Изобретение относится к обработке металлов давлением и может быть использовано в станах с групповым щ иводом валков рабочей клети для производства периодических профилей и тел вращения.
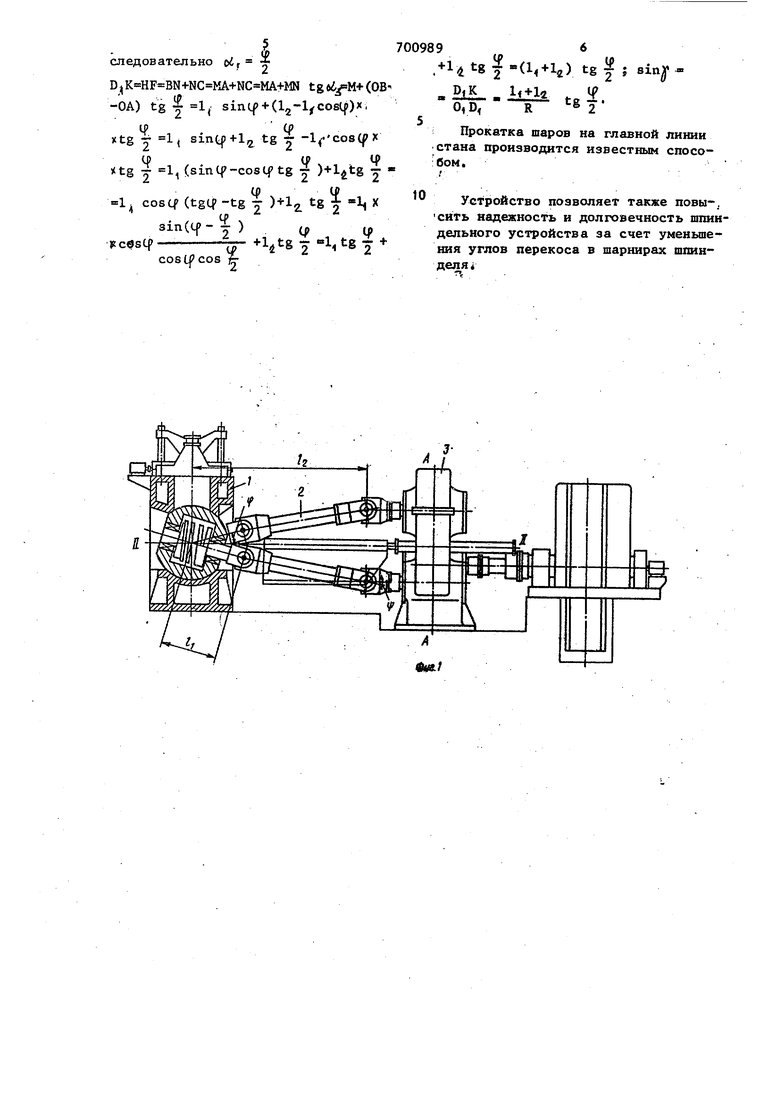
Известна главная линия стана поперечно-винтовой прокатки периодических профилей и тел вращения, со-, держащая шестеренную клеть, рабочую клеть с валками, установленными на УГОЛподачи и связанными через универсальные шпиндели, имеющие углы перекоса в шарнирах с выходными валами шестеренной клети. 37 Недостаток известной конструкции заключается в том, что в ней на обес печено равенство углов во всех шарни рах двух шпинделей, что приводит к неравномерности вращения валков. Описываемая главная линия стана поперечно-винтовой прокатки периодических профилей и тел вращения лишен указанного недостатка-и отличается , что универсальные шпиндели уста новлены с одинаковым углом перекоса во всех шарнирах5 а центры выходных валов шестеренной клети удалены на равное расстояние от оси прокатки, причем плоскость, проходящая через ось выходного вала шестеренной клети и геометрическую ось шестеренной кле ти, наклонена к плоскости, проходя„ „г щей через ось прокатки и ось, перпен дикулярную оси валков, на угол J , определяемый по формуле где 1д - расстояьше от центра рабоче клети до центра первого шар нира шпинделя; расстояние от центра рабоче клети до центра второго шар измеренное вдоль оси t НИР а, прокатки; ( - угол подачи валков; R - радиус окружности, проходящей через центры выходных валов шестеренной клети. Причем, угол подачи валков Ср это tftoin- -4..ifaajc ) или наи средний угол ( более вероятный при прокатке, . Также конструкция отличается тем, что вилки промежуточного вала шпинде ля развернуты одна относительно другой на угол{() , определяемый по форму , posV-cos (f cos( , где 0 - угол перекоса в шарнирах шпинделя; угол подачи валка. Это позволяет повысить производительность стана и улучшить качество изделий путем уменьшения коэффициент неравномерности вращения валков, Для пояснения изобретения ниже приводится конкретный пример выполнения конструкции, поясняемый чертежами, на которых показано следующее. . На фиг. 1 представлен общий вид главной линии шаропрокатного стана с двухвалковой рабочей клетью; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4- схема главной линии стана; на фиг. 5 - схема шестеренной клети. Главная линия щаропрокатного стана состоит из рабочей клети 1, универсальных шпинделей 2, шестеренной клети 3, главного шпинделя 4, электродвигателя 5 постоянного тока. Рабочая клеть содержит прокатные валки 6, установленные на угол подачи Ц , так как ось I-I валка 6 наклонена к оси II-II прокатки на угол СР „ Геометрический центр О рабочей кле тт ти - это точка пересечения оси II-II прокатки с осью Ill-Ill изменения угла подачи Ср валков. Валки 6 связаны через универсальные шпиндели 2 с выкодны1«ш валами 7 шестеренной клети 3, Шестеренная клеть в линии стана расположена так, что ее геометрический центр 0 находится на оси прокатки II-IIj и ее ось II-II совпадает с осью прокатки. Выходш 1е валы 7 шестеренной клети 3 установлены таким образом, что плоскость, проходящая через ось вращения каждого вала и ось II-II шестеренной клети наклона на угол f к плоскости, проходящей через ось прокатки II-II и ось III-IIIj перпендикулярна оси соответствующего валка 6, Расстояние R от оси центра выходного вала 7 до оси шестеренной клети для всех выходных валов должно быть одинаковым. Вилки 10 и II шарниров 8 и 9 универсального шпинделя 2 развернуты относительно друг друга на угол (р, рассчитанный по формуле,приведенной выше. Рассмотрение схемы главной линии стана, показанной на фиг. 4 и фиг. 5, подтверждает, что угол У , рассчитанный по вьш1еуказанной формуле, обеспечивает равенство углов о, и oi з универсальных шпинделях 2 («ci, первого шпинделя равен od, второго шпинделя, а LoL первого шпинделя равен-ZLoi второго шпинделя) ; МС ,ось шпинделя, СН - ось выходного вала шестеренной клети 3; oi, /.oii/- ii fl 3fq ()i, + /,t/3 oir следовательно D,K HF BN+NC MA+NC MA+MN tgoi/M+COB -OA) tg I 1, sintf + (l2-l/coslf)x, tg 1, sintf +1 tg -I.co8(f X xtg j 1, (sinCf-cosCftg )- -l4tg -j IDtp 1. coscf (tgCf -tg -r )-H2, tg «1, X 4 3in((f - 2 ) tc scp-Те- - tf COS I 96 .+14 tg I «() tg I ; sin -M-.ii±k tg. 0,D,R 2 Прокатка шаров на главной линии стана производится известным спосо,.- . Устройство позволяет также повы-. сить надежность и долговечность шпиндельного устройства за счет уменьшения углов перекоса в шарнирах шпинделя

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1976 |
|
SU640483A1 |
| Соединительное устройство главной линии шаропрокатного стана | 1978 |
|
SU759185A1 |
| Главная линия стана для прокатки шаров | 1978 |
|
SU685399A1 |
| Рабочая клеть стана поперечно- винтовой прокатки | 1979 |
|
SU780914A1 |
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2278748C2 |
| Прокатная клеть | 1980 |
|
SU954121A1 |
| ГЛАВНАЯ ЛИНИЯ СТАНА ДЛЯ ПРОКАТКИ ШАРОВ | 1998 |
|
RU2162025C2 |
| Трубопрокатный стан поперечно- винтовой прокатки | 1977 |
|
SU713627A1 |
| РОЛИКОВЫЙ ШАРНИР | 2010 |
|
RU2437730C1 |
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2033868C1 |


1. ГЛАВНАЯ ЛИНИЯ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ периодических профилей и тел вращения, содержащая шестеренную клеть, рабочую клеть с валками, установленными на угол подачи и связанными через универсальные шпиндели, имеющие углы перекоса в шарнирных соединениях с выходными валами шестеренной клети, отличающаяся тем, что, с целью повышения производительности стана и повышения качества изделий путем уменьшения коэффициента неравномерности вращения валков, универсальные шпиндели установлены с одинаковым углом перекоса во всех шарнирах,, а центры выходных валов шестеренной клети удалены на равное расстояние от оси прокатки, причем плоскость, проходящая через ось выходного вала шестеренной клети и^1^ -геометрическую ось шестеренной клети, наклонена к плоскости, проходящей через ось прокатки и ось, перпендикулярную оси валков, на угол у , определяемый по формулеsinl.ii|il.,f.где 1, - расстояние от центра рабочей клети до центра первого щариира шпинделя; расстояние от центра рабочей клети до центра второго шарнира, измеренное вдоль оси прокатки;Cf - угол подачи валков; R - радиус,окружности, проходящей через центры выходных валов шестеренной клети, 2. Главная линия стана поперечно- винтовой прокатки по п, 1, о т л и - ча.ющаяся тем, что вилки промежуточного вала шпинделя развернуты одна относительно другой на угол(^?, определяемый по формулеcos *^об -cosy cosW * ' • . . . )^51П'{Лгде (JL — угол перекоса в шарнирахшпинделя; Cf - угол подачи валка.С2 «•Чо00 ^
/1-У1
фиг.З
| Целиков А.И | |||
| и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
