Настоящее изобретение относится к кислому электролиту и способу электролитического нанесения сатинированных никелевых покрытий. Напротив, электролиты для получения матовых никелевых покрытий не включены в объем настоящего изобретения.
При электролитическом нанесении никелевых покрытий обычно стремятся получить блестящее ровное покрытие. Однако вскоре было обнаружено, что матовые покрытия с отделкой «под шелк» имеют эстетичный вид и при этом препятствуют появлению раздражающих слепящих эффектов. В сочетании с полублестящим никелевым покрытием и слоем хрома покрытия указанного типа обеспечивают такую же защиту от коррозии, как слой блестящего никеля. Такие сатинированные никелевые покрытия широко применяются в автомобильной промышленности, в точной механике, в производстве сантехнических изделий и иногда в мебельной промышленности.
До настоящего времени эффект сатинирования получали различными способами. Первоначально эффект сатинирования получали с использованием механических способов, подвергая подслой матированию пескоструйной обработкой. Позднее к никелевому электролиту стали добавлять нерастворимые вещества с определенным размером частиц, такие как стекло, мел, сульфат бария, графит, каолин и т.п. В то время как первый способ требовал значительных затрат и обладал несовместимостью с процессом нанесения гальванических покрытий, сатинированные покрытия, полученные с применением нерастворимых добавок, характеризовались большей шероховатостью по сравнению с матовым покрытием с отделкой «под шелк» и более неравномерной поверхностью.
Труднорастворимые органические вещества, включающие, прежде всего, стабилизирующие смачивающие агенты, не оказывают длительного действия.
В патенте DE-OS 1621085 описан никелевый электролит для получения сатинированных никелевых покрытий, который, кроме первичных блескообразователей, содержит замещенные или незамещенные аддукты оксида этилена, оксида пропилена или оксида этилена/оксида пропилена, образующие в электролите при температуре 40-70°С тонкую эмульсию, причем их концентрация находится в интервале от 5 до 100 мг/л.
Кроме того, в патенте DE 2522130 В1 описан кислый водный электролит для нанесения никелевых покрытий, электролиты для нанесения матовых покрытий «под шелк» сплавами никель/кобальт или никель/железо, которые содержат, кроме первичных и/или вторичных блескообразователей, эмульгированные жидкие блоксополимеры полисилоксана и полиоксиалкилена.
Кроме того, в реферативном патентном бюллетене Японии в документе JP 56152988А описан никелевый электролит для получения сатинированных покрытий, содержащий, кроме сахарина в качестве блескообразователя и блоксополимеров полиоксиэтилена и полиоксипропилена, смачивающие агенты, выбранные из ряда алкиларилсульфонатов и сложных эфиров сульфоянтарной кислоты. В данном случае также было установлено, что сатинированное никелевое покрытие образуется в течение непродолжительного времени после приготовления электролита, а затем образуются шероховатые покрытия, имеющие неприглядный вид.
В патенте DE 2134457 С2 описан водный электролит для нанесения блестящих никелевых покрытий и покрытий сплавами никель/кобальт. Согласно некоторым примерам в электролит, содержащий сахарин в качестве вспомогательного вторичного блескообразователя, наряду с другими компонентами, добавляют эфир сульфоянтарной кислоты. Такие электролиты не применяются для получения сатинированных покрытий.
В способе, который нашел гораздо более широкое применение, используются аддукты оксида полиалкилена, главным образом аддукты оксида этилена/оксида пропилена, с водой или алифатическими спиртами, которые полностью растворяются в холодном электролите никелирования, но нерастворимы при рабочей температуре 50-60°С (DE-OS 1621087). Известно, что выше температуры помутнения неионогенные ПАВ выпадают в осадок, при этом их гидратная оболочка исчезает. Эти частицы образующегося осадка избирательно воздействуют на процесс осаждения никеля без существенного включения в покрытие. Недостаток этого способа заключается в его высокой стоимости в связи с затратами энергии на нагревание и охлаждение, а также на перекачивание растворов. Более того, максимальный объем электролита также ограничен, т.к. при использовании более 8000 л расходы на нагревание, охлаждение и перекачивание растворов сильно возрастают. Кроме того, в большинстве случаев через некоторое время образуются агломераты, приводящие к появлению питтинга в покрытии.
Принимая во внимание вышеописанные недостатки, все более широкое признание находит способ, в котором в электролит добавляют соединения четвертичного аммония. В патенте DE 2327881 А1 описан способ получения матовых никелевых покрытий или покрытий сплавом никель/кобальт, в котором матовые покрытия образуются за счет включения индифферентных веществ. Эти индифферентные вещества получают путем связывания катионных или амфотерных веществ с органическими анионами. В качестве возможных катионных или амфотерных веществ можно использовать соединения четвертичного аммония, производные имидазолина, сложные эфиры алканоламинов и ПАВ на основе аминокарбоновой кислоты. Совместно с анионными первичными блескообразователями, содержащимися в никелевом электролите, катионные ПАВ образуют труднорастворимые ионные пары, которые обеспечивают эффект сатинирования, воздействуя на процесс электролитического осаждения никеля. К сожалению, данный способ также характеризуется недостатками.
В течение приблизительно 3-5 ч выпадающие в осадок труднорастворимые ионно-парные кристаллиты увеличиваются в размере и образуют никелевые покрытия со все возрастающей зернистостью или даже ясно видимые отдельные кристаллы никеля (имеющие ромбоидальную форму), что ухудшает внешний вид никелированной поверхности. Поэтому процесс прерывают через 8 ч или ранее, чтобы полностью отфильтровать и очистить электролит с использованием таких фильтрующих материалов, как целлюлозные фильтры, кизельгур или даже активированный уголь. Подобные перерывы в получении покрытий являются нежелательными и дорогостоящими, прежде всего при использовании автоматического оборудования. Кроме того, в большинстве случаев после нанесения хромового покрытия в течение 10 мин и более образуется стираемая пленка («серебристый слой»).
Описаны попытки преодолеть указанные недостатки. Например, одно из решений заключается в комбинировании обоих способов и добавлении органических ароматических сульфиновых кислот в электролиты, предназначенные для получения сатинированных никелевых покрытий. Композиция такого электролита описана в патенте DE 3736171 А1. В этом случае без охлаждения и нагревания оптически однородные покрытия не образуются.
Применение высокоэффективных неионогенных смачивающих агентов (монометиловый эфир полиэтиленгликоля) в концентрации, настолько малой, что отсутствует видимое помутнение электролита, также не привело к успеху. В патенте DE 19540011 А1 описан другой способ электролитического нанесения никелевого покрытия без слепящего эффекта с использованием электролита, содержащего, кроме остальных компонентов, первичные блескообразователи, органические сульфиновые кислоты и смачивающие агенты. Кроме того, электролит содержит замещенные и/или незамещенные аддукты оксида этилена или оксида пропилена, или оксида этилена/оксида пропилена в настолько малой концентрации, что при рабочей температуре ванны отсутствует видимое помутнение электролита. Применение неионогенных смачивающих агентов в указанных концентрациях не приводит к успеху, поскольку их эффективность очень скоро снижается и внешний вид покрытий быстро изменяется.
Все описанные способы могут использоваться только в течение нескольких часов. Улучшения свойств покрытий удалось добиться при использовании эфиров сульфоянтарной кислоты в смеси с соединениями аммония (DE 10025552 С1). Тем не менее, требуемая высокая концентрация ионов никеля, более 105 г/л, и чувствительность к добавленным смачивающим агентам относятся к числу недостатков. Кроме того, электролит, который требуется очистить, эффективно очистить можно только активированным углем, который нетехнологичен при обработке, поскольку такой фильтр может быть использован только один раз, а отфильтрованный осадок необходимо удалять после каждой операции очистки. С другой стороны, в процессе нанесения хромового покрытия возникают трудности из-за образования стирающейся пленки («серебристого слоя»).
В связи с этим в настоящем изобретении предлагается состав электролита и способ электролитического осаждения никелевого покрытия с сатинированной глянцевой поверхностью, которые лишены вышеуказанных недостатков и, более подробно, обеспечивают длительное использование электролита или осуществление циклов нагревание-охлаждение или фильтрации, позволяют проводить фильтрацию, необходимую для обеспечения непрерывного процесса, без применения активированного угля, требуют более низкой концентрации никеля по сравнению с электролитами, известными в предшествующем уровне техники для получения сатинированного глянцевого покрытия, а также характеризуются пониженной чувствительностью к добавленным смачивающим агентам.
Указанные недостатки можно исключить при использовании кислого электролита для электролитического нанесения сатинированных никелевых покрытий в соответствии с п.1 и способа электролитического осаждения сатинированного никелевого покрытия по п.13. Предпочтительные варианты настоящего изобретения указаны в зависимых пунктах формулы изобретения.
Перед описанием настоящего изобретения, относящегося к получению кислого электролита для нанесения никелевого покрытия с сатинированной глянцевой поверхностью, следует отметить, что данное изобретение не ограничивается конкретными стадиями процесса и материалами, описанными в данном описании, поскольку стадии процесса и материалы можно модифицировать. Кроме того, следует иметь в виду, что терминология, представленная в данном контексте, использована только для описания конкретных вариантов воплощения изобретения и не ограничивает объем настоящего изобретения, который определен в прилагаемой формуле изобретения.
Было обнаружено, что стабильный эффект сатинирования в процессе нанесения никелевых покрытий достигается, если к электролиту, предназначенному для получения сатинированных никелевых покрытий и содержащему по меньшей мере одно соединение четвертичного аммония, действующее в качестве катионоактивного смачивающего агента, добавляют по крайней мере один простой полиэфир, содержащий по меньшей мере одну сильно гидрофобную боковую цепь. С этой целью субстрат, на который наносится покрытие, контактирует с электролитом по настоящему изобретению, и между субстратом и анодом пропускается электрический ток.
В предпочтительном варианте электролит никелирования содержит по меньшей мере один первичный анионный блескообразователь и может содержать никель в концентрации менее 100 г/л, например, по меньшей мере 70 г/л.
Согласно настоящему изобретению эффективность простых полиэфиров с сильно гидрофобными боковыми цепями соответствует эффективности типичного смачивающего агента, причем сильно гидрофобная боковая цепь избирательно воздействует на процесс осаждения никеля из электролита таким образом, что полученное никелевое покрытие имеет сатинированную глянцевую поверхность. Соединения по настоящему изобретению растворимы в электролите с образованием прозрачного раствора. В предпочтительном варианте эти соединения используются при более низкой температуре по сравнению с температурой помутнения. В этом случае они не образуют эмульсии. Такие соединения используют в концентрациях, которые в любом случае превышают 5 мг/л. Добавление простых полиэфиров с сильно гидрофобными боковыми цепями обеспечивает эксплуатацию электролита с одновременной частичной фильтрацией без использования активированного угля. Известно, что указанную эффективность проявляют соединения, содержащие перфторированные алкильные цепи или кремнийорганические цепи, прежде всего силоксановые цепи. Обычные алкилэтоксилаты и алкилпропоксилаты с длинной цепью такого эффекта не проявляют.
Таким образом, преимущество присутствия простых полиэфиров с сильно гидрофобными боковыми цепями в электролите, предназначенном для получения сатинированных никелевых покрытий заключается в следующем:
1. Образование стабильной дисперсии даже в электролитах, содержание ионов никеля в которых составляет менее 100 г/л. Концентрация ионов никеля 70 г/л обычно является достаточной.
2. Дисперсия может быть удалена из электролита простым фильтрованием. Электролит можно использовать с одновременным частичным фильтрованием, без применения активированного угля.
3. Благодаря повышенной эффективности простых полиэфиров с сильно гидрофобными боковыми цепями, предотвращается образование стирающейся пленки («серебристого слоя») после процесса хромирования.
4. Не происходит никакого взаимодействия с обычными смачивающими агентами класса алкилсульфатов, алкилсульфатов, содержащих группы простых эфиров, или арилалкилсульфонатов, применяемых для предотвращения питтинга в электролитах для нанесения блестящих или полублестящих покрытий.
5. При добавлении простых полиэфиров с сильно гидрофобными боковыми цепями эффект сатинирования усиливается, что, прежде всего, одобряется потребителями для получения явного эффекта сатинирования. В случае применения известных электролитов никелирования эффект сатинирования достигается только при добавлении больших количеств соединений четвертичного аммония, что, в свою очередь, сокращает срок службы электролита для получения сатинированных никелевых покрытий.
В предпочтительном варианте простой полиэфир с сильно гидрофобными боковыми цепями характеризуется следующей формулой (I):
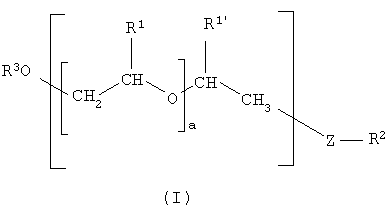
где
R1 и R1' независимо означают водород или метил и независимо выбирают в каждом звене [(CH2CHR1O)]a-CHR1'-СН3 полиэфира,
R3 означает водород или С1-С18алкил с линейной или разветвленной цепью,
индекс а означает целое число от 0 до 500.
Z означает группу, выбранную из ряда: простая связь, СН2, О, NR4, SO2, S, NR4SO2, СОО, СО и NR4СО, где R4 означает водород или С1-С18алкильную группу с линейной или разветвленной цепью,
R2 означает остаток, выбранный из ряда, включающего
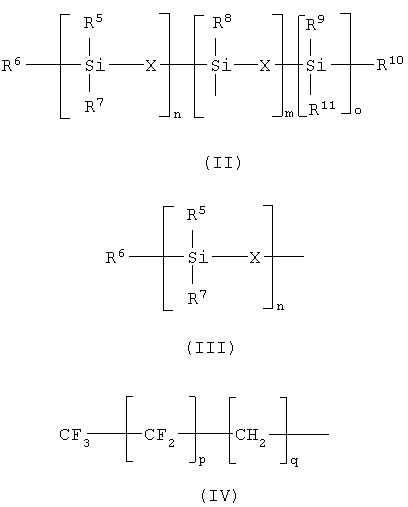
где
цепи в группах формул (II), (III) и (IV) означают линейные и разветвленные цепи;
Х означает простую связь или О;
n и m означают целые числа от 0 до 12, причем n + m равно по меньшей мере 1, о равно 1 или 0,
р означает целое число от 2 до 12,
q означает целое число от 0 до 6,
R5, R6, R7, R8, R9, R10 и R11 каждый выбирают независимо друг от друга из ряда:
водород, С1-С18алкил с линейной или разветвленной цепью и замещенный
или незамещенный фенил, и
замещающая атом водорода гидрофобная цепь -Z-R2 связана с атомом углерода в звене (CH2CHR1О) простого полиэфира, или с атомом углерода в концевой группе -CHR1'СН3 простого полиэфира.
Индекс а в звене [(CH2CHR1O)]a предпочтительно находится в диапазоне значений больше нуля, более предпочтительно а равно по меньшей мере 1 и наиболее предпочтительно от 1 до 500.
Звенья (CH2-CHR1О) в общей формуле (I) выбирают независимо друг от друга в любом звене молекулы таким образом, чтобы эти полиалкиленгликолевые группы присутствовали в виде блоксополимера или сополимера. Если полиалкиленгликолевая группа присутствует в виде блоксополимера, то полипропиленовое звено расположено между одним из полиэтиленовых звеньев и R3О-группой, или полиэтиленовое звено расположено между полипропиленовым звеном и R3О-группой.
Несколько гидрофобных боковых цепей -Z-R2 могут быть связаны с полиалкиленгликолевым звеном. Таким образом, гидрофобные боковые цепи -Z-R2 связаны с любыми атомами углерода в полиалкиленгликолевом звене, причем соответствующий атом водорода в формуле (I) замещен на гидрофобную боковую цепь -Z-R2. В предпочтительном варианте к каждому звену (CH2-CHR1О) полиалкиленгликолевой группы присоединено не более одной гидрофобной боковой цепи. В другом варианте настоящего изобретения к полиалкиленгликолевой группе присоединено более одной гидрофобной боковой цепи. Кроме того, гидрофобная боковая цепь вместо атома водорода присоединена к атому углерода концевой CHR1'СН3 группы полиэфирного звена. R3, R4, R5, R6, R7, R8, R9, R10 и R11 предпочтительно означают водород или C1-С4алкил с линейной или разветвленной цепью, более предпочтительно метил.
В предпочтительном варианте настоящего изобретения Z означает О, если R2 определен одной из общих формул (III) и (IV) и если в случае формулы (III) Х означает простую связь.
В еще одном предпочтительном варианте настоящего изобретения Z означает CH2, если R2 определен общей формулой (II).
Простые полиэфиры с сильно гидрофобными боковыми цепями, приведенные в таблице 1, проявили наибольшую эффективность.
Концентрация простых полиэфиров с сильно гидрофобными боковыми цепями в электролите никелирования чрезвычайно мала и находится в диапазоне от 0,005 до 5 г/л, предпочтительно от 0,005 до 0,5 г/л, более предпочтительно 0,1 г/л. Более подробно, для обеспечения более длительного эффекта предпочтительная концентрация полиэфиров с сильно гидрофобными боковыми цепями находится в диапазоне от 20 до 100 мг/л, а наиболее предпочтительно 50 мг/л. Необходимо учитывать, что выпускаемые в промышленности продукты почти никогда не имеют 100%-ной чистоты, а обычно содержат воду и иногда даже низшие спирты, действующие в качестве агентов, повышающих растворимость. Вышеприведенные значения концентраций относятся к продукту 100%-ной чистоты.
Электролит для нанесения никелевых покрытий с добавкой простого полиэфира, содержащего сильно гидрофобные боковые цепи, обычно состоит из раствора соли никеля, который может дополнительно содержать слабую кислоту в качестве буферного агента.
На практике применяют электролит Уоттса, следующего состава:
280-550 г/л сульфата никеля (NiSO4·7H2O),
30-150 г/л хлорида никеля (NiCl2·6Н2О),
30-50 г/л борной кислоты (Н3ВО3).
Величина рН электролита может варьироваться от 3 до 5,5, предпочтительно от 3,8 до 4,4. Для повышения катодной плотности тока температура электролита находится в диапазоне до 75°С, предпочтительно от 50°С до 60°С.
Электролиты, предназначенные для получения сатинированных никелевых покрытий, содержат от 10 до 50 г/л хлорида и позволяют получить наилучшие результаты при использовании полиэфиров с сильно гидрофобными боковыми цепями. Хлорид никеля можно заменить частично или полностью на хлорид натрия. Хлорид в электролите можно также заменить частично или полностью на стехиометрически эквивалентные количества бромида. Никелевые соли можно также частично заменить на соли кобальта. При использовании указанных высокоэффективных электролитов и поддерживании температуры до 55°С плотность тока составляет до 10 А/дм2. Обычно плотность тока находится в диапазоне от 3 до 6 А/дм2. Время выдерживания в электролите для получения сатинированных никелевых покрытий предпочтительно составляет от 1 до 20 мин, наиболее предпочтительно от 6 до 12 мин.
Полиэфиры с сильно гидрофобными боковыми цепями можно добавлять в электролит в отдельности. Однако оптимальные результаты получают только при одновременном добавлении первичных блескообразователей. При этом получают сатинированные глянцевые покрытия отличного качества во всем диапазоне плотности тока, используемом на практике, причем указанное покрытие с сатинированной глянцевой поверхностью выглядит оптически однородным в течение эксплуатации электролита на протяжении как минимум 15 ч и при этом не образуются помутнения, которые могут быть удалены стиранием в процессе хромирования в течение длительного времени.
Первичные блескообразователи включают ненасыщенные, главным образом ароматические сульфоновые, кислоты, сульфонамиды или сульфимиды, или их соли. Наиболее эффективными из известных соединений являются, например, мета-бензолдисульфоновая кислота или сульфимид бензойной кислоты (сахарин), а также их соли. Известные первичные блескообразователи, которые в большинстве случаев применяются в форме натриевых или калиевых солей, приведены в таблице 2. Возможно также одновременное использование нескольких первичных блескообразователей.
Первичные блескообразователи (табл.2) добавляют в электролит в количестве приблизительно 5 мг/л, более предпочтительно от 50 мг/л до 10 г/л, наиболее предпочтительно от 0,5 до 2 г/л. При добавлении этих соединений в электролит в отдельности получают блестящие покрытия в определенном диапазоне плотности тока. Поэтому их использование в отдельности от других добавок не имеет практического значения. Требуемый эффект сатинирования получают только при добавлении, кроме вышеуказанных соединений, солей четвертичного аммония.
Соединения четвертичного аммония являются катионными смачивающими агентами общей формулы (V)
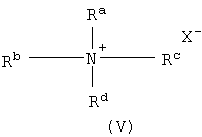
где
Ra, Rb, Rc и Rd имеют одинаковые или различные значения и означают C1-С18 алкил с линейной или разветвленной цепью, который может быть ненасыщенным; смеси природных компонентов, таких как остатки жирных кислот из таллового масла, кокосового масла, миристиновой и лауриновой кислот, а Rb и Rc означают водород;
Rd наиболее предпочтительно означает С1-С4 алкильную группу или, возможно, алкил-замещенную ароматическую группу, такую как, например, бензильную;
Х- предпочтительно означает анион, например хлорид, бромид, формиат или сульфат.
Примеры четвертичных соединений приведены в таблице 3.
Соединения четвертичного аммония используют в концентрации приблизительно 0,1 мг/л, более предпочтительно приблизительно 5 мг/л и до 100 мг/л. Нет необходимости добавлять в электролит для получения сатинированных никелевых покрытий применяемые в настоящее время смачивающие агенты, служащие для предотвращения образования питтинга в покрытии, поскольку большинство этих соединений нарушает процесс осаждения никеля.
Деталь, предназначенная для нанесения покрытия, медленно двигается в процессе нанесения покрытия. Дополнительное вдувание воздуха применяют редко. Часто необходимо применение циркуляционных насосов и, возможно, переливного кармана. Указанные устройства позволяют получать равномерные сатинированные никелевые покрытия. В предпочтительном процессе нанесения покрытия электролит непрерывно или периодически перекачивают и/или фильтруют.
Комбинация простых полиэфиров, содержащих сильно гидрофобные боковые цепи, с соединениями четвертичного аммония, включающими, по меньшей мере, один эфир сульфоянтарной кислоты, позволяет получить эстетичные сатинированные никелевые покрытия. Эти электролиты стабильны в течение длительного времени. В данном случае предпочтительные сложные эфиры сульфоянтарной кислоты имеют общую формулу (VI):
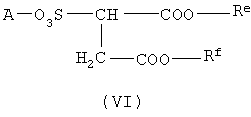
где
Re и Rf имеют одинаковые или различные значения и означают С1-С18алкил с линейной или разветвленной, или циклической цепью, и который возможно является ненасыщенным, или цепь прервана простыми эфирными группами, причем одна из двух групп Re и Rf также означает ион водорода (кислотную группу) или ион щелочного металла, ион аммония или ион щелочно-земельного металла;
А означает ион водорода (кислотную группу) или ион щелочного металла, ион аммония или ион щелочно-земельного металла.
Эфиры сульфоянтарных кислот, приведенные в таблице 4, оказались наиболее эффективными.
Приведенные ниже примеры иллюстрируют настоящее изобретение.
Пример 1.0
Сначала в электролит добавляют 0,015 г/л соединения четвертичного аммония №7 (таблица 3), причем электролит включает:
290 г/л сульфата никеля (NiSO4·7Н2О),
40 г/л хлорида никеля (NiCl2·6Н2О),
40 г/л борной кислоты (Н3ВО3),
3 г/л первичного блескообразователя №7 (таблица 2) в виде натриевой соли.
Испытание электролита проводят в ванне объемом 100 л при 55°С, причем покрываемые детали передвигают во время нанесения покрытия. Покрытие наносят на крацованный согнутый медный лист размером 7 см × 20 см в течение 17 мин при плотности тока 2,5 А/дм2. Из-за слишком низкого содержания никеля полученное покрытие характеризуется неоднородной, очень слабо сатинированной глянцевой поверхностью на всей поверхности листа.
Пример 1.1
К электролиту, описанному в примере 1.0 (с тем же содержанием никеля), кроме того, добавляют 0,015 г/л полиэфира №2 (таблица 1).
Испытание проводят, как описано в примере 1.0. Получают однородное покрытие, имеющее интенсивно сатинированную глянцевую поверхность по всему листу.
Результаты, полученные в примерах 1.0 и 1.1: без добавления простых полиэфиров, содержащих гидрофобную боковую цепь, и при выбранном содержании никеля полученное покрытие характеризуется неоднородной, очень слабо сатинированной глянцевой поверхностью, в то время как при добавлении простых полиэфиров, содержащих гидрофобную боковую цепь, полученное покрытие характеризуется равномерной, интенсивно сатинированной глянцевой поверхностью с отличным внешним видом.
Пример 2.0
Сначала в электролит 0,015 г/л добавляют соединения четвертичного аммония №6 (таблица 3), причем электролит имеет следующий состав:
430 г/л сульфата никеля (NiSO4·7Н2O),
40 г/л хлорида никеля (NiCl2·6Н2О),
40 г/л борной кислоты (Н3ВО3),
3 г/л первичного блескообразователя №7 (таблица 2) в виде натриевой соли.
Испытание электролита проводят в ванне объемом 10 л при 55°С, причем детали, предназначенные для нанесения покрытия передвигают во время нанесения покрытия. Покрытие наносят на крацованный согнутый медный лист размером 7 см × 10 см в течение 15 мин при плотности тока 2,5 А/дм2.
Полученное покрытие характеризуется слегка неоднородной слабо сатинированной глянцевой поверхностью по всему листу. При этом не обнаруживается ни черных питтингов, ни каких-либо дефектов. Затем листы с покрытием подвергают испытаниям с интервалом в 1 ч и сравнивают с ранее испытанным покрытием. Через 4 ч покрытие становится более шероховатым, с непривлекательным внешним видом. Через 5 ч испытания прекращают в связи со слишком низким качеством покрытия (от неравномерного до матового).
Пример 2.1
Сначала в электролит, описанный в примере 1.0, добавляют 0,015 г/л соединения четвертичного аммония №6 (таблица 3), затем 0,02 г/л простого полиэфира №5 (таблица 1).
Испытания проводят, как описано в примере 1.0. Полученное покрытие характеризуется однородной, глянцевой поверхностью с сильным эффектом сатинирования по всей поверхности листа. При этом не обнаруживается ни черных питтингов, ни каких-либо дефектов. Затем листы с покрытием подвергают испытаниям с интервалом в 1 ч и сравнивают с ранее испытанным покрытием. После 15 ч испытания прекращают, поскольку высокое качество покрытия сохраняется.
Результаты, полученные в примерах 2.0 и 2.1: без добавления полиэфира срок службы электролита составляет только 4-5 ч. При добавлении полиэфиров срок службы электролита составляет 15 ч и более. С другой стороны, при использовании полиэфиров покрытие характеризуется гораздо более привлекательным внешним видом и чрезвычайно однородной, глянцевой поверхностью с сильным эффектом сатинирования по всей поверхности листа.
Следует понимать, что возможны различные модификации и замены описанных вариантов настоящего изобретения, не выходя за пределы объема изобретения, как определено в пунктах формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ НЕПОСРЕДСТВЕННОГО НИКЕЛИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2061104C1 |
| СПОСОБ ГАЛЬВАНОСТЕГИИ ЦИНКОВЫМ СПЛАВОМ | 2015 |
|
RU2610183C1 |
| СПОСОБ ГАЛЬВАНОСТЕГИИ ЦИНКОВЫМ СПЛАВОМ | 2015 |
|
RU2613826C1 |
| Электролит для осаждения композиционных никелевых покрытий | 1989 |
|
SU1708944A1 |
| Электролит зеркально-блестящего никелирования | 1981 |
|
SU1006546A1 |
| Электролит блестящего никелирования | 1979 |
|
SU859485A1 |
| ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ | 1999 |
|
RU2175690C2 |
| ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ | 2008 |
|
RU2363774C1 |
| ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ | 2001 |
|
RU2210638C2 |
| Электролит блестящего никелирования | 2021 |
|
RU2769796C1 |
Группа изобретений относится к области гальваностегии. Электролит содержит по меньшей мере одно соединение четвертичного аммония и по меньшей мере один простой полиэфир, причем указанный полиэфир содержит по меньшей мере одну сильно гидрофобную боковую цепь. Способ включает контактирование субстрата с вышеуказанным электролитом и пропускание электрического тока между субстратом и анодом. Технический результат: обеспечение длительной эксплуатации электролита при низкой концентрации ионов никеля и пониженной чувствительности электролита к добавленным смачивающим агентам, при этом имеет место проведение циклов нагревания-охлаждения, циклов фильтрации с возможностью непрерывной эксплуатации электролита без использования активного угля. 2 н. и 12 з.п. ф-лы, 4 табл.
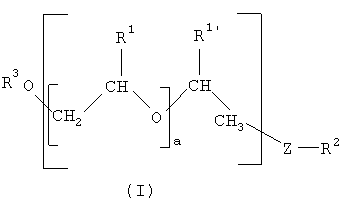
где R1 и R1′ независимо означают водород или метил и независимо друг от друга могут быть выбраны в каждом звене [(CH2CHR1O)]a-CHR1′-СН3 полиэфира;
R3 означает водород или C1-C18 алкил с линейной или разветвленной цепью;
а означает целое число от 0 до 500;
Z означает группу, выбранную из ряда: простая связь, СН2, О, NR4, SO2, S, NR4SO2, COO, СО и NR4CO, где R4 означает водород или С1-С2 алкильную группу с линейной или разветвленной цепью;
R2 означает остаток, выбранный из группы, включающей
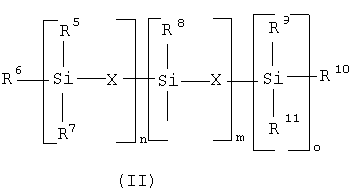
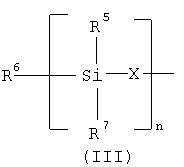
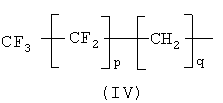
где цепи в группах формул (II), (III) и (IV) означают линейные и разветвленные цепи;
Х означает простую связь или О;
n и m означают целые числа от 0 до 12, причем n + m равно по меньшей мере 1;
о равно 1 или 0;
р означает целое число от 2 до 12;
q означает целое число от 0 до 6;
R5, R6, R7, R8, R9, R10 и R11 - каждый независимо выбирают из группы, включающей водород, C1-C18 алкил с линейной или разветвленной цепью и замещенный или незамещенный фенил; и замещающая атом водорода гидрофобная цепь -Z-R2 связана с атомом углерода в звене -СН2CHR1О- или с атомом углерода в концевой группе - CHR1′СН3.
октадиметилсилоксановый эфир полиэтиленгликоля,
гексадиметилсилоксановый эфир полиэтиленгликоля-
полипропиленгликоля (сополимер или блоксополимер),
тетрасилановый эфир полиалкиленгликоля (сополимер или блоксополимер),
октадиметилсилановый эфир полипропиленгликоля,
перфтороктилсульфонамидополиэтоксилат,
перфторгексилсульфонамидополипропоксилат,
перфторбутилсульфонамидополиалкоксилат (сополимер или блоксополимер этиленоксида и пропиленоксида),
эфир полиэтиленгликоля и перфтороктановой кислоты,
перфторгексиловый эфир полипропиленгликоля, перфтороктил-(N-этил) сульфонамидополиэтоксилат,
полиметилсилоксановый эфир метилполиалкиленгликоля,
ω-тридекафтороктановый эфир полиэтиленгликоля.
а) контактирование субстрата с электролитом по любому из пп.1-12;
б) пропускание электрического тока между субстратом и анодом.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Электролит для нанесения никелевого покрытия с внедренными инертными частицами | 1973 |
|
SU475874A1 |
| Электролит для осаждения покрытий сплавом олово-никель | 1987 |
|
SU1468980A1 |

