Изобретение относится к электрометаллургии, точнее к способам оплавления боковой поверхности заготовок, являющихся электродами для вакуумного дугового переплава, на глубину дефектного слоя.
Известен способ плазменно-дугового переплава поверхностного слоя слитков и заготовок, включающий горизонтальное расположение заготовки в герметической камере, нагрев ее поверхности плазменными разрядами и относительное перемещение заготовки и разрядов. В зависимости от состава обрабатываемых слитков в качестве плазмообразующего газа используют инертные смеси или их смеси с водородом.
Указанный процесс является альтернативным способом подготовки слитков к переплаву или прокатке, основанных на удалении дефектного слоя, и позволяет существенно сократить потери металла (до
20%), имеющиеся при механическом удалении этого слоя. Кроме того, условия формирования оплавленного слоя, связанные с его кристаллизацией от тела заготовки в ее поверхности, обеспечивают удаление газовых пузырей, включений, окисных плен.
Однако известный способ не позволяет существенно повысить выход годного металла и производительность вследствие небольшой площади пятна нагрева и различной глубины проплавления поверхности по длине и периметру заготовки из-за постоянной скорости ее перемещения относительно плазмотронов, ведущей к более сильному нагреву конц евой части заготовки. Осуществление процесса при давлении не менее 1 атм препятствует удалению газов из поверхностного слоя, в частности азота меньше 0,022% и кислорода меньше 0,002%..
VJ N
ю
ю
V4 О
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ оплавления поверхности металлической заготовки, включающий крепление заготовки в элект- рододержателе, ее вертикальное коаксиаль- ное расположение в кольцевом нерасходуемом электроде (КНЭ), возбуждение между заготовкой и КНЭ электрического разряда, взаимное перемещение заготовки и разряда вдоль продольной оси заготовки. При этом зазор между боковой поверхностью заготовки и КНЭ устанавливают равным 0,1-0,4 диаметра заготовки, а отношение плотности тока на боковой поверхности заготовки к линейной скорости ее перемещения поддерживают равным 30- 5000 А.с/см3, Известный способ позволяет оплавлять боковую поверхность заготовки по всему ее периметру с большой производительностью, снизить содержание газов в поверхностном слое за счет ведения процесса в вакууме, в том числе азота до 0,021%.
Однако этот процесс не исключает возможность неравномерного оплавления заготовки по ее длине и периметру вследствие отсутствия связи энергетических параметров нагрева с движением заготовки, а также отсутствия средств принудительного перемещения дугового разряда по поверхности КНЭ с целью предотвращения привязки его к какому-либо отдельному участку поверхности заготовки, что снижает выход годного и не позволяет снизить содержание газов по всей площади поверхности заготовки и на всю глубину дефектного слоя.
Цель изобретения - повышение выхода годного заготовок за счет равномерного оплавления поверхности и снижения содержания газов в поверхностном слое.
Критерием выхода годного при оплавлении металлической заготовки в КНЭ является равномерность проплавления всей поверхности на глубину залегания дефектов, в противном случае наличие под поверхностью заготовки необработанного дефекта в виде трещины, газовой поры или включения ведет к снижению выхода годного.
Равномерность проплавления поверхности электрода зависит от сочетания параметров, определяющих достаточный нагрев заготовки в КНЭ по ее периметру и перемещение фронта оплавления по длине заготовки, т.е. параметров линейной плотности тока и скорости взаимного перемещения заготовки и КНЭ. Были определены количественные величины этих параметров при опускании и подъеме заготовки в КНЭ, заявленные в формуле изобретения, причем проплавление поверхности на глубину залегания дефектов предпочтительно в два прохода, что позволяет на первом этапе (при
ходе заготовки вниз) отогнать легкоплавкие возгоны и газы, присутствующие на поверхности заготовки и проплавить ее на незначительную глубину (1-2 мм), а на втором - проплавить поверхность на глубину залега0 ния дефектов (до 5 мм)
Нагрев заготовки на первом проходе при ее опускании при линейной плотности тока меньше 1.9 А/мм, и скорости больше 4, мм/с определяет слишком быстрое пе5 ремещение КНЭ и заготовки и недостаточное предварительное проплаеление заготовки, в связи с чем, при втором проходе заготовки в КНЭ часть газов и возгонов, не удаленных на первом этапе, попадает в
0 дуговой разряд и, далее, в металл. Нагрев заготовки при ее Опускании при линейной плотности тока больше 2,2 А/мм и скорости меньше 3,9 мм/с ведет к неполному отгону возгонов, повторно попадающих в металл, а
5 также появлению на поверхности трещин, особенно при оплавлении сложнолегиро- ванных сплавов, вследствие чрезмерно интенсивного нагрева.
Нагрев заготовки на втором проходе
0 при ее подъеме при линейной плотности тока меньше 2,5 А/мм и скорости больше 4,1 мм/с не обеспечивает проплавление поверхности на глубину залегания дефектов Нагрев заготовки при ее подъеме при
5 линейной плотности тока больше 2,9 А/мм и скорости меньше 3,7 мм/с определяет чрезмерную глубину проплавления, возможность повторного попадания газов в металл заготовки и образование повторных
0 трещин при оплавлении электродов.
Равномерность оплавления по длине заготовки за два прохода определяется временем выдержки ее после первого прохода, необходимого для усреднения температуры
5 перед вторым проходом. Начало второго прохода после выдержки в течение меньше 12 с не позволяет осуществить равномерное распределение тепла по длине заготовки и ведет к большей глубине проплавления зэ0 крепленного конца заготовки, выдержка в течение больше 20 с обуславливает интенсивный нагрев свободного конца заготовки и большую глубину его проплавления.
Равномерность проплавления электро5 да по его диаметру и увеличение ресурса работы КНЭ достигнуто принудительным перемещением дугового разряда в кольцевом зазоре путем воздействия на нее поперечным магнитным полем соленоида, в котором дуга ведет себя как гибкий проводник, на который действует сила, отклоняющая дугу в направлении, перпендикулярном плоскости, образованной вектором тока и
напряженности поля, т.е. вращающая дугу в зазоре между электродом и заготовкой.5
Напряженность поля 3300-4000 А/м является оптимальной для вращения дуги без - ее погасания. При напряженности поля меньше 3300 А/м величина возникающей электромагнитной силы недостаточна для 10 смещения дуги в зазоре, при напряженности больше 4000 А/м величина силы такова, что может привести к отрыву одного из опорных пятен дуги от КНЭ или заготовки, погасанию дуги и снижению выхода годно- 15 го.
Способ осуществляют на опытно-промышленной печи, содержащей вакуумную камеру с установленными в ней вертикальным штоком электрододержателя, КНЭ и соле-Ю ноидом. Установка снабжена приводом штока, источниками питания КНЭ и соленоида. Оплавляют заготовки диаметром 100- 160 мм сплавов ЭП280, ЭП196 и ЭИ692 с содержанием азота, ограниченным ТУ43-66 25 и ГОСТ 5632-61, полученные разливкой в кокиль расплава индукционной выплавки. Глубина залегания дефектов (трещин, окис- ных плен, неметаллических включений и газовых пузырей) не превышает 4-5 мм, 30 содержание отдельных элементов составляет в поверхностном слое, соответственно, для сплавов ЭП280, ЭП196 и ЭИ692, %: углерод 0,26; 0,16; 0,13; кремний 0,5; 0,5; 0.6; сера 0,04; 0,03; 0,02; азот 0.1; 0,1; 0,03; кис- 35 лород 0.03. На глубине до 5 мм располагаются неметаллические включения, трещины и полости. Заготовку крепят в шток электрододержателя, камеру печи герметизируют и
вакуумируют до давления около 15 Па. За- 40 тем устанавливают заготовку внутри КНЭ, располагая ее нижний торец на уровне КНЭ, vi возбуждают между боковой поверхностью заготовки и КНЭ электрический разряд силой тока до 2 кА и напряжением около 40 В. 45 Одновременно с возбуждением дуги на зону ее горения накладывают постоянное мзг- нитное поле указанной ориентации напряженностью 3300-4000 А/м, обусловливающее вращение дуги вокруг горизон- 50 тальной оси заготовки.
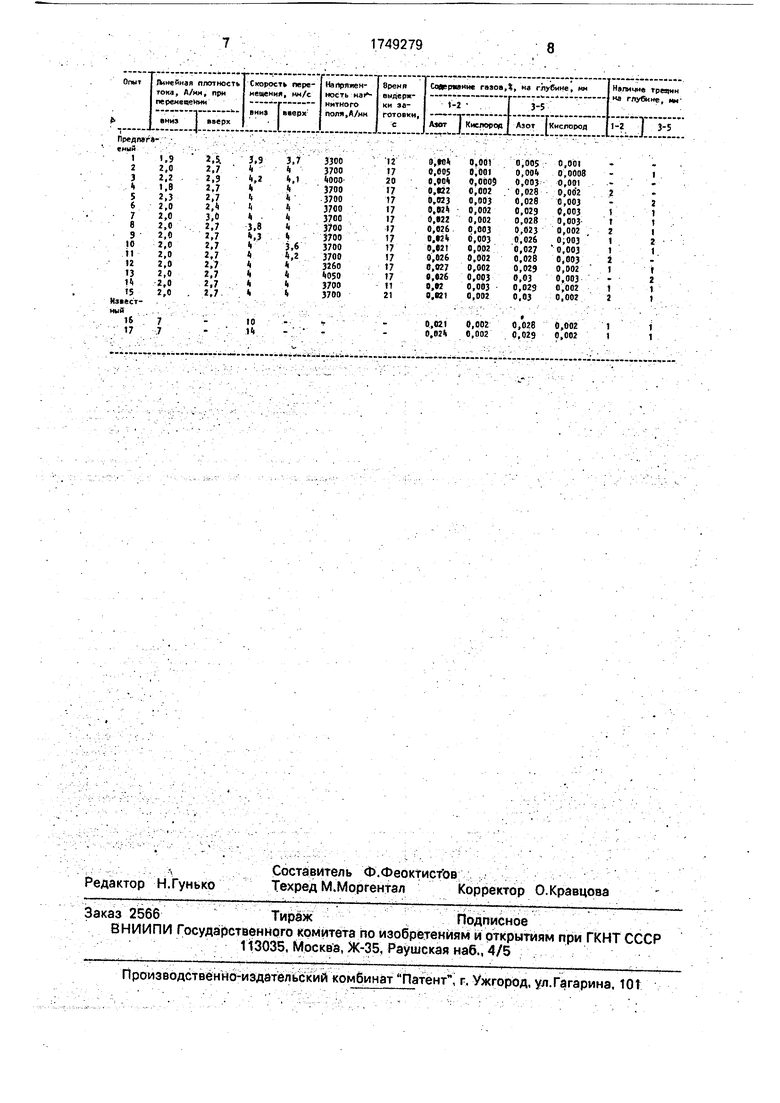
Далее заготовку опускают со скоростью 3,9-4,2 мм/с до достижения разрядом уровня штока электрододержателя, поддерживая линейную силу тока 1.9-2,2 А/мм. После выдержки заготовки в крайнем нижнем положении 12-20 с линейную силу тока увеличивают до 2,5-2.9 А/мм и поднимают заготовку в верхнее положение со скоростью 3,7-4,1 мм/с, осуществляя оплавление поверхности за двойной проход заготовки. Затем установку обесточивают и после остывания заготовки извлекают ее из камеры печи. Содержание элементов для указанных сплавов в поверхностном слое заготовок, %: углерод 0,17; 0,09; 0,1; кремний 0.3; 0,3; 0,4; сера 0,001; 0,0008; 0,001; азот 0,004; 0,005; 0,003; кислород не более 0,001 (табл.1).
Рентгеноскопический анализ и макро- исследования показывают отсутствие в поверхностном слое заготовок трещин и полостей. Соответственно, выход годного увеличивается в 2-3 раза, содержание газов и примесей существенно снижается.
Формула изобретения Способ обработки поверхности металлической заготовки из стали и сплавов, включающий зажигание электрической дуги в зазоре между боковой поверхностью вертикально установленной заготовки и охватывающим ее кольцевым нерасходуемым электродом, оплавление боковой поверхности заготовки электрической дугой на глубину залегания дефектного слоя, взаимное осевое перемещение заготовки и кольцевого электрода относительно друг друга с регулированием плотности тока дуги и линейной скорости перемещения ее вдоль оси заготовки, отличающийся тем. что, с целью повышения выхода годного за счет равномерного оплавления поверхности заготовки и снижения содержания газов в поверхностном слое, оплавление поверхности заготовки ведут в два прохода с изменением направления перемещения оплавленной зоны на обратное при втором проходе, причем первый проход осуществляют сохкоро- стью перемещения зоны 3,9-4,2 мм/с при линейной плотности тока дуги 1,9-2,2 А/мм диаметра заготовки, а второй проход - со скоростью 3,7-4,1 мм/с при линейной плотности тока дуги 2,5-2,9 А/мм, между проходами осуществляют выдержку в течение 12-20 с, при этом на дугу накладывают постоянное магнитное поле, аксиальное продольной оси заготовки, напряженность которого равна 33QO-4000 А/м.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления поверхностного дефектного слоя металлических заготовок | 1988 |
|
SU1581524A1 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ И ПЛАЗМЕННАЯ ГОРЕЛКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ | 1993 |
|
RU2021645C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ получения металлических порошков или гранул | 2020 |
|
RU2760905C1 |
| Способ изготовления листов из тугоплавких металлов | 1990 |
|
SU1814954A1 |
| Способ обработки слитков | 1975 |
|
SU673658A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СВАРОЧНОЙ ПРОВОЛОКИ | 2017 |
|
RU2660534C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| Способ удаления дефектов металла | 1978 |
|
SU804335A1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2374332C1 |
Сущность изобретения: оплавление ведут в два прохода, с изменением направления перемещения оплавленной зоны на обратное при втором проходе, причем первый проход осуществляют со скоростью перемещения зоны 3,9-4,2 мм/с при линейной плотности тока дуги 1,9-2,2 А/мм диаметра заготовки, а второй проход - со скоростью 3,7-4,1 мм/с при линейной плотности тока дуги 2,5-2,9 А/мм, между проходами при этом осуществляют выдержку в течение 12,- 20 с, кроме того, на дугу накладывают посто- янное магнитное поле, аксиальное продольной оси заготовки, напряженность которого устанавливают равной 3300-4000 А/м. 1 табл.
| Патон Б.Е | |||
| и др, Плазменно-дуговой переплав поверхностного слоя слитков и заготовок | |||
| - Сталь, 1987, № 1, с.35-38 | |||
| Авторское свидетельство СССР № 1272725,кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
