Область изобретения
Настоящее изобретение относится к производству ленты или проволоки путем быстрого охлаждения (закалки) расплавленного сплава, а более конкретно к композиционным и структурным характеристикам подложки литейного колеса, используемой для достижения быстрого охлаждения.
Описание уровня техники
Непрерывное литье ленты сплава осуществляют путем нанесения расплавленного сплава на вращающееся литейное колесо. Полоса формируется по мере того, как поток расплавленного сплава поддерживается и отверждается за счет отвода тепла с помощью быстро движущейся закалочной поверхности литейного колеса. Отвержденная полоса покидает охлаждающее колесо и поступает в мотальное оборудование. Для непрерывного литья полос высокого качества такая закаливающая поверхность должна выдерживать термически генерируемые механические напряжения, связанные с циклическим контактом с расплавленным металлом и удалением отвержденной полосы с литьевой поверхности. Любой дефект в закаливающей поверхности подвергается проникновению расплавленного металла, после чего удаление отвержденной полосы вырывает части охлаждающей поверхности, вызывая дальнейшую деградацию этой охлаждающей поверхности. В результате этого качество поверхности полос страдает тем больше, чем большие отрезки полос отливаются в пределах данной дорожки на охлаждающем колесе. Таким образом, отливаемая длина высококачественной полосы представляет собой непосредственный критерий качества материала колеса.
Ключевыми факторами улучшения рабочих характеристик закалочной поверхности являются: (i) использование сплавов, имеющих высокую теплопроводность, с тем чтобы тепло от расплавленного металла могло удаляться для отверждения полосы, и (ii) использование материалов с высокой механической прочностью для сохранения целостности литьевой поверхности, которая подвергается высоким уровням механических напряжений при повышенной температуре (>500°C). Однако сплавы, которые имеют высокую теплопроводность, не имеют высокой механической прочности, особенно при повышенных температурах. Поэтому теплопроводностью жертвуют ради использования сплавов с соответствующими прочностными характеристиками. Например, чистая медь имеет очень хорошую теплопроводность, но колеса из нее демонстрируют тяжелые повреждения после отливки коротких отрезков полосы. Другие примеры включают в себя различные виды медных сплавов и т.п. Альтернативно, на закалочную поверхность литейного колеса могут наноситься различные поверхностные слои для улучшения его рабочих характеристик, как описано в Европейском патенте №EP 0024506. Соответствующая процедура литья была подробно описана в патенте США №4142571, описание которого включено сюда путем ссылки.
Известные из уровня техники закалочные поверхности литейного колеса используют, как правило, в одной из двух форм: монолитной или многокомпонентной. В первом случае твердый блок сплава формуют в форме литейного колеса, которое необязательно снабжено охлаждающими каналами. Многокомпонентные закалочные поверхности содержат множество деталей, которые в собранном виде составляют литейное колесо, как описано в патенте США №4537239. Усовершенствования закалочной поверхности литейного колеса согласно настоящему описанию применимы ко всем видам литейных колес.
Закалочные поверхности литейного колеса до сих пор обычно изготавливали из однофазного медного сплава или из однофазного медного сплава с когерентными (сопряженными) или полукогерентрыми выделениями (т.е. выделившимися вторичными фазами). Такой сплав отливают и подвергают механической обработке некоторым образом перед изготовлением из него колеса/закалочной поверхности. Конкретные механические свойства, такие как твердость, прочность на разрыв и предел текучести, а также относительное удлинение, рассматривались с учетом компромисса по отношению к теплопроводности. Это делалось в попытке достичь наилучшего сочетания свойств механической прочности и теплопроводности, возможных для данного сплава. Причина этого является, в основном, двоякой: 1) чтобы обеспечить скорость закалки (быстрого охлаждения), которая является достаточно высокой для получения в результате той микроструктуры отливаемой полосы, которая является желаемой, 2) чтобы противостоять термическим и механическим повреждениям закалочной поверхности, которые приводили бы к ухудшению задания геометрических размеров полосы и тем самым делали бы продукт отливки не пригодным для использования. Типичные сплавы, демонстрирующие единственную фазу с когерентными или полукогерентрыми выделениями, включают в себя медно-бериллиевые сплавы различных составов и медно-хромистые сплавы с низкими концентрациями хрома. Как бериллий, так и хром имеют очень малую растворимость в меди в твердом состоянии.
Процесс литья полосы является сложным и поэтому динамические или циклические механические свойства должны рассматриваться очень серьезно с целью разработки такой закалочной поверхности, которая имеет превосходные рабочие характеристики. Способы, с помощью которых изготавливают исходный однофазный сплав для использования в качестве закаливающей поверхности, могут значительно повлиять на будущие рабочие характеристики при литье полосы. Это может быть связано с количеством механической обработки и последующих упрочняющих фаз, которые появляются после термообработки. Это также может быть связано с направленностью или дискретной природой некоторых способов механической обработки. Например, как ковка колец (кольцевая ковка), так и экструзия придают обрабатываемой детали анизотропию механических свойств. К сожалению, направление этой получаемой в результате ориентации обычно не совпадает с самым полезным направлением в пределах закалочной поверхности. Термообработка, используемая для достижения перекристаллизации сплава и роста зерен, а также выделения упрочняющих когерентных фаз в однофазной матрице сплава часто является недостаточной для уменьшения недостатков, возникающих в ходе стадий процесса механической обработки. Получаемая в результате закалочная поверхность демонстрирует микроструктуру, имеющую неоднородные размер, форму и распределение зерен. Изменения в обработке этих однофазных медных сплавов, которые использовали для получения структур с однородными мелкодисперсными равноосными зернами, описаны в патентах США №5564490 и 5842511. Мелкозернистая гомогенная однофазная структура уменьшает образование больших поверхностных раковин (ямок) в поверхности литейного колеса. Эти поверхностные раковины, в свою очередь, создают соответствующие «пупырышки» (выступы) на поверхности полосы, которая соприкасается с колесом во время процесса литья. Многие из этих дисперсионно-упрочняемых однофазных медных сплавов содержат бериллий в качестве одного из их компонентов. Проблемы биологической токсичности бериллийсодержащего сплава, который постоянно полируется для улучшения качества литейной поверхности, приводят к риску для здоровья. Соответственно, нетоксичные сплавы, которые демонстрируют хорошие свойства быстрого охлаждения расплавленного металла без ухудшения поверхности, уже давно являются предметом поисков.
Медно-никелево-кремниевые сплавы с добавками других элементов использовали в качестве замены бериллиево-медных сплавов в электронной промышленности, как это описано в патенте США 5846346. Однако в этом случае выделение вторичной фазы подавлено для обеспечения высокой теплопроводности и прочности. Публикация патента Японии №S60-45696 предлагает добавлять 14 добавок для получения очень мелкодисперсных выделений в определенных сплавах группы Корсона (Corson). Эти по существу однофазные сплавы содержат Cu с добавками от 0,5 до примерно 4 мас.% Ni и от 0,1 до примерно 1 мас.% Si. Возможные температуры литья для этого по существу однофазного сплава являются гораздо более низкими, чем требования к быстроохлаждающей литейной поверхности.
Как следствие, в данной области техники продолжает существовать потребность в нетоксичных охлаждающих колесах для быстрого отверждения расплавленного сплава, которые сохраняют качество поверхности литых полос, противостоя быстрому разрушению во время литья в течение продолжительного периода времени. До сих пор эта потребность не удовлетворяется существующими по существу однофазными медными сплавами, даже если их зеренная структура хорошо контролируется.
Раскрытие изобретения
Настоящее изобретение предлагает устройство для непрерывного литья полосы сплава. Формулируя в общем виде, устройство имеет литейное колесо, содержащее быстро движущуюся закалочную поверхность, которая охлаждает нанесенный на нее слой расплавленного сплава для быстрого отверждения в непрерывную полосу сплава. Закалочная поверхность состоит из двухфазного медно-никелево-кремниевого сплава (сплава меди-никеля-кремния), имеющего небольшие добавки других элементов.
Формулируя в общем виде, такой сплав имеет состав, состоящий по существу из примерно 6-8 мас.% никеля, примерно 1-2 мас.% кремния, примерно 0,3-0,8 мас.% хрома, остальное составляют медь и случайные примеси. Такой сплав имеет микроструктуру, содержащую мелкодисперсные зерна медной фазы, окруженные тонкими, хорошо связанными в виде сетки областями силицида никеля. Сплавы, имеющие такую микроструктуру, обрабатывают с использованием определенных способов литейного производства сплавов и способов механической обработки, а также конечной термообработки. Такая микроструктура сплава является ответственной за его высокую теплопроводность и высокие твердость и прочность. Теплопроводность обусловлена медной фазой, а твердость обусловлена фазой силицида никеля. Распределение окружающей фазы в виде сетки создает ячеистую структуру с размером ячеек в диапазоне 1-250 мкм, предоставляющую по существу гомогенную закалочную поверхность для быстрого охлаждения расплавленного расплава. Такой сплав противостоит деградации во время литья в течение более длительного периода времени. Из таких расплавленных сплавов могут быть отлиты длинные отрезки полос без образования на поверхности выступов, известных как «пупырышки», или других видов деградации поверхности.
Формулируя в общем виде, закалочную подложку литейного колеса по настоящему изобретению изготавливают способом, включающим в себя стадии, на которых: (a) отливают заготовку из медно-никелево-кремниевого двухфазного сплава, имеющего состав, состоящий по существу из примерно 6-8 мас.% никеля, примерно 1-2 мас.% кремния, примерно 0,3-0,8 мас.% хрома, остальное составляют медь и случайные примеси; (b) проводят механическую обработку упомянутой заготовки с формированием закалочной подложки литейного колеса; и (c) проводят термообработку упомянутой подложки с получением двухфазной микроструктуры, имеющей размер ячеек в диапазоне примерно 1-1000 мкм.
Использование двухфазной кристаллической закалочной подложки выгодным образом увеличивает срок службы литейного колеса. Продолжительности рабочих циклов для отливок, осуществляемых на такой закалочной поверхности, значительно увеличиваются, а качество материала, отливаемого в течение каждого цикла, улучшается, при этом без токсичности, сопутствующей медно-бериллиевым подложкам. Полоса, отлитая на таких закалочных поверхностях, обладает гораздо меньшим количеством поверхностных дефектов и, следовательно, увеличенным коэффициентом упаковки (% заполнения пакета); эффективность работы (кпд) трансформаторов распределения электрической мощности, изготовленных с использованием такой полосы, улучшается. Реакция закалочной поверхности во время всего цикла литья является замечательно постоянной от одной отливки к другой, в результате чего рабочие циклы по существу одной и той же длительности являются воспроизводимыми и поэтому облегчается составление графика обслуживания. Преимущественно, выходы годной полосы, быстро отвержденной на таких подложках, заметно улучшаются, время простоя, затрачиваемое на обслуживание подложек, минимизируется, а надежность процесса увеличивается.
Краткое описание чертежей
Настоящее изобретение будет понято более полно, а его дополнительные преимущества станут очевидными из следующего далее подробного описания и прилагаемых чертежей, на которых:
Фиг.1 представляет собой вид в перспективе устройства для непрерывного литья металлической полосы;
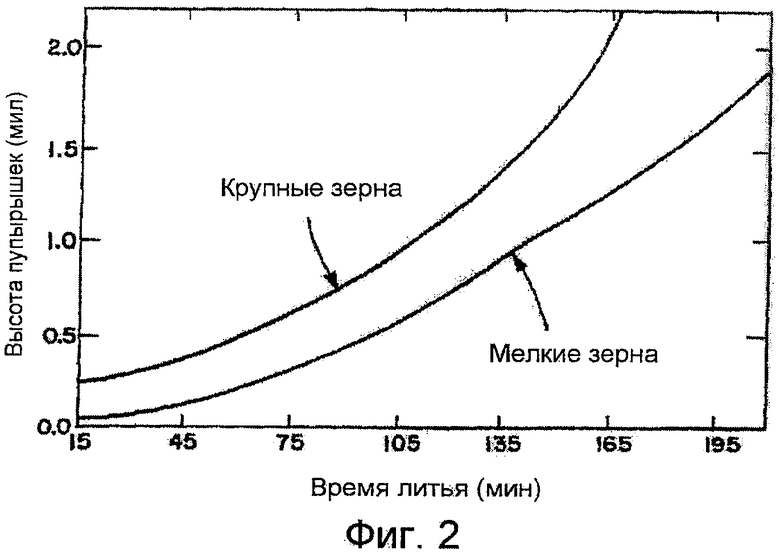
Фиг.2 представляет собой график, изображающий ухудшение рабочих характеристик («образование пупырышек») закалочной подложки из сплава Cu - 2 мас.% Be с когерентными или полукогерентными выделениями в зависимости от времени литья в случае непрерывного полосового литья полосы из аморфного сплава шириной 6,7 дюйма;
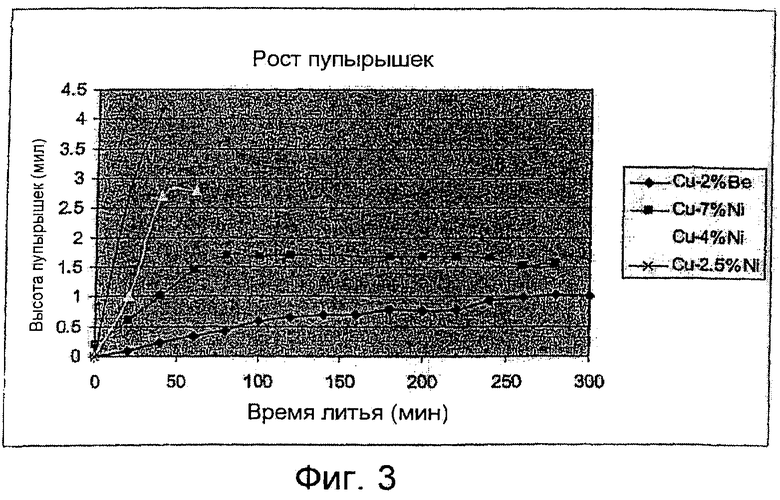
Фиг.3 представляет собой график, изображающий ухудшение рабочих характеристик за счет роста пупырышек в зависимости от времени для сплава Cu - 2% Be, двухфазного сплава Cu - 7% Ni, обозначенного как состав 2 в таблице 1, и по существу однофазных сплавов Cu - 4% Ni и Cu - 2,5% Ni, обозначенных как составы 3 и C18000 в таблице 1;
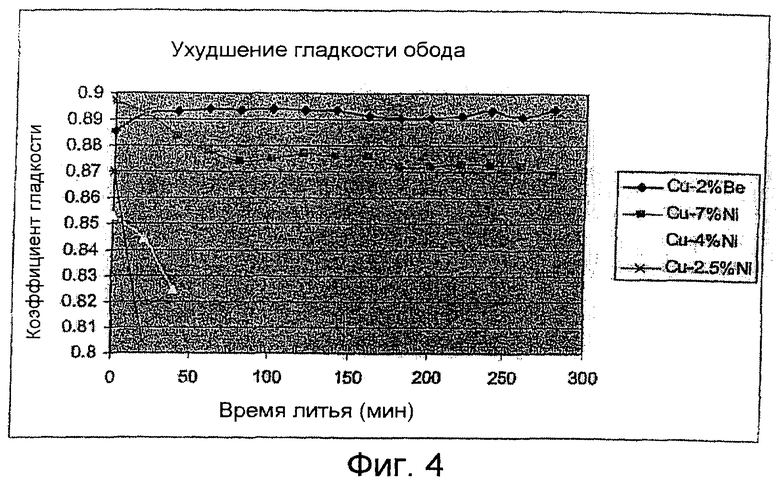
Фиг.4 представляет собой график, изображающий ухудшение рабочих характеристик за счет ухудшения гладкости обода в зависимости от времени для сплава Cu - 2% Be, двухфазного сплава Cu - 7% Ni, обозначенного как состав 2 в таблице 1, и по существу однофазных сплавов Cu - 4% Ni и Cu - 2,5% Ni, обозначенных как составы 3 и C18000 в таблице 1;
Фиг.5 представляет собой график, изображающий ухудшение рабочих характеристик за счет ухудшения коэффициента заполнения пакета в зависимости от времени для сплава Cu - 2% Be, двухфазного сплава Cu - 7% Ni, обозначенного как состав 2 в таблице 1, и по существу однофазных сплавов Cu - 4% Ni и Cu - 2,5% Ni, обозначенных как составы 3 и C18000 в таблице 1;
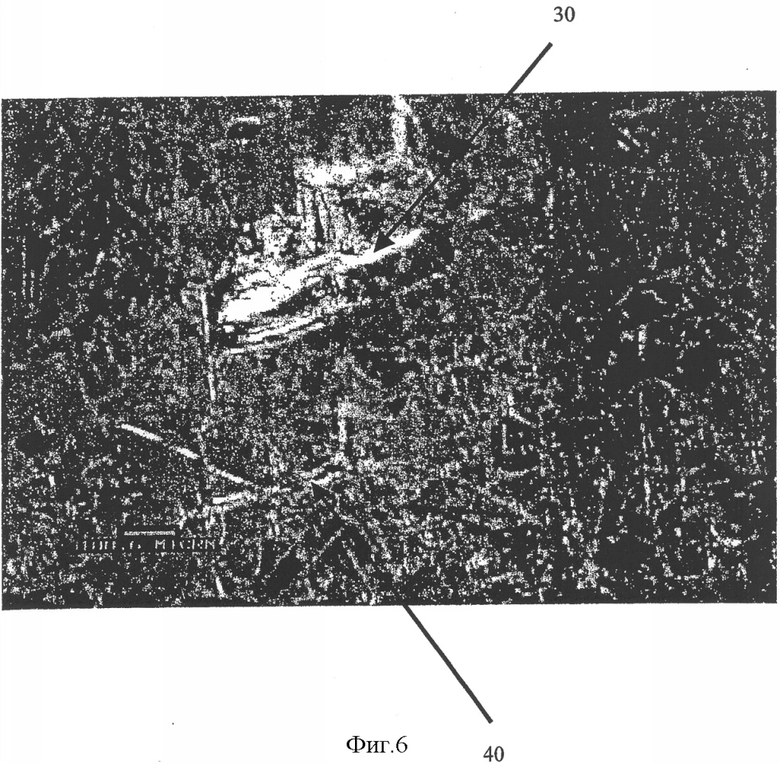
Фиг.6 представляет собой сделанную под микроскопом фотографию закалочной подложки из по существу однофазного сплава, обозначенного как состав C18000 в таблице 1, после литья полосы в течение 21 минуты, изображающую образование поверхностных раковин;
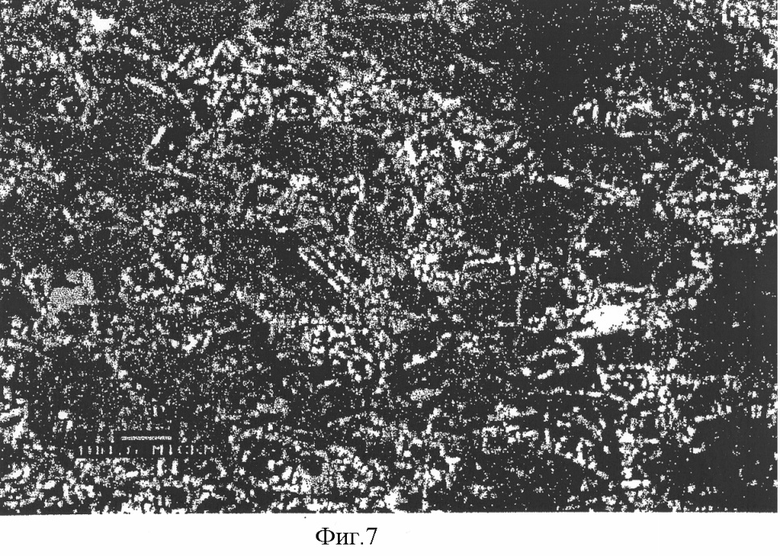
Фиг.7 представляет собой сделанную под микроскопом фотографию медно-никелево-кремниевой двухфазной закалочной подложки, обозначенной как сплав 2 в таблице 1, после литья полосы в течение 92 минут, изображающую стойкость к образованию поверхностных раковин.
Описание предпочтительных вариантов воплощения
Используемый здесь термин «аморфный металлический сплав» означает металлический сплав, в котором по существу отсутствует какой-либо дальний порядок и который характеризуется максимумами интенсивности при дифракции рентгеновских лучей, которые качественно сходны с теми, которые наблюдаются для жидкостей или неорганических оксидных стекол.
Термин «двухфазный сплав» со структурой, используемый здесь, означает сплав, который имеет обогащенные медью области, окруженные сеткой из силицида никеля, с получением ячеистой структуры, имеющей размер ячеек менее 250 мкм (0,010 дюйма).
Используемый здесь термин «полоса» означает тонкое тело, поперечные размеры которого являются гораздо меньшими, чем его длина. Таким образом, термин «полоса» включает в себя проволоку, ленту и лист, причем все они могут иметь правильное или неправильное (постоянное или непостоянное) поперечное сечение.
Термин «быстрое отверждение», используемый здесь по всему описанию и формуле изобретения, относится к охлаждению расплава со скоростью, составляющей, по меньшей мере, примерно от 104 до 106 °C/сек. Разнообразные технологии быстрого отверждения являются пригодными для производства полосы в рамках настоящего изобретения, например нанесение распылением на охлаждаемую подложку, струйное литье, литье из планарного потока и тому подобное.
Используемый здесь термин «колесо» означает тело, имеющее по существу круглое поперечное сечение и имеющее ширину (в осевом направлении), которая меньше, чем его диаметр. В противоположность этому валок обычно подразумевается имеющим ширину, большую, чем его диаметр.
Под термином «по существу гомогенный» здесь подразумевается то, что закалочная поверхность из двухфазного сплава имеет по существу однородный размер ячеек во всех направлениях. Предпочтительно, закалочная подложка, которая является по существу гомогенной, имеет однородность размера составляющих ее ячеек, характеризующуюся тем, что по меньшей мере примерно 80% всех ячеек имеют размер более 1 мкм и менее 250 мкм, а остальное составляют ячейки с размером более 250 мкм и менее 1000 мкм.
Термин «теплопроводящий», используемый здесь, означает, что закалочная подложка имеет значение теплопроводности более 40 Вт/м·K и менее примерно 400 Вт/м·K, более предпочтительно - более 80 Вт/м·K и менее примерно 400 Вт/м·K, а наиболее предпочтительно - более 100 Вт/м·K и менее 175 Вт/м·K.
В настоящем описании и в прилагаемой формуле изобретения устройство описывается со ссылкой на ту часть (секцию) литейного колеса, которая располагается на окружной периферии колеса и служит в качестве закалочной подложки. Следует понимать, что принципы настоящего изобретения являются применимыми, кроме того, к таким конфигурациям закалочной подложки, как лента (ленточная подложка), имеющая форму и конструкцию, отличные от формы и конструкции колеса, или к таким конфигурациям литейного колеса, в которых та часть, которая служит в качестве закалочной подложки, располагается на лицевой стороне колеса или на другой части колеса, отличной от окружной периферии колеса.
Настоящее изобретение предлагает двухфазный медно-никелево-кремниевый сплав с особой микроструктурой для использования в качестве закалочной подложки при быстром охлаждении расплавленного металла. В предпочтительном варианте воплощения сплава соотношение легирующих элементов никеля, кремния с малыми добавками хрома является определенным. Формулируя в общем виде, теплопроводящий сплав представляет собой медно-никелево-кремниевый сплав, состоящий по существу из примерно 6-8 мас.% никеля, примерно 1-2 мас.% кремния, примерно 0,3-0,8 мас.% хрома, остальное составляют медь и случайные примеси. Предпочтительно, теплопроводящий сплав представляет собой медно-никелево-кремниевый сплав, состоящий по существу из примерно 7 мас.% никеля, примерно 1,6 мас.% кремния, примерно 0,4 мас.% хрома, остальное составляют медь и случайные примеси. Чистота всех материалов является такой же, как и в стандартной промышленной практике.
Быстрое и однородное охлаждение (закалку) металлической полосы осуществляют за счет создания потока охлаждающей текучей среды через осевые каналы, лежащие вблизи закалочной подложки. Кроме того, из-за периодического нанесения расплавленного сплава на закалочную подложку по мере вращения колеса во время литья возникают большие термоциклические механические напряжения. Это приводит к возникновению большого радиального градиента температуры вблизи поверхности подложки.
Для предотвращения механической деградации (разрушения) закалочной подложки, которая в противном случае могла бы возникнуть из-за этого большого градиента температуры и термоциклической усталости, двухфазная подложка состоит из мелкодисперсных составляющих ее ячеек с однородным размером, которые инкапсулируют (заключают в себе) обогащенную медью фазу с помощью сетки из силицида никеля. Эта мелкодисперсная двухфазная ячеистая структура закалочной поверхности предотвращает удаление ячеек подложки отвержденной полосой, которая с высокой скоростью покидает закалочную поверхность. Эта целостность поверхности предотвращает развитие в колесе поверхностных раковин, которые воспроизводятся в полосе, образуя «пупырышки» или выступы. Эти пупырышки не дают возможности укладывать полосы в пакет с получением слоистого материала, уменьшая коэффициент заполнения пакета полосами.
Устройство и способы, пригодные для формирования поликристаллической полосы из алюминия, олова, меди, железа, стали, нержавеющей стали и тому подобного, описаны в нескольких патентах США. Металлические сплавы, которые при быстром охлаждении из расплава формируют твердые аморфные структуры, являются предпочтительными. Эти сплавы хорошо известны специалистам в данной области техники. Примеры таких сплавов описываются в патентах США 3427154 и 3981722.
Обращаясь к Фиг.1, здесь изображено обозначенное в целом позицией 10 устройство для непрерывного литья металлической полосы. Устройство 10 имеет кольцевое литейное колесо 1, установленное с возможностью вращения на его продольной оси, резервуар 2 для удерживания расплавленного металла и катушки 3 индукционного нагрева. Резервуар 2 находится в сообщении со щелевидным соплом 4, которое установлено вблизи подложки 5 кольцевого литейного колеса 1. Резервуар 2 дополнительно снабжен средствами (не показаны) для приложения давления к содержащемуся в нем расплавленному металлу для осуществления выдавливания его через сопло 4. Во время работы расплавленный металл, поддерживаемый под давлением в резервуаре 2, выбрасывается через сопло 4 на быстро движущуюся подложку 5 литейного колеса, где он отверждается с формированием полосы 6. После отверждения полоса 6 отделяется от литейного колеса и быстро удаляется от него, чтобы быть собранной с помощью моталки или другого пригодного устройства сбора (не показано).
Материал, из которого состоит закалочная подложка 5 литейного колеса, может представлять собой однофазную медь или любой другой металл или сплав, имеющий относительно высокую теплопроводность. Это требование является особенно важным, если является желательным изготовление аморфной или метастабильной полосы. Предпочтительные конструкционные материалы подложки 5 включают в себя дисперсионно-упрочняемые однофазные медные сплавы с мелкодисперсными, однородными по размеру зернами, такие как хромисто-медный (хромистая бронза) или бериллиево-медный дисперсионно-упрочняемые сплавы и бескислородная медь. Если это желательно, подложка 5 может быть отполирована до зеркального блеска или покрыта хромом или чем-либо подобным для получения полос, имеющих характеристики гладкой поверхности. Для обеспечения дополнительной защиты против эрозии, коррозии или термической усталости поверхность литейного колеса может быть покрыта обычным способом с использованием соответствующего стойкого или тугоплавкого покрытия. Как правило, наносится керамическое покрытие или покрытие из коррозионностойкого металла с высокой температурой плавления при условии, что смачиваемость выливаемым на охлаждающую поверхность расплавленным металлом или сплавом является адекватной.
Как указано выше, важным является, чтобы размер и распределение зерен в закалочной поверхности, на которой расплавленный металл или сплав непрерывно отливается в полосу, были соответственно как мелкодисперсными, так и однородными. Сравнение известных из уровня техники однофазных закалочных поверхностей с использованием двух различных размеров зерен по отношению к рабочим характеристикам при литье полосы показано на Фиг.2. Дисперсионно-упрочненный сплав Cu - 2% Be с более крупными зернами быстро деградирует из-за отрывающего действия полосы, которая покидает закалочную поверхность с большой скоростью, отрывая большие зерна и тем самым образуя поверхностные раковины. Один из механизмов, по которым происходит деградация при таких обстоятельствах, подразумевает образование очень малых трещин в поверхности закалочной подложки. Наносимый впоследствии расплавленный металл или сплав входит затем в эти малые трещины, отверждается там и вытягивается из них прочь вместе с прилегающими участками материала закалочной подложки по мере того, как отлитая полоса отделяется от закалочной подложки во время операции литья. Процесс деградации является дегенеративным, делаясь прогрессирующим образом все хуже со временем и уходя глубже в отливку. Растрескавшиеся или оторванные пятна на закалочной подложке называют «поверхностными раковинами», в то время как вызванные ими воспроизведенные выступы, присоединенные к нижней стороне отлитой полосы, называют «пупырышками». С другой стороны, дисперсионно-упрочненный однофазный медный сплав, имеющий мелкодисперсную гомогенную зеренную структуру, приводит в результате к уменьшенной деградации поверхности охлаждающего колеса, как описано в патенте США 5564490.
Закалочную подложку по настоящему изобретению изготавливают путем формирования расплава, содержащего двухфазный сплав меди-никеля-кремния с небольшими добавками хрома, и выливания этого расплава в литейную форму, тем самым формуя слиток. Фаза силицида никеля плавится при 1325°C и нелегко растворяется расплавленной медью, которая плавится при 1083°C. Рекомендуемый способ изготовления такого сплава включает в себя использование медно-никелевой лигатуры с 30-50 мас.% никеля и использование никелево-кремниевой лигатуры с 28-35 мас.% кремния. Оба этих сплава имеют температуры плавления ниже или вблизи температуры плавления меди и могут быть легко растворены без избыточного перегрева расплава меди. Перегрев расплава меди имеет недостатки, поскольку при этом сильно возрастает вхождение в состав кислорода и водорода. Растворение кислорода понижает теплопроводность, в то время как растворение водорода приводит к микропористости отливки.
Слиток в состоянии после литья подвергают многократной ударной обработке молотом и тем самым проковывают для разрушения полученной после литья двухфазной структуры слитка и формирования заготовки, имеющей более мелкодисперсную ячеистую структуру. В заготовке может проделываться отверстие с помощью пробойника с получением цилиндрического тела для дальнейшей обработки. Цилиндрическое тело разрезают на цилиндрические отрезки, которые ближе по форме к конечной закалочной подложке. Для способствования однородности мелкодисперсной ячеистой структуры цилиндрические отрезки подвергают ряду процессов механической деформации. Эти процессы включают в себя: (1) кольцевую ковку (ковку колец), при которой цилиндрический отрезок поддерживается наковальней (оправкой) и подвергается многократным ударам молота при постепенном поворачивании цилиндрического отрезка вокруг наковальни, в результате чего обрабатывается вся окружная периферия цилиндрического отрезка с использованием отдельных динамических ударов; (2) кольцевую прокатку (прокатку колец), которая подобна кольцевой ковке, за исключением того, что достигается механическая обработка цилиндрического отрезка значительно более однородным образом за счет использования набора валков, а не молота; и (3) пластическое формование, при которой оправку используют для задания внутреннего диаметра закалочной подложки, а набор рабочих инструментов действует по окружности вокруг цилиндрического отрезка с одновременным продвижением вдоль цилиндрического отрезка, тем самым одновременно утончая и вытягивая цилиндрический отрезок, при этом придавая обширную механическую деформацию.
В дополнение к процессам механической деформации, описанным выше, могут использоваться различные стадии термообработки, осуществляемые либо в промежутках между стадиями механической деформации, либо во время нее, для облегчения обработки и для получения сплава закалочной подложки, имеющего хорошо распределенную мелкодисперсную ячеистую структуру, в которой двухфазный сплав с обогащенной медью фазой окружен сеткой из фаз силицида никеля.
Фиг.2 представляет собой данные по эксплуатации бериллиево-медных сплавов в качестве закалочной подложки с двумя различными средними размерами зерен. В полосах, отлитых на подложке с более крупными зернами, легко развиваются пупырышки, поскольку литье полос прогрессирующим образом повреждает закалочную поверхность. Однофазный сплав с более мелкодисперсными зернами деградирует с более медленной скоростью, делая возможным литье более длинных отрезков полосы без формирования пупырышек.
Фиг.3 представляет собой график, изображающий ухудшение рабочих характеристик за счет роста пупырышек в зависимости от времени. График демонстрирует ухудшение рабочих характеристик за счет роста пупырышек в зависимости от времени для сплава Cu - 2% Be, двухфазного сплава Cu - 7% Ni, обозначенного как состав 2 в таблице 1, и по существу однофазных сплавов Cu - 4% Ni и Cu - 2,5% Ni, обозначенных как составы 3 и C18000 в таблице 1. «Пупырышки» являются непосредственным результатом образования поверхностных раковин на колесе во время литья полосы на одной и той же дорожке. Данные для двухфазного сплава меди - 7% никеля - кремния хорошо сопоставимы с данными для мелкозернистой однофазной дисперсионно-упрочненной закаливающей подложки, состоящей из сплава Cu - 2% Be.
Фиг.4 представляет собой график, изображающий ухудшение рабочих характеристик за счет ухудшения гладкости обода в зависимости от времени для сплава Cu - 2% Be, двухфазного сплава Cu - 7% Ni, обозначенного как состав 2 в таблице 1, и по существу однофазных сплавов Cu - 4% Ni и Cu - 2,5% Ni, обозначенных как составы 3 и C18000 в таблице 1. На ободе колеса образуются поверхностные раковины из-за постоянного отрывания отвержденной полосы, отливаемой на закалочной поверхности. Данные для двухфазного сплава меди - 7% никеля - кремния хорошо сопоставимы с данными для мелкозернистой однофазной дисперсионно-упрочненной закаливающей подложки, состоящей из сплава Cu - 2 мас.% Be.
Фиг.5 представляет собой график, изображающий ухудшение рабочих характеристик за счет ухудшения коэффициента заполнения пакета в зависимости от времени для сплава Cu - 2% Be, двухфазного сплава Cu - 7% Ni, обозначенного как состав 2 в таблице 1, и по существу однофазных сплавов Cu - 4% Ni и Cu - 2,5% Ni, обозначенных как состав 3 и C18000 в таблице 1. «Пупырышки» на таких полосах затрудняют пакетируемость полосы (ее способность к укладыванию в пакет), уменьшая коэффициент заполнения пакета. Коэффициент заполнения пакета удобно измерять с использованием метода испытаний, определенного в стандарте ASTM 900-91 (standard Test Method for Lamination Factor of Amorphous Magnetic Strip, 1992 Annual Book of ASTM Standards, Vol.03.04). Данные для двухфазного сплава меди - 7% никеля - кремния хорошо сопоставимы с данными для мелкозернистой однофазной дисперсионно-упрочненной закаливающей подложки, состоящей из сплава Cu - 2 мас.% Be.
На Фиг.6 изображена микроструктура закалочной поверхности, состоящей из сплава C18000, полученная после 21-го минутного литья полосы. Сплав C18000 представляет собой однофазный сплав, демонстрирующий гомогенное распределение мелкодисперсных зерен. Изображенный на микрофотографии маркер имеет длину 100 мкм; все изображение имеет ширину 1,4 мм (1400 мкм). На микрофотографии видно значительное развитие поверхностных раковин. Каждая раковина, обозначенная в целом позицией 30, отображается светлым участком. Трещины, обозначенные в целом позицией 40, имеют тенденцию к развитию в поверхностные раковины 30.
Фиг.7 представляет собой микрофотографию двухфазного сплава, имеющего состав, обозначенный как сплав 2 в таблице 1, изображающую гомогенное распределение мелкодисперсных ячеек после литья в течение 92 минут. Маркер, изображенный на микрофотографии, имеет длину 100 мкм; все изображение имеет ширину 1,4 мм (1400 мкм). Светлые участки представляют собой сетки вторичной фазы. На этой микрофотографии не видно сколько-нибудь значительного развития поверхностных раковин.
Медно-никелево-кремниевый сплав с небольшими добавлениями хрома не содержит опасных элементов, подобных бериллию. Ограничения согласно OSHA (Положению Администрации США по Охране Труда и Здравоохранению, от англ. «Occupational Safety and Health Administration») по меди, никелю, кремнию, хрому и бериллию в миллионных долях перечислены в Таблицах Z-1 и Z-2 OSHA «Допустимые пределы содержания загрязняющих веществ в воздухе» (Limits for Air Contaminants 1910.1000) и воспроизведены ниже:
Пределы согласно OSHA:
Эти пределы указывают на высокую опасность отравления бериллием.
Следующие далее примеры представлены для обеспечения более полного понимания настоящего изобретения. Конкретные технологии, условия, материалы, пропорции и приводимые данные приводятся для иллюстрации принципов и практического применения настоящего изобретения и являются иллюстративными, поэтому они не должны рассматриваться как ограничивающие рамки настоящего изобретения.
ПРИМЕРЫ
Для исследования были выбраны пять сплавов меди, никеля и кремния, которые приведены как сплавы под номерами 1, 2, 3, C18000 и C18200 в таблице 1. Состав каждого из этих сплавов приведен ниже в таблице 1.
Сплавы 1 и 2, имеющие мелкодисперсную ячеистую структуру с размером ячеек в 5-250 мкм, работают исключительно хорошо. Они представляют собой двухфазные сплавы с обогащенными медью областями, окруженными сеткой фазы силицида никеля. Рабочие характеристики закалочной подложки из сплава 2 сопоставимы с характеристиками сплава Cu - 2 мас.% Be, как показано на Фиг.3-5. Сплав 3 представляет собой однофазный медно-никелево-кремниевый сплав, который быстро изнашивается с менее чем 12% долговечностью. В нем формируются поверхностные раковины, легко вызывающие деградацию закалочной поверхности. C18000 представляет собой однофазный сплав, сходный со сплавом 3, и деградирует еще больше, чем сплав 3, из-за более низкого содержания никеля и кремния. Он демонстрирует деградацию за время в пределах 6% от времени литья для сплава 2. C18200 не содержит никеля и имеет самые плохие рабочие характеристики в этом ряду, демонстрируя деградацию закалочной поверхности за время в пределах менее 2% от времени литья для сплава 2.
Имея такое достаточно полное и подробное описание настоящего изобретения, будет понятно, что такие детали не являются его обязательным атрибутом и что специалистам в данной области техники могут быть предложены дополнительные изменения и модификации, причем все они попадают в рамки настоящего изобретения, определенные прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ ТВЕРДОГО МЕТАЛЛИЧЕСКОГО ПРИПОЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2317185C2 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ НАПЫЛЕНИЯ ПОКРЫТИЙ И ЛИТЕЙНАЯ ФОРМА МНОГОКРАТНОГО ИСПОЛЬЗОВАНИЯ | 1991 |
|
RU2020034C1 |
| Пуансон для производства стеклянных изделий | 2023 |
|
RU2815257C1 |
| ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ДЛЯ НЕВОДНОЙ ВТОРИЧНОЙ БАТАРЕИ, СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА И НЕВОДНАЯ ВТОРИЧНАЯ БАТАРЕЯ | 2003 |
|
RU2304324C2 |
| АЛЮМИНИЕВЫЙ СПЛАВ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2011 |
|
RU2570264C2 |
| ИЗНОСО-КОРРОЗИОННОСТОЙКИЙ МЕДНО-НИКЕЛЕВЫЙ СПЛАВ | 2013 |
|
RU2553799C2 |
| ПРИМЕНЕНИЕ СЕРОСОДЕРЖАЩИХ ТОПЛИВ ДЛЯ ПРЯМООКИСЛИТЕЛЬНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2001 |
|
RU2280297C2 |
| ЛИТАЯ ЖАРОСТОЙКАЯ СТАЛЬ | 2013 |
|
RU2550457C1 |
| ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ДЛЯ НЕВОДНОЙ ВТОРИЧНОЙ БАТАРЕИ, СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА И НЕВОДНАЯ ВТОРИЧНАЯ БАТАРЕЯ | 2003 |
|
RU2303318C2 |
| СПОСОБ ПРОИЗВОДСТВА ДВУХФАЗНЫХ Ni-Cr-Mo СПЛАВОВ | 2016 |
|
RU2702518C1 |

Изобретение относится к области металлургии, а именно к закалочным подложкам, используемым для производства лент путем быстрого отверждения расплавленного сплава. Медно-никелево-кремниевая закалочная подложка выполнена из теплопроводящего сплава, содержащего по существу примерно 6-8 мас.% никеля, примерно 1-2 мас.% кремния, примерно 0,3-0,8 мас.% хрома, остальное медь и случайные примеси и имеет ячеистую двухфазную микроструктуру с обогащенными медью областями, окруженными сеткой из фаз силицида никеля, при этом упомянутая структура является по существу гомогенной, а размер ячеек составляет 1-1000 мкм. Способ формирования закалочной подложки литейного колеса, включающий в себя стадии, на которых отливают заготовку из двухфазного медно-никелево-кремниевого сплава, имеющего состав, состоящий по существу из примерно 6-8 мас.% никеля, примерно 1-2 мас.% кремния, примерно 0,3-0,8 мас.% хрома, остальное составляют медь и случайные примеси, проводят механическую обработку упомянутой заготовки с формированием закалочной подложки литейного колеса и проводят термообработку упомянутой подложки с получением двухфазной микроструктуры, имеющей размер ячеек в диапазоне примерно 1-1000 мкм. Литье полосы осуществляют с минимальной деградацией поверхности в зависимости от времени литья. Количество материала, отливаемого за каждый цикл, увеличивается, при этом без токсичности, встречающейся у медно-бериллиевых подложек. 2 н. и 5 з.п. ф-лы, 7 ил., 1 табл.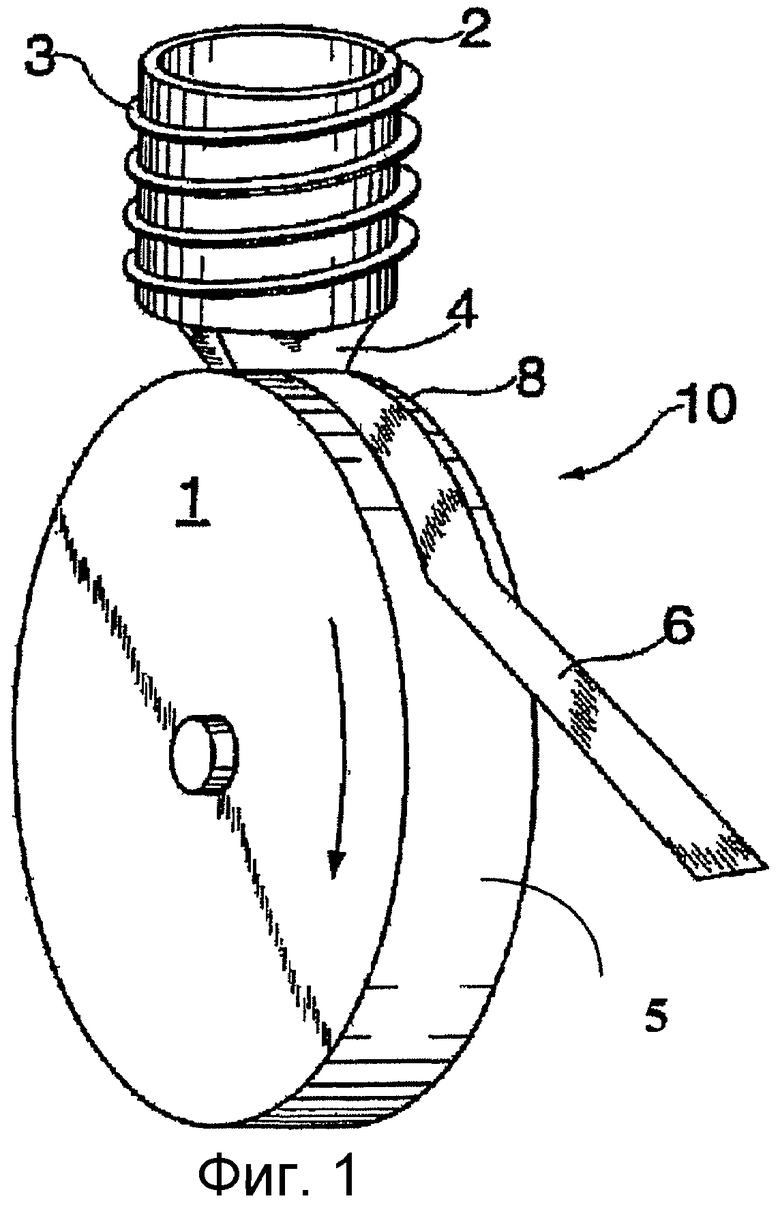
а) отливают заготовку из двухфазного медно-никелево-кремниевого сплава, имеющего состав, состоящий, по существу, из примерно 6-8 мас.% никеля, примерно 1-2 мас.% кремния, примерно 0,3-0,8 мас.% хрома, остальное составляют медь и случайные примеси;
b) проводят механическую обработку упомянутой заготовки с формированием закалочной подложки литейного колеса и
c) проводят термообработку упомянутой подложки с получением двухфазной микроструктуры, имеющей размер ячеек примерно 1- 1000 мкм.
| РОРА ANGELA at al, Characteristicile sistemului Cu-Ni-Si, functie de compusul NiSi, Cercet Metal, vol.18, Inst de cercet metal, Bucharest, Rom, 1977, p.513-521 | |||
| US 5846346 A, 08.12.1998 | |||
| ОДНОРОДНАЯ ЗАКАЛОЧНАЯ ПОДЛОЖКА | 1996 |
|
RU2174892C2 |
| Способ получения быстрозакаленной металлической ленты | 1980 |
|
SU1069932A1 |

