Изобретение относится к области обработки металлов давлением, а точнее к станам поперечно-винтовой прокатки и наиболее эффективно может быть использовано для прокатки шаров и коротких тел вращения.
Известна главная линия стана для прокатки шаров (см. а.с. СССР N 685399, кл. B 21 H 1/00). Эта линия содержит шестеренную клеть с двигателем, рабочую клеть с валками, соединяющие рабочие валки с шестеренной клетью универсальные шпиндели, связанные с валами шестеренной клети, каждый из которых выполнен в виде промежуточного вала и двух универсальных шарниров на концах промежуточного вала, а также полумуфту, установленную по крайней мере на одном валу шестеренной клети, при этом головка универсального шарнира выполнена за одно целое со второй полумуфтой, выполненной с радиально расположенными тангенциальными пазами и соединенной с полумуфтой, установленной на валу шестеренной клети.
Недостатком этой конструкции является то, что половина веса шпинделя приходится на стык этих полумуфт, вследствие чего при работе в деталях крепления возникает дополнительная знакопеременная нагрузка, которая вызывает интенсивный износ муфты и нарушение первичной регулировки. Указанные недостатки снижают надежность и долговечность привода стана и ухудшают качество прокатываемых изделий. Кроме того, при регулировке, которая проводится вручную, приходится преодолевать трение от веса шпинделя в деталях, скрепляющих полумуфты, которое может достигать до ста и более килограммов.
Из известных главных линий стана для прокатки шаров наиболее близким по технической сущности является главная линия, описанная в а.с. СССР N 759185, 10.05.1978, B 21 H 1/14.
Эта главная линия стана для прокатки шаров содержит клеть с рабочими валками, шестеренную клеть с выходными валами и приводом, два карданных вала, симметрично расположенных относительно технологической оси стана и связанных с выходными валами шестеренной клети и с рабочими валками посредством универсальных шарниров, попарно одинаково сориентированных в пространстве относительно технологической оси стана, механизм разворота одного рабочего валка относительно другого, размещенный между одним из рабочих валков и связанный с ним универсальным шарниром. Механизм разворота выполнен в виде самотормозящейся червячной пары, у которой червячное колесо установлено жестко на выходном валу рабочего валка, а червяк вмонтирован в полумуфте универсального шарнира.
Недостаток известной конструкции главной линии стана для прокатки шаров заключается в том, что расположение механизма разворота внутри клети создает неудобства обслуживания, при этом во время регулировки шпинделя необходимо преодолевать дополнительные нагрузки от его веса. Кроме того, в результате действия знакопеременных нагрузок происходит ослабление крепления полумуфт и снижается надежность соединения, что приводит к нарушению первичной настройки, снижает надежность работы привода и ухудшает качество продукции.
Другим недостатком известной конструкции главной линии стана для прокатки шаров являются большие габариты из-за наличия промежуточных валов.
Задача настоящего изобретения состоит в создании главной линии стана для прокатки шаров, позволяющей повысить надежность и долговечность работы и улучшить качество прокатываемых изделий за счет повышения точности регулировки взаимного положения калибров и исключения возможности нарушения первичной настройки в ходе технологического процесса прокатки.
Поставленная задача достигается тем, что в главной линии стана для прокатки шаров, содержащей клеть с рабочими валками, шестеренную клеть, соединенную с электродвигателем, два карданных вала, симметрично расположенных относительно технологической оси стана и связанных с рабочими валками и валами шестеренной клети посредством универсальных шарниров и механизм разворота одного рабочего валка относительно другого, согласно изобретению, по крайней мере, один из валов шестеренной клети выполнен пустотелым для размещения в нем механизма разворота одного рабочего валка относительно другого, связанного с одной стороны с упомянутым валом шестеренной клети, а с другой стороны - с универсальным шарниром. Кроме того, механизм разворота одного рабочего валка относительно другого выполнен в виде двухопорного вала со шлицами на одном конце, закрепленной на нем и кинематически связанной с полым валом шестеренной клети зубчатой втулки с зубьями на наружной поверхности и шлицами на внутренней поверхности, сопряженными со шлицами двухопорного вала, а также закрепленной на пустотелом валу шестеренной клети зубчатой обоймы, сопряженной зубьями с зубьями зубчатой втулки, при этом одна из опор двухопорного вала закреплена в шестеренной клети, а вторая - в пустотелом валу.
Такое конструктивное выполнение главной линии стана для прокатки шаров позволит повысить надежность и долговечность работы стана, точность настройки рабочих валков и улучшить качество прокатываемых изделий.
Это достигается за счет того, что первоначальная настройка не может нарушиться даже при значительном ослаблении крепления, т.к. это нарушение могло бы возникнуть только при полном выходе зубьев втулки из зацепления, что практически невозможно. Кроме того, вероятность ослабления крепления исчезающе мало, т. к. вес деталей, создающих знакопеременную нагрузку на крепление, в несколько десятков раз меньше, чем в известных конструкциях, а сам узел находится в удобном для регулировки, наблюдения и визуального контроля месте.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 изображена главная линия стана для прокатки шаров;
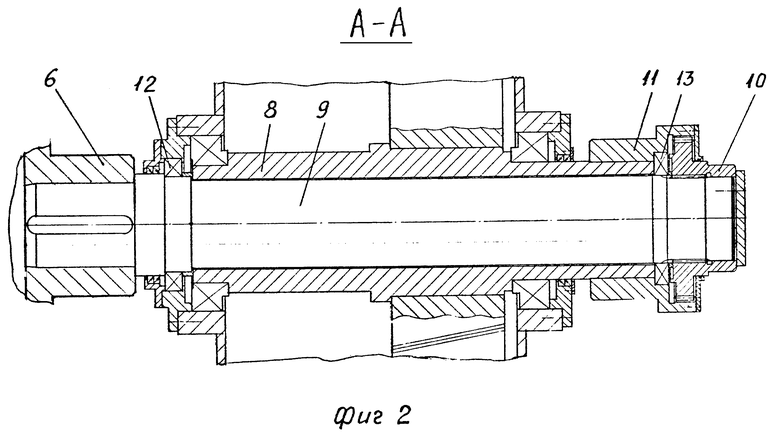
на фиг. 2 - разрез А-А на фиг. 1.
Главная линия стана для прокатки шаров содержит клеть 1 с рабочими валками 2, шестеренную клеть 3, соединенную с электродвигателем 4, два карданных вала 5, симметрично расположенных относительно технологической оси X-X стана и связанных своими универсальными шарнирами 6, 7 соответственно с выходными валами 8 шестеренной клети 3 и с рабочими валками 2, а также механизм разворота одного рабочего валка относительно другого. По крайней мере, один из валов 8 шестеренной клети 3 выполнен пустотелым для размещения в нем механизма разворота одного рабочего валка относительно другого, связанного с одной стороны с упомянутым валом 8 шестеренной клети 3, а с другой стороны - с универсальнымм шарниром 6. Механизм разворота одного рабочего валка относительно другого выполнен в виде двухопорного вала 9 со шлицами на одном конце, закрепленной на нем зубчатой втулки 10 с зубьями на наружной поверхности и со шлицами на внутренней поверхности, сопряженными со шлицами двухопорного вала 9, а также закрепленной на пустотелом валу 8 зубчатой обоймы 11, сопряженной с зубьями зубчатой втулки 10. Опора 12 двухопорного вала 9 закреплена в шестеренной клети 3, а опора 13 закреплена в пустотелом валу 8. Выполнение опор 12 и 13 на подшипниках качения обеспечивает минимальное сопротивление при повороте валка.
Устройство работает следующим образом.
Перед прокаткой винтовые калибры валков 2 совмещают поворотом одного валка клети 3 относительно другого. Для этого, освободив крепление зубчатой втулки 10, смещают ее вдоль оси вала 9 до выхода из зацепления и из шлицев. Затем проворачивают валок и совмещают калибры. После этого, вращая зубчатую втулку, находят такое ее положение, при котором совпадают шлицы и зубья трех деталей (вала 9, втулки 10 и зубчатой обоймы 11), вводят втулку в зацепление с валом 9 и обоймой 11 и закрепляют. Поворот валка 2 производится при остановленном двигателе. Затем включается двигатель и начинается процесс прокатки шаров.
Предложенная главная линия стана для прокатки шаров по сравнению с известными позволит повысить надежность и долговечность работы стана и улучшить качество прокатываемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ШПИНДЕЛЯ ПРОКАТНОГО СТАНА С ВАЛОМ ШЕСТЕРЕННОЙ КЛЕТИ | 2000 |
|
RU2188088C2 |
| ПОЛУНЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2410172C1 |
| ГЛАВНАЯ ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2308329C2 |
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2278748C2 |
| ЗУБЧАТЫЙ ШПИНДЕЛЬ ДЛЯ ПРИВОДА РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 1993 |
|
RU2063278C1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1998 |
|
RU2160173C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1994 |
|
RU2086319C1 |
| ЗУБЧАТЫЙ ШПИНДЕЛЬ ПРИВОДА ПРОКАТНОГО ВАЛКА | 1994 |
|
RU2080946C1 |
| ШПИНДЕЛЬ ПРОКАТНОГО СТАНА | 2005 |
|
RU2309017C2 |
Изобретение относится к обработке металлов давлением, а точнее к станам поперечно-винтовой прокатки и наиболее эффективно может быть использовано для прокатки шаров и коротких тел вращения. Главная линия стана для прокатки шаров содержит клеть с рабочими валками, шестеренную клеть, соединенную с электродвигателем, два карданных вала, симметрично расположенных относительно технологической оси стана и связанных своими универсальными шарнирами соответственно с выходными валами шестеренной клети и с рабочими валками, а также механизм разворота одного рабочего валка относительно другого, размещенный в пустотелом валу шестеренной клети и выполненный в виде двухопорного вала со шлицами на одном конце и закрепленной на нем зубчатой втулки с зубьями на наружной поверхности и со шлицами на внутренней поверхности, сопряженными со шлицами двухопорного вала, а также закрепленной на пустотелом валу зубчатой обоймы, сопряженной с зубьями зубчатой втулки. Одна опора двухопорного вала закреплена в шестеренной клети, а вторая опора - в пустотелом валу. Линия повышает надежность и долговечность стана и улучшает качество изделий. 1 з.п. ф-лы, 2 ил.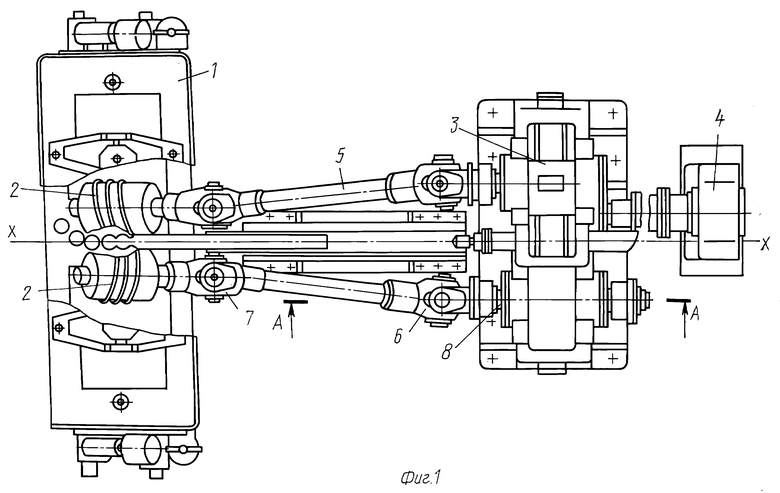
| Соединительное устройство главной линии шаропрокатного стана | 1978 |
|
SU759185A1 |
| Главная линия стана для прокатки шаров | 1978 |
|
SU685399A1 |
| Главная линия стана поперечно-винтовой прокатки | 1976 |
|
SU700989A1 |
| СПОСОБ ОБРАБОТКИ ОБВОДНЕННЫХ КАРБОНАТНЫХ КОЛЛЕКТОРОВ | 2008 |
|
RU2383724C1 |
| US 3878701, 22.04.1975. | |||

