Изобретение относится к машиностроению и может быть использовано для абразивной обработки деталей в магнитном поле ферроабразивным порошком.
Цель изобретения - повьпиение производительности обработки и упрощение конструкции устройства путем обеспечения самоосцилляции и упруго- го подпора ферроабразивного порошка
На фиг, 1 изображено устройствоj на фиг. 2 - сечение А-А на фиг. 1; на фиг.3 - расположение выступов на периферии магнитопроводов.
Устройство содержит соосно расположенные на валу 1 магнитопроводы, выполненные в виде дисков 2 и 3 с выполненными на периферии выступами 4, причем диски 2 и 3 повернуты относи- тельно друг друга на величину шага . выступов 4. Между дисками 2 и 3 расположен кольцевой постоянный магнит с осевой намагниченностью, т.е. с полюсами на торцах. Между полюсами Дисков 2 и 3 расположен ферроабра- зивный порошок 6 и средство для его формирования, выполненное в виде упругого кольца 7, охватывающего постоянный магнит 5.
Устройство работает следующим образом.
5
0 5
0
ление осевой составляющей Г, силы трения (резания) (F ) порошка и его осевое смещение от выступа одной полярности к выступу другой полярности. При этом происходит самоосцилляция порошка, повышающая производительность, качество обработанной поверхности за счет усложнения траектории движения абразива по обрабатываемой поверхности. Упругое кольцо 7 позволяет восстанавливать форму массы ферроабразивного порошка 6, деформированную при контакте с деталью 8. Кроме того, упругость кольца 5 позволяет создать нормальную силу резания, что повышает производительность обработки. Так как относительное движение ферромагнитного абразивного порошка и упругого кольца незначительно и кольцо мало изнашивается. Наличие упругого кольца позволяет су- щес.твенно упростить средство для придания формы ферроабразивного порошка, а применение постоянного магии-- та делает ненужным блок питания, токосъемник и прочее оборудование, необходимое для электромагнитов. Все это позволяет существенно упростить конструкцию устройства.
Формула изобретения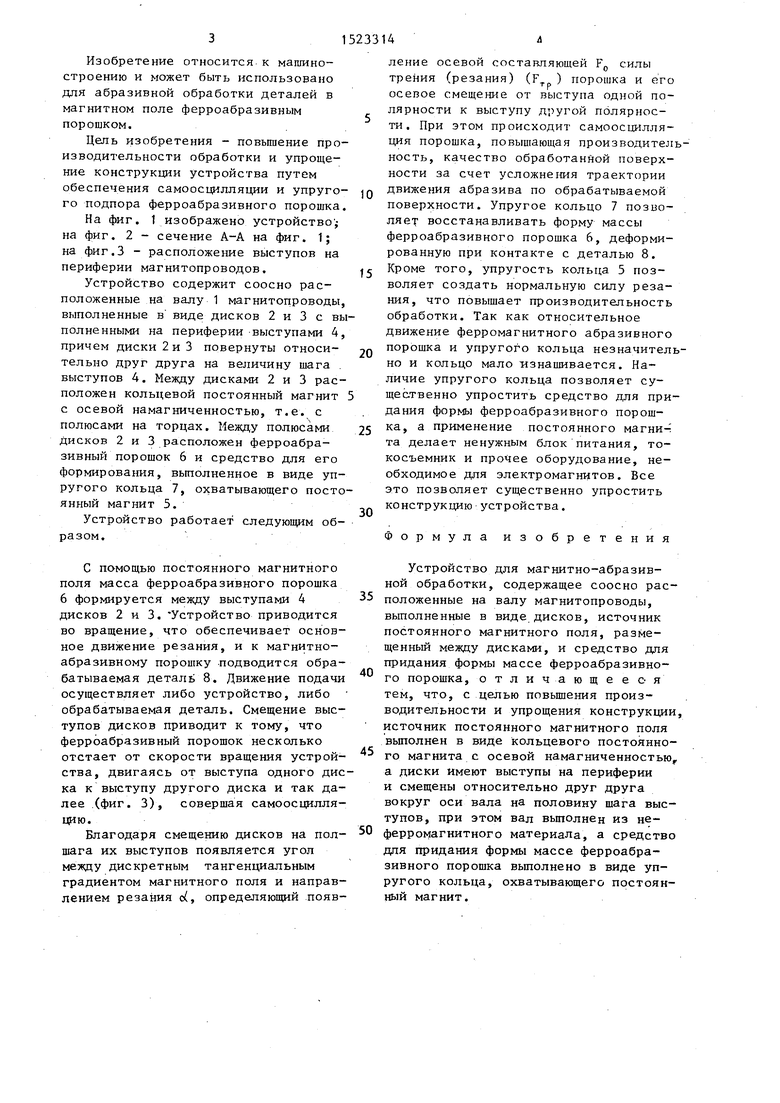
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитно-абразивной обработки внутренних поверхностей полых немагнитных деталей типа тел вращения | 1989 |
|
SU1773696A1 |
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1662816A2 |
| Приспособление для магнитно-абразивной обработки деталей | 1980 |
|
SU872222A2 |
| Цилиндрический индуктор для магнитно-абразивной обработки | 1987 |
|
SU1407774A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| Устройство для обработки изделий в магнитном поле | 1976 |
|
SU603570A1 |
| Способ магнитно-абразивной обработки деталей | 1982 |
|
SU1060439A1 |

Изобретение относится к машиностроению при абразивной обработке деталей в магнитном поле феррообразивным порошком и позволяет повысить производительность обработки и упростить конструкцию устройства. В устройстве феррообразивный порошок 6, сформированный кольцевым постоянным магнитом 5 между двумя соосными дисками 2 и 3 с выступами на периферии, вместе с устройством приводится во вращение и при контакте с деталью 8 производит обработку. Выступы на дисках 2 и 3 смещены относительно друг друга на половину шага, что обеспечивает некоторую осцилляцию феррообразивного порошка, повышающую производительность процесса. 3 ил.
С помощью постоянного магнитного поля масса ферроабразивного порошка 6 формируется между выступами 4 дисков 2 и 3. Устройство приводится во вращение, что обеспечивает основное движение резания, и к магнитно- абразивному порошку .подводится обрабатываемая деталь 8. Движение подачи осуществляет либо устройство, либо обрабатываемая деталь. Смещение выступов дисков приводит к тому, что ферроабразивный порошок несколько отстает от скорости вращения устройства, двигаясь от выступа одного диска к выступу другого диска и так далее .(фиг. 3), совершая самоосцилляцию.
Благодаря смещению дисков на полшага их выступов появляется угол меящу дискретным тангенциальным градиентом магнитного поля и направлением резания о(, определяющий появ
Устройство для магнитно-абразивной обработки, содержащее соосно расположенные на валу магнитопроводы, выполненные в виде.дисков, источник постоянного магнитного поля, размещенный между дисками, и средство дпя придания формы массе ферроабразивного порошка, отличающееся тем, что, с целью повьщ1ения производительности и упрощения конструкции, источник постоянного магнитного поля выполнен в виде кольцевого постоянного магнита с осевой намагниченностью, а диски имеют выступы на периферии и смещены относительно друг друга вокруг оси вала на половину шага выступов, при этом вал выполнен из неферромагнитного материала, а средство дпя придания формы массе ферроабразивного порошка выполнено в виде упругого кольца, охватывающего постоянный маг нит.
Фиг.1
тр
ЖГ
f % FO
A/8.J
| Устройство для магнитно-абразивного полирования | 1980 |
|
SU876392A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
