Изобретение относится к машиностроению, в частности к металлообработке, и может быть использовано для магнитно-абразивной обработки деталей, имеющих цилиндрические, плоские, сферические и другие поверхности.
Известно устройство для магнитно-абразивной обработки, содержащее расположенные друг в друге с образованием кольцевого зазора наружную и внутреннюю магнитные системы, у которых полюса противоположной полярности размещены оппозитно. Магнитные системы снабжены индукторами с изоляционными прокладками. Индукторы собраны из магнитных блоков, выполненных в виде чередующихся относительно рабочих поверхностей индукторов постоянных магнитов и Г-образных магнитопроводов и разделенных указанными изоляционными прокладками. Внутренняя поверхность каждого Г-образного магнитопровода находится в контакте с нерабочим полюсом и боковой поверхностью каждого магнита. Рабочие поверхности индукторов ограничены боковыми поверхностями кольцевого паза с прямоугольным профилем в поперечном сечении и постоянной шириной. Кольцевой паз с помещенной в него обрабатываемой деталью заполняется магнитно-абразивным порошком. Этот порошок притягивается к рабочим полюсам магнитов, а детали и устройству сообщаются вращательные движения вокруг их осей (авторское свидетельство SU 1371881, МКИ4 В24В 31/10).
В качестве основного недостатка описанного устройства можно отметить узкие технологические возможности и, соответственно, узкую номенклатуру обрабатываемых деталей вследствие неизменного прямоугольного профиля в поперечном сечении и постоянной ширины кольцевого паза, что позволяет обрабатывать только цилиндрические детали, диаметр которых определяется шириной кольцевого паза и зазорами между их поверхностями и рабочими полюсами. Кроме того, конструкция паза в случае его небольшой ширины затрудняет съем магнитно-абразивного порошка с рабочих полюсов магнитов.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является устройство для магнитно-абразивной обработки, содержащее расположенные друг против друга с образованием паза магнитные системы с индукторами. Полюса противоположной полярности магнитных систем размещены оппозитно. Магнитные системы снабжены индукторами с изоляционными прокладками. Индукторы собраны из магнитных блоков, выполненных в виде чередующихся относительно рабочих поверхностей индукторов постоянных магнитов и Г-образных магнитопроводов, и разделены указанными изоляционными прокладками. Внутренняя поверхность каждого Г-образного магнитопровода находится в контакте с нерабочим полюсом и боковой поверхностью каждого магнита. Рабочие поверхности индукторов ограничены боковой поверхностью паза с изменяемым профилем и выполнены плоскими прямоугольными. Магнитные системы установлены с возможностью перемещения, то есть изменения расстояния между ними, для соответствующего изменения ширины паза и с возможностью поворота вокруг одной из осей координат на 180° для изменения профиля паза. Для изменения ширины паза в устройстве предназначен регулировочный привод, снабженный ходовым винтом с двумя разнонаправленными резьбами, а для изменения профиля этого паза - зажимные винты (патент RU 2098258, МПК 6 В24В 31/112).
Однако устройство для магнитно-абразивной обработки, выбранное в качестве прототипа, обладает недостаточно широкими технологическими возможностями и, соответственно, недостаточно широкой номенклатурой обрабатываемых деталей вследствие ограничения угла поворота только 180 градусами и только вокруг одной оси координат без использования поворота относительно двух других осей координат и без перемещения магнитных систем в перпендикулярных оси ходового винта направлениях, а также вследствие выполнения рабочих поверхностей индуктора плоскими, что не позволяет обрабатывать наружные и внутренние сферические поверхности, канавки, уступы деталей, прямолинейные и спиральные режущие кромки инструментов одновременно по передней и задней поверхностям.
Предлагаемым изобретением решается задача расширения технологических возможностей устройства и, соответственно, номенклатуры обрабатываемых деталей.
Для достижения указанного технического результата в устройстве для магнитно-абразивной обработки, содержащем расположенные друг против друга магнитные системы с индукторами, собранными из чередующихся относительно рабочих поверхностей индукторов постоянных магнитов и магнитопроводов, установленные с возможностью перемещения и поворота, согласно изобретению рабочие поверхности индукторов, закрепленных на валах электродвигателей, выполнены тороидальными, а каждая магнитная система установлена с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360° вокруг каждой из этих осей.
Расширение технологических возможностей устройства и, соответственно, номенклатуры обрабатываемых деталей обусловлено выполнением рабочих поверхностей вращающихся на валах электродвигателей индукторов магнитных систем тороидальными и установкой каждой магнитной системы с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360° вокруг каждой из этих осей, что позволяет обеспечить пространственную настройку магнитных систем на широкий спектр поверхностей обрабатываемых деталей - деталей с плоскими, цилиндрическими, коническими, вогнутыми и выпуклыми сферическими поверхностями, с поверхностями сложного профиля, со спиральными поверхностями, с выступами, уступами, канавками, с режущими кромками.
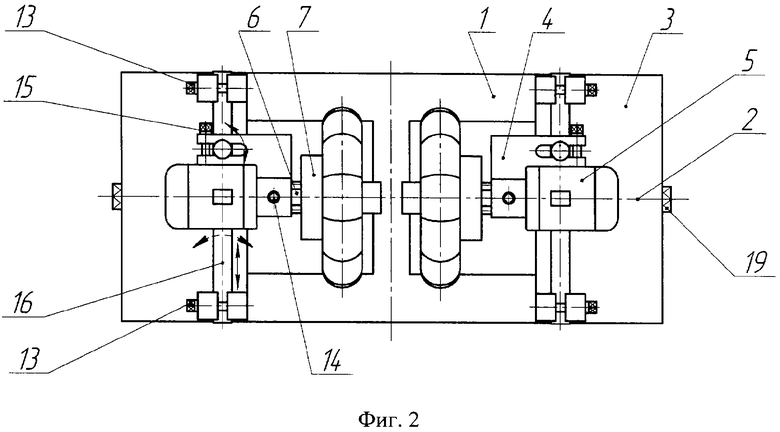
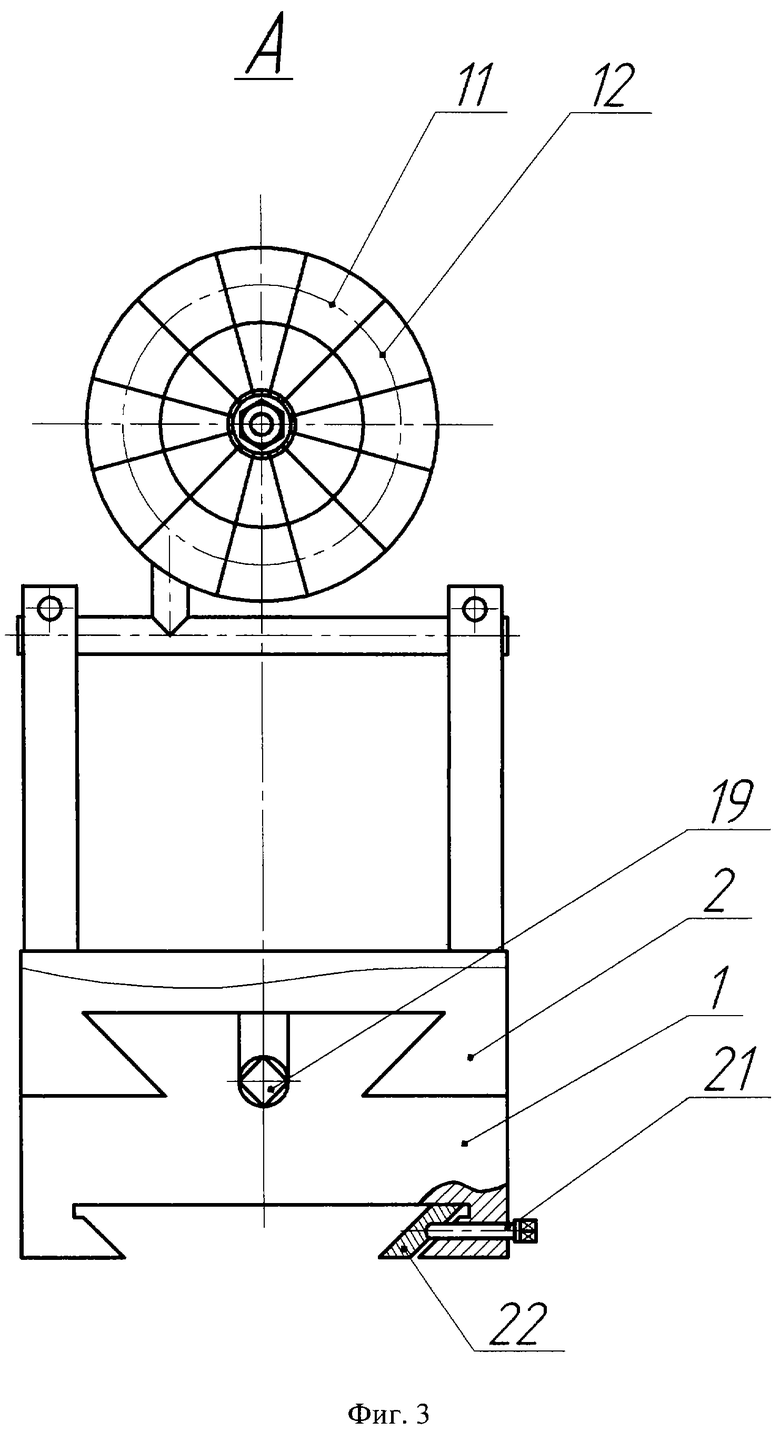
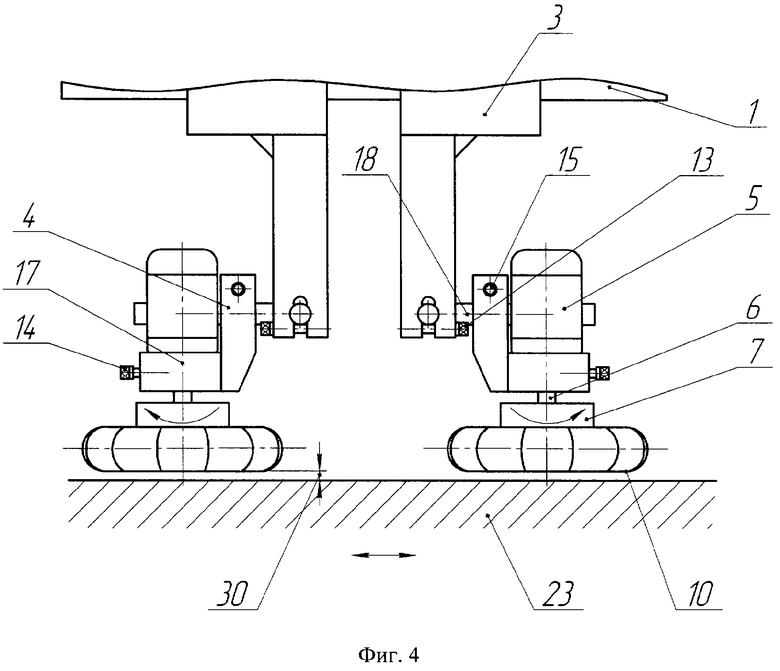
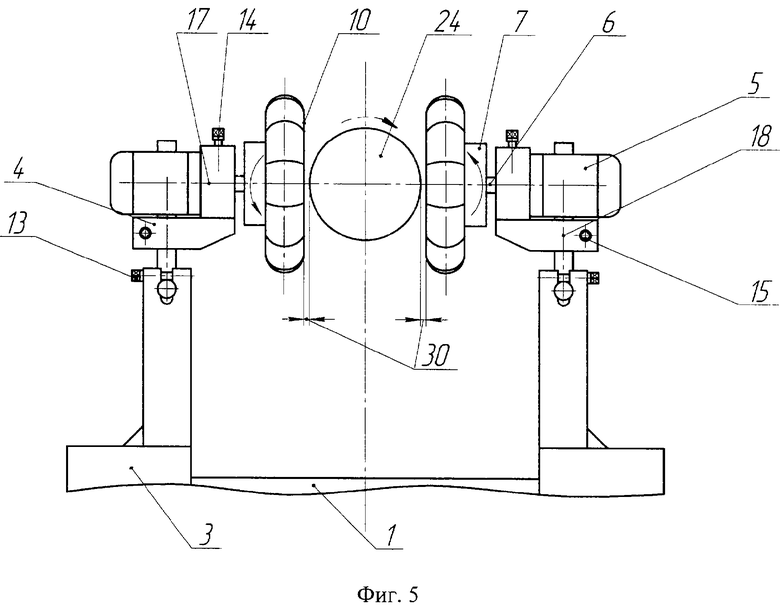
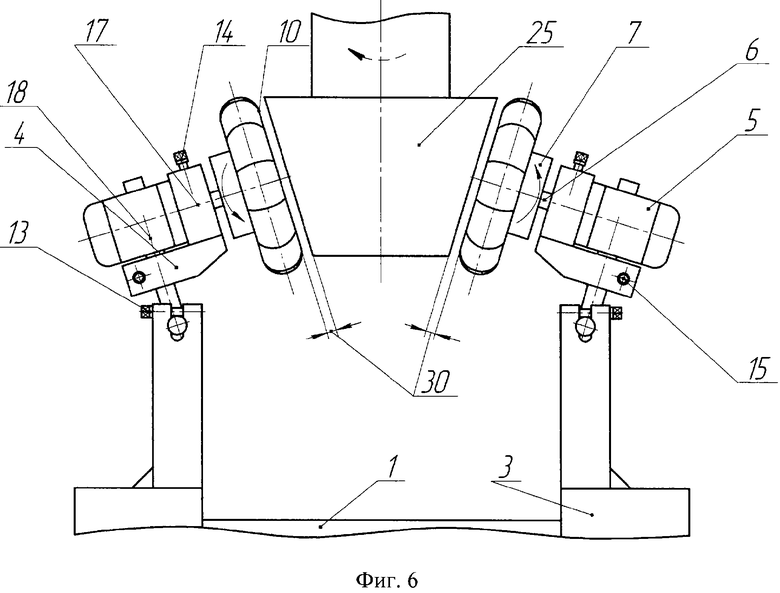
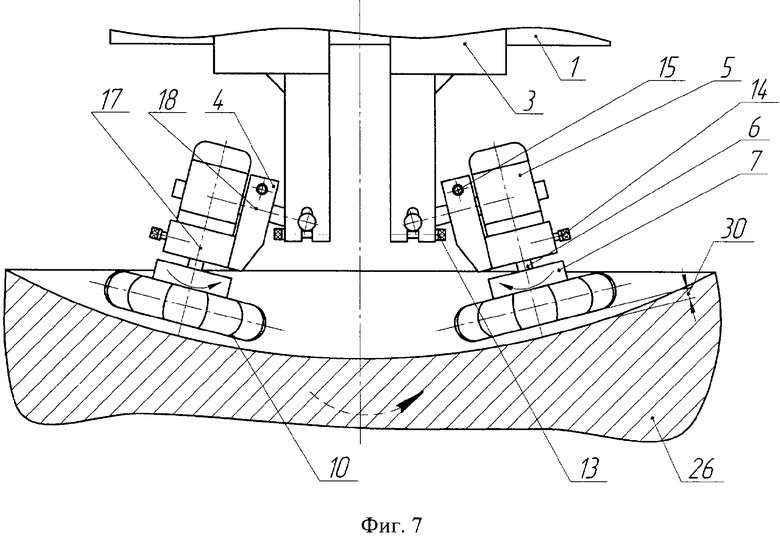
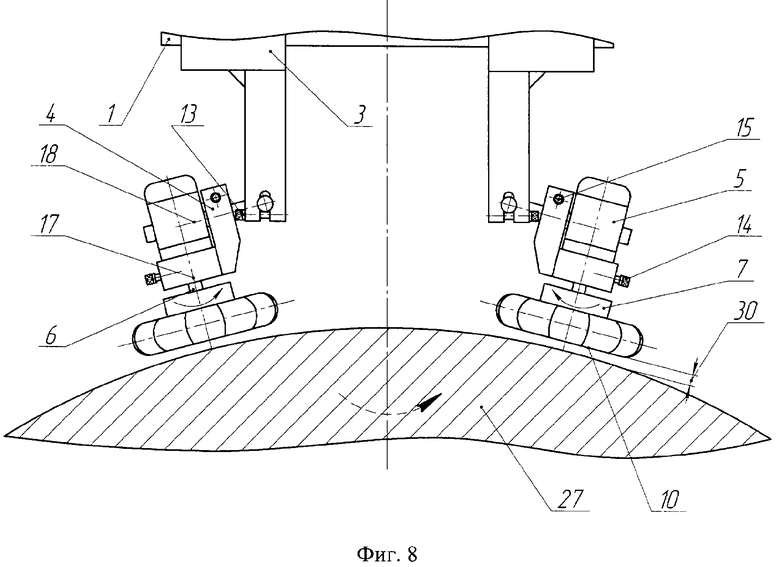
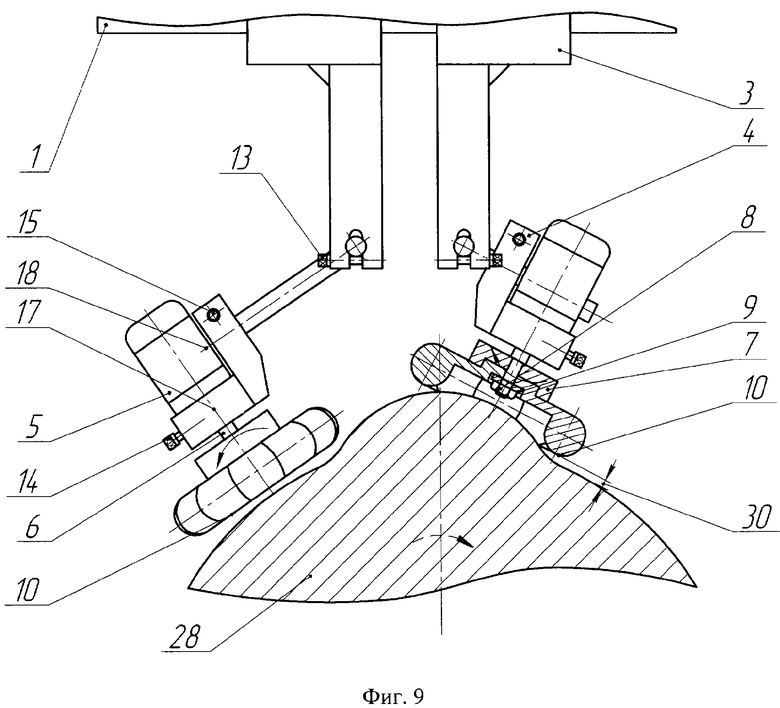
Изобретение поясняется чертежами, где на фиг.1 изображена конструкция предлагаемого устройства для магнитно-абразивной обработки, вид сбоку; на фиг.2 - то же, вид сверху; на фиг.3 - вид А фиг.1; на фиг.4 - схема применения предлагаемого устройства при обработке плоской поверхности детали на горизонтально-фрезерном станке; на фиг.5 - схема применения предлагаемого устройства при обработке цилиндрической поверхности детали на токарном станке; на фиг.6 - схема применения предлагаемого устройства при обработке конической поверхности детали на вертикально-фрезерном станке; на фиг.7 - схема применения предлагаемого устройства при обработке вогнутой сферической поверхности детали на горизонтально-фрезерном станке, оснащенном вращающимся столом; на фиг.8 - схема применения предлагаемого устройства при обработке выпуклой сферической поверхности детали на горизонтально-фрезерном станке, оснащенном вращающимся столом; на фиг.9 - схема применения предлагаемого устройства при обработке поверхности сложного профиля, являющейся фасонной поверхностью пуансона, симметричной относительно оси детали, на горизонтально-фрезерном станке, оснащенном вращающимся столом; на фиг.10 - схема применения предлагаемого устройства при обработке спиральной поверхности или спиральной канавки детали на горизонтально-фрезерном станке, оснащенном поворотным столом.
На приведенном чертеже дополнительно обозначено следующее:
- направления перемещения магнитной системы вдоль продольной оси основания, отмеченные на фиг.1 горизонтальной сплошной линией со стрелками, ориентированными в противоположные стороны;
- направления перемещения магнитной системы относительно своей оси, проходящей через отверстие для крепления электродвигателя, отмеченные на фиг.1 горизонтальной пунктирной линией со стрелками, ориентированными в противоположные стороны;
- направления поворота магнитной системы вокруг своей оси, проходящей через отверстие для крепления электродвигателя, отмеченные на фиг.1 дугообразной пунктирной линией со стрелками, ориентированными в противоположные стороны;
- направления перемещения магнитной системы вдоль оси отверстия, предназначенного для крепления кронштейна, отмеченные на фиг.1 вертикальной сплошной линией со стрелками, ориентированными в противоположные стороны;
- направления поворота магнитной системы вокруг поперечной горизонтальной оси, перпендикулярной продольной горизонтальной оси основания, отмеченные на фиг.1 дугообразной сплошной линией со стрелками, ориентированными в противоположные стороны;
- направления поворота магнитной системы вокруг оси отверстия, предназначенного для крепления кронштейна, отмеченные на фиг.2 дугообразной сплошной линией со стрелками, ориентированными в противоположные стороны;
- направления перемещения магнитной системы вдоль поперечной горизонтальной оси, перпендикулярной продольной оси основания, отмеченные на фиг.2 вертикальной сплошной линией со стрелками, ориентированными в противоположные стороны;
- направления поворота магнитной системы вокруг поперечной горизонтальной оси, перпендикулярной продольной горизонтальной оси основания, отмеченные на фиг.2 дугообразной пунктирной линией со стрелками, ориентированными в противоположные стороны;
- направления вращения индукторов, отмеченные на фиг.4-10 дугообразными сплошными линиями со стрелками;
- направление перемещения детали, отмеченное на фиг.4 горизонтальной линией со стрелкой;
- направления вращения деталей, отмеченные на фиг.5-10 дугообразными пунктирными линиями со стрелками.
Устройство для магнитно-абразивной обработки изготовлено из немагнитного материала, например, из алюминиевого сплава (фиг.1, 2, 3), и содержит основание 1 с продольной осью 2, на котором установлены с возможностью перемещения салазки 3. На салазках 3 размещены кронштейны 4, на которых, в свою очередь, расположены друг против друга магнитные системы. Каждая магнитная система содержит электродвигатель 5 с регулируемой частотой вращения, на резьбовом валу 6 которого закреплен индуктор. Этот индуктор содержит корпус 7, на котором с помощью гайки 8 и шайбы 9 собраны чередующиеся относительно рабочей поверхности 10 индуктора магниты 11 и магнитопроводы 12. При этом рабочая поверхность 10 индуктора выполнена тороидальной. Магниты 11 и магнитопроводы 12 представляют собой сегменты одинаковой формы с фасонным профилем.
Каждая магнитная система установлена с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360° вокруг каждой из этих осей. Поворот и перемещение магнитных систем позволяет изменять пространство рабочей зоны, образованной рабочими поверхностями 10 индукторов. Положение магнитной системы фиксируется зажимными винтами 13, 14, 15. Зажимные винты 13 предназначены для обеспечения возможностей перемещения магнитной системы вдоль поперечной горизонтальной оси 16, перпендикулярной продольной оси 2, и поворота на угол 360° вокруг этой оси. Зажимной винт 14 предназначен для обеспечения возможности перемещения магнитной системы вдоль ее оси 17, проходящей через отверстие для крепления электродвигателя 5, в пределах зазора между корпусом 7 и кронштейном 4, и поворота на угол 360° вокруг этой оси. Зажимной винт 15 предназначен для обеспечения возможности перемещения магнитной системы вдоль оси 18 отверстия, предназначенного для крепления кронштейна 4, и поворота на угол 360° вокруг этой оси. Регулировочные винты 19, представляющие собой ходовые винты с правой резьбой, предназначены для перемещения магнитных систем, установленных на салазках 3, вдоль продольной оси 2. При этом возможность раздвижения или сближения салазок 3 обеспечивается регулировочными винтами 19 с помощью закрепленных на салазках 3 гаек 20.
Салазки 3 установлены на основании 1 по типу соединения «ласточкин хвост».
С помощью винтов 21 и планки 22, расположенных в зоне соединительных поверхностей типа «ласточкин хвост» основания 1, устройство для магнитно-абразивной обработки может быть установлено на соответствующие ответные поверхности направляющих типа «ласточкин хвост» суппорта токарного станка или хобота горизонтально-фрезерного станка. В последнем случае устройство устанавливается вверх основанием 1.
Для перемещения магнитной системы вдоль поперечной горизонтальной оси 16 и поворота вокруг этой оси необходимо ослабить зажимные винты 13 и после придания магнитной системе требуемого положения снова их закрепить. Для перемещения магнитной системы вдоль оси 17 и поворота вокруг этой оси необходимо ослабить зажимной винт 14 и после придания магнитной системе требуемого положения необходимо снова закрепить этот винт. Для перемещения магнитной системы вдоль оси 18 и поворота вокруг этой оси необходимо ослабить зажимной винт 15 и после придания магнитной системе требуемого положения необходимо снова закрепить этот винт. Для перемещения магнитной системы вдоль продольной оси 2 необходимо вращать регулировочный винт 19 до придания магнитной системе требуемого положения.
Предлагаемое устройство применяется преимущественно для магнитно-абразивной обработки плоской поверхности детали 23 на горизонтально-фрезерном станке (фиг.4), цилиндрической поверхности детали 24 на токарном станке (фиг.5), конической поверхности детали 25 на вертикально-фрезерном станке (фиг.6), вогнутой сферической поверхности детали 26 на горизонтально-фрезерном станке с вращающимся столом (фиг.7), выпуклой сферической поверхности детали 27 на горизонтально-фрезерном станке с вращающимся столом (фиг.8), поверхности сложного профиля, являющейся фасонной поверхностью пуансона, симметричной относительно оси, детали 28 на горизонтально-фрезерном станке с вращающимся столом (фиг.9), спиральной поверхности или спиральной канавки детали 29 на горизонтально-фрезерном станке, оснащенном поворотным столом (фиг.10).
Величина рабочего зазора 30 (фиг.4-6) между рабочими поверхностями 10 индуктора и обрабатываемой поверхностью детали 23, или 24, или 25 устанавливается пластиной-щупом из твердого немагнитного материала, например меди, а величина рабочего зазора 30 (фиг.7-10) между рабочими поверхностями 10 индуктора и обрабатываемой поверхностью детали 27, или 28, или 29 устанавливается пластиной-щупом из эластичного материала, например полиэтилена (на чертеже не показаны). Рабочий зазор 30 используется для заполнения магнитно-абразивным порошком.
Для обработки плоской поверхности детали 23 на горизонтально-фрезерном станке (фиг.4) эта деталь устанавливается на столе станка, устройство для магнитно-абразивной обработки закрепляется основанием 1 вверх на хоботе станка. Производится настройка рабочего положения индукторов. Ослабляются зажимные винты 13 и 15, и деталь 23 перемещается до плотного соприкосновения обрабатываемой поверхности с рабочими поверхностями 10 индукторов. Винты 13 и 15 закрепляются. После этого устанавливается требуемая величина рабочего зазора 30 с помощью пластины-щупа, для чего постепенно опускается стол станка, контролируя образующийся рабочий зазор 30. Затем в рабочий зазор 30 насыпается порция магнитно-абразивного порошка, включаются электродвигатели 5 и привод продольных подач станка в режиме возвратно-поступательных движений.
В случае обработки цилиндрической поверхности детали 24 на токарном станке (фиг.5) устройство для магнитно-абразивной обработки закрепляется основанием 1 вниз на поперечных направляющих суппорта токарного станка. Требуемая величина рабочего зазора 30 устанавливается перемещением салазок 3 с помощью регулировочных винтов 19.
Для обработки конической поверхности детали 25 на вертикально-фрезерном станке (фиг.6) устройство для магнитно-абразивной обработки закрепляется основанием 1 на столе этого станка, а деталь 25 - в шпинделе станка. Требуемая величина рабочего зазора 30 устанавливается перемещением салазок 3 с помощью регулировочных винтов 19.
Для обработки вогнутой сферической поверхности детали 26 (фиг.7), выпуклой сферической поверхности детали 27 (фиг.8), поверхности сложного профиля, являющейся фасонной поверхностью пуансона, симметричной относительно оси детали 28 (фиг.9), используется горизонтально-фрезерный станок, оснащенный вращающимся столом. Устройство для магнитно-абразивной обработки закрепляется основанием 1 на хоботе этого станка, а деталь 26, или 27, или 28 устанавливается на горизонтальный вращающийся стол станка так, чтобы ось обрабатываемой поверхности детали совпала с вертикальной осью вращающегося стола. После этого с помощью зажимных винтов 13, 14, 15 и регулировочных винтов 19, а также пластин-щупов из эластичного материала рабочие поверхности 10 индукторов устанавливаются над обрабатываемой поверхностью с требуемым рабочим зазором 30. Затем включаются электродвигатели 5 и привод вращающегося стола.
Обработка спиральной поверхности или спиральной канавки детали 29 на горизонтально-фрезерном станке, оснащенном поворотным столом (фиг.10), установка устройства для магнитно-абразивной обработки на станке, настройка рабочих поверхностей 10 индукторов относительно обрабатываемой поверхности и запуск станка аналогичны условиям обработки поверхностей деталей 26, 27 и 28. Деталь 29 устанавливается с помощью делительной головки на столе станка, повернутом на требуемый для обработки спиральной поверхности или спиральной канавки угол. Устанавливаются сменные шестерни гитары, с помощью которых согласовывается вращение детали 29 с движением подач станка.
Съем отработанного магнитно-абразивного порошка с рабочих поверхностей 10 индукторов производится с помощью скребков, изготовленных из немагнитного материала.
Таким образом, предлагаемое изобретение позволяет обрабатывать широкий спектр поверхностей деталей на различном металлорежущем оборудовании с минимальными затратами на переналадку, что значительно снижает подготовительно-заключительное время и себестоимость магнитно-абразивной обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2015 |
|
RU2599765C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2002 |
|
RU2220836C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ КОНУСНЫХ ПОВЕРХНОСТЕЙ СОПРЯГАЕМЫХ ИЗДЕЛИЙ | 2023 |
|
RU2802926C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи | 1978 |
|
SU848318A1 |
| Устройство для магнитно-абразивной обработки | 1990 |
|
SU1808669A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |

Изобретение относится к области машиностроения и может быть использовано для магнитно-абразивной обработки деталей, имеющих цилиндрические, плоские, сферические и др. поверхности. Устройство содержит магнитные системы с индукторами, расположенные друг против друга с возможностью перемещения и поворота. Индукторы закреплены на валах электродвигателей и собраны из чередующихся относительно их рабочих поверхностей постоянных магнитов и магнитопроводов. Рабочие поверхности индукторов выполнены тороидальными. Каждая магнитная система установлена с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360° вокруг каждой из этих осей. Такая конструкция позволяет обрабатывать широкий спектр поверхностей деталей на различном металлорежущем оборудовании с минимальными затратами на переналадку, что расширяет технологические возможности устройства и снижает время и себестоимость магнитно-абразивной обработки. 10 ил.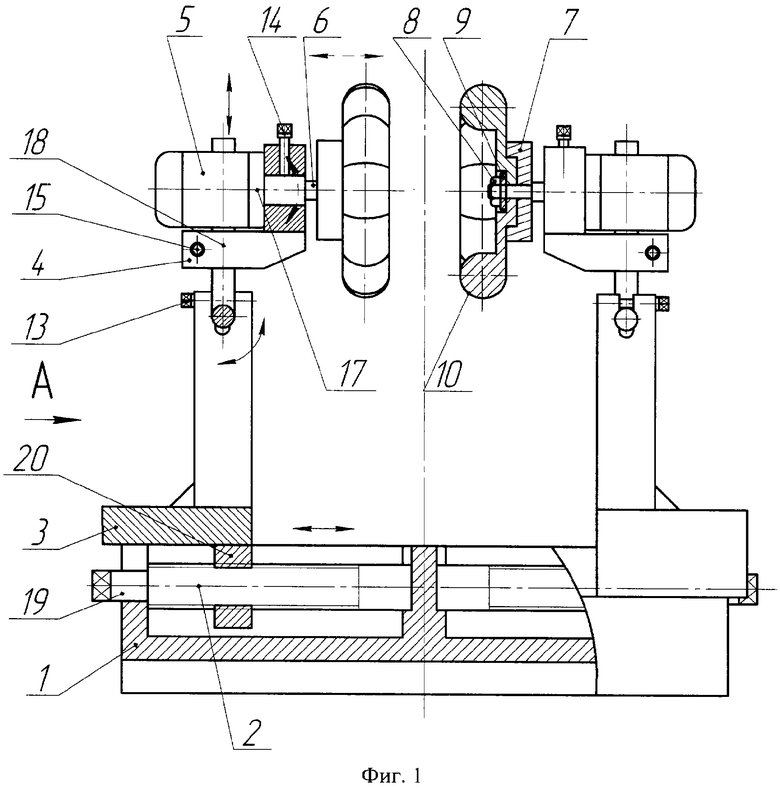
Устройство для магнитно-абразивной обработки, содержащее расположенные друг против друга с возможностью перемещения и поворота магнитные системы с индукторами, собранными из чередующихся относительно рабочих поверхностей индукторов постоянных магнитов и магнитопроводов, отличающееся тем, что индукторы закреплены на валах электродвигателей, а их рабочие поверхности выполнены тороидальными, при этом каждая магнитная система установлена с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360° вокруг каждой из этих осей.
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| Устройство для обработки сферических заготовок | 1975 |
|
SU531715A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Устройство для магнитно-абразивной обработки | 1988 |
|
SU1523314A1 |
| DE 3634409 A1, 21.04.1988. | |||

