Изобретение относится к рыбной промышленности, а более конкретно к области автоматического оборудования для филетирования рыбы, и может найти применение на береговых рыбообрабатывающих предприятиях и судах промыслового флота.
Производство рыбного филе является наиболее экономически целесообразным процессом обработки в рыбообрабатывающей отрасли. Во-первых, отходы филетирования становятся дополнительным сырьем для производства сырьевой муки. Во-вторых, на всех этапах холодильной цепи получается значительная экономия как энергозатрат, так и холодильных емкостей. В-третьих, потребителю доставляется готовый продукт высокой пищевой ценности.
Филетирование рыбы является самостоятельным технологическим процессом разделывания. Исходным сырьем при филетировании является потрошеная обезглавленная тушка. Процесс филетирования включает следующие технологические операции:
- операцию распластывания, при которой расправляются боковички предварительно обезглавленной и потрошеной тушки;
- операцию вырезания реберных костей, при которой с помощью горизонтальных дисковых ножей от тушки отделяются реберные кости вместе с черной пленкой;
- операцию прорезания тушки со стороны брюшка, при которой с помощью вертикальных дисковых ножей от филейчиков отделяется хребтовая (позвоночная) кость и спинной плавник;
- операцию отделения и отвода филейчиков, при которой производится окончательное отделение филейчиков от костей и их отвод на конвейеры для дальнейшей обработки в шкуросъемных приспособлениях.
Общим требованием для всех операций филетирования является уменьшение отходов мяса.
Основными проблемами реализации технологического процесса филетирования рыбы являются: обеспечение экономичности вырезания костей и повышение выхода филейчиков за счет точной настройки рабочих органов на экономичный рез; точность выставления тушки на позиции обработки за счет применения прижимных устройств; повышение производительности филетировочной машины за счет увеличения быстродействия исполнительных механизмов; обеспечение точного измерения параметра тела рыбы (толщины, высоты или длины), расширение универсальности филетировочных машин с точки зрения видового состава и размерных диапазонов обрабатываемых рыб.
С целью максимально точной настройки режущих рабочих органов для каждого экземпляра рыбы должны определяться толщина тушки, а также толщина реберных и хребтовой костей.
Известно устройство для автоматической настройки рабочих органов рыборазделочной машины (а.с. №921493, СССР, МКИ3 А22С 25/14, опубл. 23.04.1982), включающее приспособление для измерения толщины рыбы, вычислительный блок для расчета параметров частей тела, исполнительный блок для настройки рабочих органов. Устройство позволяет измерять толщину рыбы механическим контактным способом, рассчитывать координаты точек обработки рыбы косвенным методом, осуществлять настройку рабочих органов на экономичный рез путем перемещения кассеты с рыбой.
Основным недостатком данного устройства являются применение контактного измерительного органа, что существенно снижает точность настройки рабочих органов вследствие различной консистенции сырья, так как механический щуп неизбежно продавливает ткань рыбы. В устройстве отсутствует запоминающий блок для записи измеряемых параметров тушки и программ обработки, что не позволяет хранить несколько программ для различных видов рыб и записывать результаты измерений для повторного использования. Кроме того, отсутствие запоминания измеренных параметров не позволяет во время обработки одного экземпляра рыбы производить измерение толщины следующего экземпляра, вследствие чего нельзя изменить скорость движения рыбы в устройстве. Также в устройстве нет возможности оперативной подрегулировки параметров обработки рыбы для различных партий рыбы. Вследствие этого существенно ограничивается универсальность и производительность устройства.
Известно опорное устройство, используемое для получения видеоизображения и обработки поперечного сечения тушки рыбы (пат. 4748724 США, МКИ4 А22С 25/14, опубл. 07.06.1988), включающее устройство для получения видеофотоизображения тела рыбы, вычислительный блок для расчета координат точек обработки, исполнительное устройство для настройки рабочих органов. Полученное при помощи видеокамеры плоское изображение поперечного сечения тушки позволяет рассчитать в вычислительном блоке косвенным методом координаты частей тела рыбы, а также координаты точек резания. Для настройки рабочих органов исполнительное устройство осуществляет движение рабочего органа относительно поперечного сечения тушки.
Решающим ограничением для применения данного устройства при филетировании рыбы является техническая сложность получения видеофотоизображения поперечного сечения тушки по ходу ее движения в устройстве для филетирования, так как тушка движется в положении приголовным срезом вперед. Необходимость периодического останова для видеофотосъемки поперечного сечения тушки существенно ограничивает производительность устройства для филетирования, усложняет кинематическую схему, что в конечном счете снижает надежность и быстродействие устройства.
Наиболее близким техническим решением является приспособление для обработки рыбы (заявка 2563972 Франция, МКИ А22С 25/16, 25/03, опубл. 09.05.85), состоящее из верхней направляющей для перемещения рыбы с захватами, опорной, поддерживающей брюшную часть тушки, направляющей, верхняя часть которой образована пересечением двух плоскостей, ориентированных под тупым углом друг к другу, режущего блока, состоящего из двух горизонтальных дисковых ножей, измерительного блока, состоящего из контактных створок и передающего стержня, исполнительного блока, состоящего из кулачка управления и рычага управления. Приспособление позволяет вырезать реберные и хребтовую кости из потрошеной обезглавленной тушки, отсекать нижнюю часть брюшной полости, в результате чего вырабатывают бескостное филе. Для настройки рабочих органов на экономичный рез приспособление снабжено измерительным блоком, который состоит из створок, между которыми рыба проталкивается на обработку, и передающего стержня. Створки разводятся телом рыбы на угол, прямо пропорциональный толщине тушки, а передающий стержень кинематически связан с исполнительным механизмом с целью преобразования механического перемещения створок в перемещение кулачка управления, который посредством рычага управления двигает рабочие органы режущего устройства.
К недостаткам приспособления следует отнести невысокую точность настройки рабочих органов на экономичное вырезание костей. Так как створки измерительного блока продавливают ткань рыбы, оценка толщины рыбы искажается, что может приводить к неполному вырезанию костей. Наличие механической связи между исполнительным и измерительным блоками ограничивает производительность приспособления, снижает надежность работы. Отсутствие непрерывного активного контроля за наличием неудаленных костей в готовом филе снижает качество готового продукта. Перенастройка программы механического исполнительного блока для настройки рабочих органов требует смены отдельных деталей, что является относительно трудоемкой операцией и ухудшает эксплуатационные характеристики приспособления.
Изобретение решает задачу повышения точности настройки рабочих органов на линию резания за счет применения бесконтактного измерительного блока, увеличения производительности за счет применения быстродействующих измерительного, вычислительного и исполнительного блоков, повышения надежности за счет построения вычислительного блока на основе микропроцессорных средств, улучшения качества выпускаемого филе за счет обеспечения выявления неудаленных костей.
Для достижения необходимого технического результата известное устройство, включающее верхнюю направляющую с приспособлениями для захвата тушки, опорную направляющую, верхняя часть которой образована пересечением двух плоскостей, ориентированных под тупым углом друг к другу, режущий блок, снабженный парой горизонтальных дисковых ножей, расположенных в выемках на верхних плоскостях опорной направляющей, измерительный блок, исполнительный блок, предлагается устройство оборудовать флюоресцентным сканирующим блоком контроля качества филе и приспособлением для удаления отбракованного филе с конвейера, режущий блок дополнить парой вертикальных дисковых ножей, измерительный блок выполнить в виде лазерного сканера. В исполнительный блок предлагается включить управляемые заслонки, которые расположены в соответствующих выемках на верхних плоскостях опорной направляющей и смонтированы с возможностью вертикального перемещения для изменения расстояния между заслонками и горизонтальными дисковыми ножами для регулирования толщины срезаемого слоя, снабженный электромагнитным стопором шаговый двигатель, устанавливающий заданный зазор между горизонтальными дисковыми ножами и заслонками, шаговый двигатель, устанавливающий зазор между вертикальными дисковыми ножами. Кроме того, устройство предлагается снабдить вычислительным блоком с микроконтроллером, обрабатывающим данные измерительного блока, флюоресцентного сканирующего блока контроля качества филе, а также управляющего работой шаговых двигателей, электромагнитного стопора и приспособления для удаления отбракованного филе с конвейера.
Флюоресцентный сканирующий блок контроля качества предлагается оборудовать ультрафиолетовой лампой, модулем для получения видеоизображения флюоресцирующих костей, графическим процессором, а приспособление для удаления отбракованного филе с конвейера выполнить в виде пневмоцилиндра с управляемым от микроконтроллера пневмораспределителем.
Анализ обмерных данных по основным промысловым видам рыб показывает, что зависимость между толщиной тушки и размерами реберных и хребтовой костей может быть выражена линейной зависимостью

где Х - искомый размер (толщина реберных или хребтовой костей), В - высота тушки рыбы, а и Х0 - коэффициент и постоянный член, величины которых соответствуют определенному виду или партии рыбы.
В связи с тем, что электромеханическим выходом устройства является вал шагового двигателя, то уравнение (1) может быть записано в виде

где ϕ и ϕ0 - соответственно угол поворота и начальный угол поворота вала шагового двигателя, В - высота тушки рыбы.
Наличие бесконтактного триангуляционного оптического датчика в виде лазерного сканера позволяет измерять высоту тушки вне зависимости от консистенции сырья. Применение лазера с высокой интенсивностью луча позволяет уверенно измерять высоту тушки в условиях водяного тумана и загрязнения рабочей зоны. Наличие пневматического сопла для очистки линзы лазерного сканера обеспечивает надежную работу излучающей и фотоприемной частей сканера и защиту от загрязнения рыбной чешуей, слизью и частицами кожного покрова. Кроме того, лазерный сканер позволяет измерять другой параметр тела рыбы (длину и толщину) в зависимости от ориентации рыбы при изменении технологической схемы движения тушек. Промышленные исследования показывают, что погрешность измерения параметров тела рыбы фотоэлектронным способом составляет не более ±0,5 мм. В основу работы лазерного сканера положен принцип оптической триангуляции. Излучение полупроводникового лазера формируется объективом в виде линии и проецируется на тушку. Рассеянное на тушке излучение объективом собирается на двумерной КМОП-матрице. Полученное изображение в виде множества точек вдоль лазерной линии на объекте анализируется микроконтроллером, который определяет высоту тушки и рассчитывает толщину костей косвенным методом.
В результате промышленных исследований установлено, что при облучении рыбного филе ультрафиолетовыми лучами имеет место флюоресценция костей (кратковременное люминесцентное излучение, прекращающееся почти сразу с окончанием облучения), которые остаются включенными в филе после обработки. При наличии соответствующего модуля для получения видеоизображения флюоресцирующих костей представляется возможным определить факт наличия и количество оставшихся костей после филетирования. Преобразование аналоговой информации с модуля для получения флюоресцентного видеоизображения костей в цифровой формат должно осуществляться по алгоритмам цифровой обработки в графическом процессоре.
Наличие микроконтроллера позволяет рассчитать толщину реберных и хребтовой костей по измеренной высоте тушки и передавать их цифровые значения в запоминающий модуль. Программа микроконтроллера позволяет на основании полученной от графического процессора информации о количестве оставшихся костей осуществлять оперативное подрегулирование в процессе обработки каждой партии рыбы, выбирать и корректировать программу обработки с целью уточнения коэффициентов а и Х0 в формуле (1). Микроконтроллер обладает высокой надежностью и долговечностью, практически безынерционен и обеспечивает высокое быстродействие и оперативную смену программы. Наличие запоминающего модуля позволяет хранить несколько программ обработки для различных видов рыб.
Режим работы исполнительных рабочих органов характеризуется как режим поворота или порционирования исполнительного вала. Цель управления состоит в обеспечении строгой пропорциональности между суммарным углом поворота и числом подаваемых управляющих импульсов, то есть в исключении накапливаемой ошибки. При этом закон движения во времени и фазовая траектория движения произвольны. Внутри интервала движения не устанавливается определенного соответствия между мгновенным положением исполнительного вала и моментом подачи каждого управляющего импульса. Динамическая ошибка лимитируется только условиями сохранения устойчивости движения. Этим условиям наиболее удовлетворяет цифровой шаговый привод. При этом увеличивается универсальность устройства, упрощается его кинематическая схема и повышается быстродействие в связи с использованием шаговых двигателей с цифровым управлением.
Наличие управляемой заслонки позволяет повысить точность и скорость позиционирования при автоматической настройке на вырезание реберных костей. Наличие электромагнитного стопора обеспечивает высокую точность позиционирования рабочих органов при выведении управляемой заслонки и вертикальных дисковых ножей в требуемую плоскость обработки. Кроме того, наличие управляемых заслонок позволяет филетировать виды рыб, у которых реберные кости короткие и расположены вертикально. В этом случае управляемая заслонка устанавливается выше отключенных горизонтальных дисковых ножей, а реберные и хребтовая кости совместно вырезаются вертикальными дисковыми ножами.
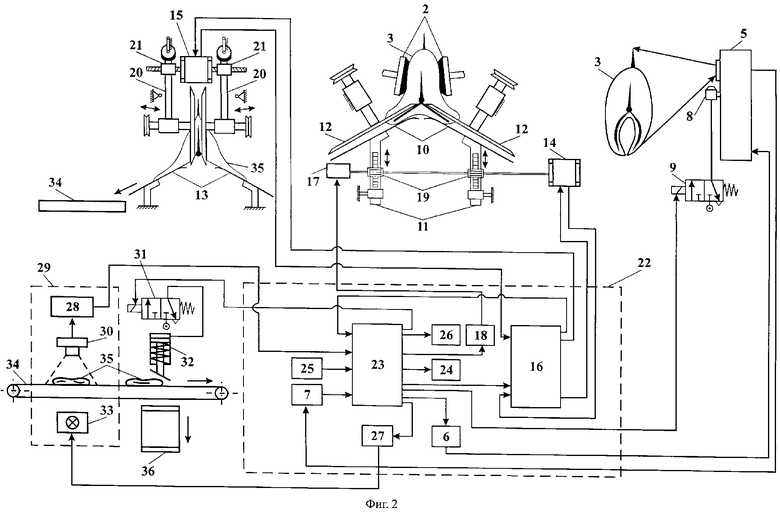
На фиг.1 представлена схема предлагаемого устройства для филетирования.
На фиг.2 представлена схема вычислительного блока предлагаемого устройства для филетирования.
На схемах приняты следующие обозначения:
1 - направляющая для перемещения рыбы;
2 - захваты;
3 - тушка рыбы;
4 - опорная направляющая;
5 - лазерный сканер;
6 - модуль коммутации лазерного сканера;
7 - модуль усиления сигнала с лазерного сканера;
8 - пневматическое сопло;
9 - пневмораспределитель с электромагнитным управлением;
10 - управляемые заслонки;
11 - стержни для регулирования зазора между горизонтальными дисковыми ножами и управляемыми заслонками;
12 - горизонтальные дисковые ножи;
13 - вертикальные дисковые ножи;
14, 15 - шаговые двигатели;
16 - модуль управления шаговыми двигателями;
17 - электромагнитный стопор;
18 - модуль управления электромагнитным стопором;
19 - шестеренки;
20 - штанги для регулирования зазора между вертикальными дисковыми ножами;
21 - втулки;
22 - вычислительный блок;
23 - микроконтроллер;
24 - запоминающий модуль;
25 - клавиатура;
26 - индикатор;
27 - модуль коммутации ультрафиолетовой лампы;
28 - графический процессор;
29 - флюоресцентный сканирующий блок;
30 - модуль для получения видеоизображения флюоресцирующих костей;
31 - пневмораспределитель с электромагнитным управлением;
32 - приспособление для удаления отбракованного филе с конвейера;
33 - ультрафиолетовая лампа;
34 - конвейер для отвода филейчиков;
35 - филейчик;
36 - конвейер для отвода бракованного филе.
В предлагаемом техническом решении точная настройка рабочих органов на вырезание костей осуществляется за счет косвенного определения координат плоскости резания по высоте тушки. При помощи лазерного сканера высота рыбы измеряется независимо от плотности тушки. Наличие флюоресцентного сканирующего блока позволяет определить количество оставшихся после филетирования костей и передавать эту информацию в микроконтроллер для оперативной поднастройки рабочих органов. Микроконтроллер позволяет рассчитать толщину костей косвенным методом в соответствии с формулой (1), координаты плоскости резания, угол поворота шаговых двигателей в соответствии с формулой (2), сохранить результаты измерений и расчетов в запоминающем модуле для дальнейшего использования. При помощи клавиатуры и индикатора оператор осуществляет оперативную подрегулировку параметров филетирования по результатам наблюдения за ходом обработки. Шаговые двигатели с цифровым управлением перемещают управляемую заслонку и вертикальные дисковые ножи, что существенно увеличивает быстродействие, точность и надежность исполнительного механизма. Электромагнитный стопор обеспечивает точное позиционирование управляемых заслонок. Наличие вертикальных дисковых ножей позволяет более эффективно вырезать хребтовую кость и спинной плавник, отводить филейчики из зоны обработки, а при необходимости вырезать также и реберные кости, расположенные вертикально, при отключении горизонтальных дисковых ножей. В результате это обеспечивает более точную и быструю настройку рабочих органов на экономичное вырезание реберных и хребтовой костей, более высокую универсальность и производительность устройства для филетирования различных видов рыб.
В предлагаемом устройстве для филетирования имеется направляющая для перемещения рыбы 1, соединенная с захватами 2. Захваты 2 удерживают тушку рыбу 3 в положении головной частью вперед и брюшной частью вниз. Под тушкой рыбы 3 находится опорная направляющая 4, которая распластывает боковички тушки и соединена с каркасом устройства (здесь не показан). Лазерный сканер 5 соединен с модулем коммутации лазерного сканера 6 и модулем усиления сигнала с лазерного сканера 7. Пневматическое сопло 8 соединено с лазерным сканером 7 и пневмораспределителем 9. Управляемые заслонки 10 соединены со стержнями для регулирования зазора 11 между горизонтальными дисковыми ножами 12 и управляемыми заслонками 10. Горизонтальные дисковые ножи 12 и вертикальные дисковые ножи 13 являются режущими рабочими органами и располагаются по обе стороны от опорной направляющей 4, причем горизонтальные дисковые ножи и управляемые заслонки 10 расположены в соответствующих выемках на верхних плоскостях опорной направляющей, таким образом, тушка рыбы упирается и скользит нижней частью брюшка по заслонкам 10. Шаговые двигатели 14 и 15 соединены с модулем управления шаговыми двигателями 16. Электромагнитный стопор 17 соединен с модулем управления электромагнитным стопором 18. Стержни для регулирования зазора 11 между горизонтальными дисковыми ножами 12 и управляемыми заслонками 10 соединены с исполнительным валом шагового двигателя 14 и электромагнитного стопора 17 посредством шестеренок 19. Вертикальные дисковые ножи 13 соединены со штангами 20 для регулирования зазора между вертикальными дисковыми ножами 13. Заслонки 10 смонтированы на стержнях с возможностью изменения расстояния между ними и горизонтальными дисковыми ножами с целью регулирования толщины срезаемого слоя. Штанги 20 для регулирования зазора между вертикальными дисковыми ножами 13 соединены с исполнительным валом шагового двигателя 15 посредством втулок 21. В составе вычислительного блока 22 микроконтроллер 23 соединен с модулем управления шаговыми двигателями 16, модулем управления электромагнитным стопором 18, модулем коммутации лазерного сканера 6, модулем усиления сигнала с лазерного сканера 7, запоминающим модулем 24, клавиатурой 25, индикатором 26, модулем коммутации ультрафиолетовой лампы 27, графическим процессором 28. В составе флюоресцентного сканирующего блока 29 модуль для получения видеоизображения флюоресцирующих костей 30 соединен с графическим процессором 28. Пневмораспределители с электромагнитным управлением 9 и 31 соединены с микроконтроллером 23. Приспособление для удаления отбракованного филе с конвейера 32, выполненное в виде пневмоцилиндра, соединено с пневмораспределителем 31. Ультрафиолетовая лампа 33 соединена с модулем коммутации ультрафиолетовой лампы 27. В устройстве имеется конвейер для отвода филейчиков 34 и конвейер для отвода бракованного филе 36.
Работа устройства для филетирования рыбы осуществляется следующим образом.
Захваты 2, удерживающие тушку рыбы 3 в положении головной частью вперед и брюшной частью вниз, катятся по направляющей для перемещения рыбы 1. По команде с микроконтроллера 23 модуль коммутации лазерного сканера 6 включает цепь питания полупроводникового лазера. При прохождении рыбы мимо лазерного сканера 5 тушка 3 освещается лазерным лучом с вертикальной разверткой, после чего посредством модуля усиления сигнала с лазерного сканера 7 значение длины лазерной линии передается в микроконтроллер 23, входящий в состав вычислительного блока 22. При загрязнении линзы лазерного сканера 5 и снижении уровня сигнала микроконтроллер 23 включает пневмораспределитель 9, который подает сжатый воздух в пневматическое сопло 8, продувающее от загрязнений поверхность линзы лазерного сканера 5. Микроконтроллер 23 рассчитывает толщину реберных и хребтовой костей по формуле (1), после чего передает значения углов поворота шаговых двигателей в блок управления шаговыми двигателями 16. Опорная направляющая 4 распластывает боковички тушки и разводит реберные кости в стороны. Блок управления шаговыми двигателями 16 формирует последовательность импульсов, соответствующую рассчитанным углам поворота шаговых двигателей, и осуществляет частотное управление шаговыми двигателями 14 и 15. Шаговый двигатель 14 посредством шестеренок 19 подвигает стержни для регулирования зазора 11 между горизонтальными дисковыми ножами 12 и управляемыми заслонками 10. Стержни 11 перемещают управляемые заслонки 10 на определенное расстояние, соответствующее толщине реберных костей. Микроконтроллер 23 передает команду останова в модуль управления электромагнитным стопором 18. Модуль управления электромагнитным стопором 18 включает электромагнитный стопор 17, который фиксирует вал шагового двигателя 14 в неподвижном состоянии, что обеспечивает точное позиционирование управляемых заслонок 10. Тушка 3 опирается нижней частью брюшка на управляемые заслонки 10 и скользит по ним, попадая нижней частью боковичков с реберными костями в зазор между горизонтальными дисковыми ножами 12 и управляемыми заслонками 10. Горизонтальные дисковые ножи 12 прорезают боковички тушки, вырезая при этом реберные кости и черную пленку. Захваты 2 перемещают тушку по направляющей 1 к вертикальным дисковым ножам 13. Шаговый двигатель 15 разводит штанги 20 для регулирования зазора между вертикальными дисковыми ножами 13, вследствие чего выставляется необходимый зазор между вертикальными дисковыми ножами 13, соответствующий толщине хребтовой кости. Вертикальные дисковые ножи 13 прорезают тушку со стороны спинки, вырезая хребтовую кость и спинной плавник. Филейчики 35 отделяются от кости и падают на конвейер отвода филейчиков 34. По конвейеру отвода филейчиков 34 филейчики перемещаются в поле зрения модуля для получения видеоизображения флюоресцирующих костей 30. Микроконтроллер 23 подает команду на модуль коммутации ультрафиолетовой лампы 27, который в начале работы устройства включает, а в конце работы выключает ультрафиолетовую лампу 33. Снизу филе 35 освещается ультрафиолетовой лампой 33, что вызывает флюоресценцию костей, оставшихся в филейчиках после обработки. Видеоизображение флюоресцирующих костей передается в графический процессор 28, где преобразуется в цифровой формат. Графический процессор 28 передает в микроконтроллер 23 информацию о количестве костей, оставшихся в филе. Микроконтроллер 23 оперативно корректирует в программе коэффициент для формулы (1), при наличии костей подает команду на пневмораспределитель 31, который приводит в действие приспособление для удаления отбракованного филе с конвейера 32. Приспособление для удаления отбракованного филе с конвейера сталкивает бракованное филе на конвейер отвода бракованного филе 36, которое направляется на дозачистку костей. Микроконтроллер 23 передает информацию о толщине тушки и углах поворота шаговых двигателей в запоминающий модуль 24. Оператор при помощи клавиатуры 25 вводит в микроконтроллер 23 числовые значения коэффициента для формулы (1), наблюдая измеренные значения и параметры настройки при помощи индикатора 26. При отключенных горизонтальных дисковых ножах 12 управляемые заслонки 10 выставляются выше горизонтальных дисковых ножей 12, а вертикальные дисковые ножи 13 настраиваются на зазор, соответствующий ширине подреберного пространства тушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФИЛЕТИРОВАНИЯ РЫБЫ | 2015 |
|
RU2626138C2 |
| УСТРОЙСТВО ДЛЯ ФИЛЕТИРОВАНИЯ ТУШЕК РЫБЫ | 1999 |
|
RU2168899C2 |
| Устройство для филетирования рыбы | 1990 |
|
SU1762848A1 |
| Устройство для филетирования рыбы | 1990 |
|
SU1832003A1 |
| Устройство для филетирования рыбы | 1975 |
|
SU745468A1 |
| Устройство для филетирования рыбы | 1981 |
|
SU971205A2 |
| Устройство для филетирования рыбы | 1990 |
|
SU1708237A1 |
| Устройство для филетирования рыбы | 1988 |
|
SU1768110A1 |
| Машина для филетирования рыбы | 1980 |
|
SU955889A1 |
| Машина для филетирования рыбы | 1981 |
|
SU993899A2 |
Изобретение относится к рыбной промышленности, а более конкретно к области автоматического оборудования для филетирования рыбы, и может найти применение на береговых рыбообрабатывающих предприятиях и судах промыслового флота. Устройство включает верхнюю направляющую с приспособлениями для захвата тушки, опорную направляющую, верхняя часть которой образована пересечением двух плоскостей, ориентированных под тупым углом друг к другу, режущий блок, снабженный парой вертикальных и парой горизонтальных дисковых ножей, измерительный блок в виде лазерного сканера и исполнительный блок. Исполнительный блок включает управляемые заслонки, расположенные в соответствующих выемках верхних плоскостей опорной направляющей и смонтированные с возможностью вертикального перемещения для изменения расстояния между заслонками и горизонтальными дисковыми ножами для регулирования толщины срезаемого слоя. Кроме того, устройство оборудовано флюоресцентным сканирующим блоком контроля качества филе и приспособлением для удаления отбракованного филе с конвейера. Изобретение позволяет увеличить производительность устройства и повысить его надежности. 2 з.п. ф-лы, 2 ил.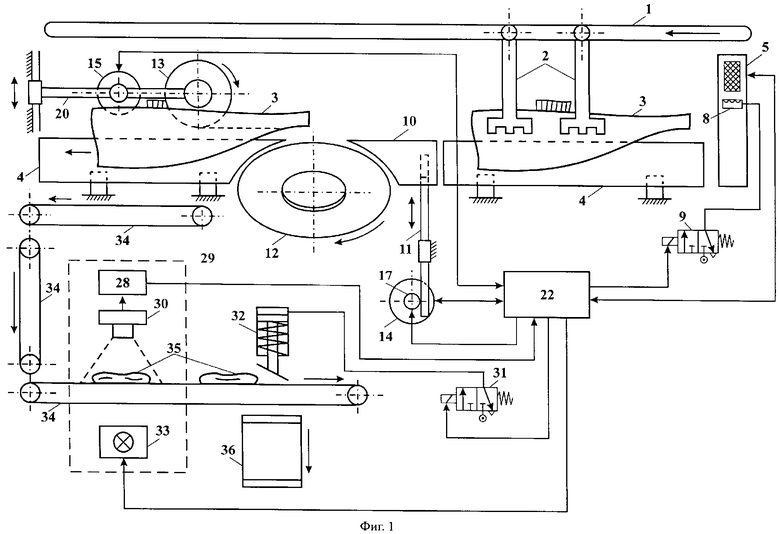
| ПРОСТРАНСТВЕННО-РАСПРЕДЕЛЕННЫЙ КОМПЛЕКС СРЕДСТВ СОЗДАНИЯ РАДИОПОМЕХ | 2014 |
|
RU2563972C1 |
| US 4748724, 07.06.1988 | |||
| Устройство для автоматической настройки рабочего органа рыборазделочной машины | 1980 |
|
SU921493A1 |

