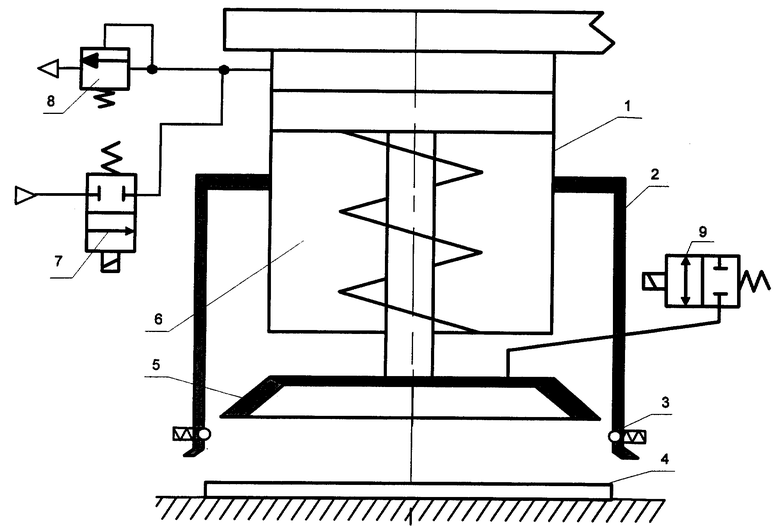
Данное устройство (см. чертеж) состоит из корпуса 1, на котором установлены направляющие 2 с фиксаторами 3 под захватываемую деталь 4. Фиксаторы могут быть выполнены, например, в виде подпружинено установленных на направляющих шариков. Присоска 5 установлена на приводе линейного перемещения 6, представляющем собой силовой пневмоцилиндр одностороннего действия, поршневая полость которого соединена с избыточным давлением воздуха через распределитель 7, а также с атмосферой через предохранительный клапан 8. Присоска 5 выполнена безнасосной, а ее рабочая камера - с возможностью соединения с атмосферой через распределитель 9.
Захватная головка работает следующим образом.
Перед началом работы в исходном состоянии поршневая полость пневмоцилиндра 6 не соединена с источником избыточного давления воздуха, клапан 8 закрыт и так как в поршневой полости пневмоцилиндра атмосферное давление, то присоска 5 занимает крайнее верхнее положение. Рабочая полость присоски не соединена через распределитель 9 с атмосферой.
По команде “взять деталь” включается распределитель 7, соединяя поршневую полость пневмоцилиндра 6 с избыточным давлением воздуха. Увеличение давления в поршневой полости приводит к опусканию присоски 5 в направлении детали 4. При этом величина избыточного давления возрастает не резко, так как происходит увеличение объема поршневой полости пневмоцилиндра. В дальнейшем присоска 5 касается детали 4, герметизируется, уменьшается объем ее рабочей камеры. Далее уменьшается и прекращается изменение объема поршневой полости пневмоцилиндра 6, что приводит к резкому повышению давления в данной полости, открытию предохранительного клапана 8 и разгерметизации поршневой полости пневмоцилиндра 6. Снижение избыточного давления приводит к подъему присоски 5 с захваченной деталью 4. Присоска 5, двигаясь в направлении своего исходного положения, перемещает деталь 4 между направляющими 2 за фиксаторы 3. Завершается процесс управления захватной головкой для выполнения функции “взять деталь” выключением распределителя 7 и закрытием клапана 8. Деталь 4 удерживается в захватной головке присоской 5, направляющими 2 и моментными фиксаторами 3. Причем деталь 4 надежно фиксируется в захватной головке и в случае отпускания ее присоской 5 с течением времени в результате возможных перетечек воздуха из атмосферы в ее рабочую полость.
По команде “установить деталь” включается распределитель 7 и распределитель 9. Поршневая полость пневмоцилиндра 6 соединяется с линией избыточного давления воздуха, а рабочая полость присоски 5 соединяется с атмосферой. Это не приводит к отпусканию устройством детали 4, так как она остается зафиксированной от продольного перемещения относительно направляющих 2 фиксаторами 3. Увеличение давления в поршневой полости пневмоцилиндра 6 приводит к увеличению силового воздействия детали 4 на фиксаторы 3, расфиксации и перемещению присоской 5 детали 4 по направляющим в направлении к месту ее установки. При завершении опускания присоски 5 с деталью 4 перестает изменяться объем поршневой полости пневмоцилиндра 6, что приводит к увеличению избыточного давления в данной полости. Открывается предохранительный клапан 8, соединяя поршневую полость с атмосферой. Снижение избыточного давления в поршневой полости пневмоцилиндра 6 приводит к тому, что присоска перемешается вверх и занимает свое исходное положение. Распределитель 7 выключается и закрывается предохранительный клапан 8.
Сокращение количества силовых пневмоцилиндров, используемых для вертикального перемещения присоски, значительно упрощает конструкцию и массогабаритные характеристики привода захватной головки. Применение безнасосной присоски без периферийной полости не только приводит к конструктивному упрощению захватного органа, но и устраняет необходимость применения сложных и дорогих вакуумных насосов. Повышение надежности работы предлагаемого устройства достигается не только за счет конструктивного упрощения, но и за счет использования механической фиксации захваченной детали в захватной головке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАХВАТНАЯ ГОЛОВКА | 2005 |
|
RU2318653C2 |
| ЗАХВАТНЫЙ МОДУЛЬ | 2008 |
|
RU2397857C2 |
| ВАКУУМНОЕ ЗАХВАТНОЕ УСТРОЙСТВО | 1994 |
|
RU2073601C1 |
| Вакуумный захватный агрегатный модуль | 2019 |
|
RU2703771C1 |
| Вакуумный захватный агрегатный модуль | 2018 |
|
RU2691155C1 |
| ВАКУУМНЫЙ ЗАХВАТНЫЙ КОРРЕКТИРУЮЩИЙ МОДУЛЬ | 2009 |
|
RU2431561C2 |
| Захватный корректирующий модуль | 2015 |
|
RU2618019C1 |
| ВАКУУМНАЯ ЗАХВАТНАЯ ГОЛОВКА | 2006 |
|
RU2312762C1 |
| ВАКУУМНАЯ ЗАХВАТНАЯ ГОЛОВКА | 2005 |
|
RU2304505C2 |
| ВАКУУМНАЯ ЗАХВАТНАЯ ГОЛОВКА | 2008 |
|
RU2370359C1 |
Изобретение относится к области роботостроения и может применяться при транспортировке преимущественно плоских деталей. Захватная головка содержит корпус, в котором размещена присоска с приводом ее линейного перемещения в виде силового цилиндра одностороннего действия. Поршневая полость силового цилиндра соединена с линией нагнетания через распределитель и с атмосферой через предохранительный клапан. На корпусе установлены направляющие элементы с фиксаторами под захватываемое изделие. Присоска выполнена безнасосной с рабочей камерой, соединенной с атмосферой через дополнительно установленный распределитель. Изобретение позволит упростить конструкцию и повысить надежность удержания детали в захватной головке. 1 ил.
Захватная головка, содержащая корпус, в котором размещена присоска с приводом ее линейного перемещения в виде силового цилиндра одностороннего действия, поршневая полость которого соединена с линией нагнетания через распределитель и с атмосферой через предохранительный клапан, отличающаяся тем, что на корпусе установлены направляющие элементы с фиксаторами под захватываемое изделие, а присоска выполнена безнасосной с рабочей камерой, соединенной с атмосферой через дополнительно установленный распределитель.
| СУДОПРОПУСКНОЕ УСТРОЙСТВО ЗАЩИТНОЙ ДАМБЫ | 1990 |
|
RU2037601C1 |
| Вакуумный захват | 1982 |
|
SU1058865A1 |
| Струйный захват для транспортированияиздЕлий | 1979 |
|
SU835924A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

