Изобретение относится к литейному производству, в частности к изготовлению литых цепей, преимущественно с круглыми звеньями, которые используются для тепловых цепных завес вращающихся цементных печей.
Такие цепи изготавливают двумя способами: сваркой из проката (ГОСТ 5.1925) и литьем (ТУ 2924490-123-51468360-01).
Сварные цепи имеют существенные недостатки, в том числе низкую стойкость, неудовлетворительную интенсивность теплообмена вследствие минимальной поверхности звена и зависимости профиля сечений звеньев от проката.
Литые цепи не имеют указанных недостатков. Могут быть изготовлены звенья любого профиля из любого материала. Однако используемые для этого литейные формы - металлические [1] и неметаллические [1, 2] - не обеспечивают необходимое качество цепей при высокой сложности технологического процесса и длительности цикла.
Известна литейная неметаллическая форма для литья звеньев [2], которая изготавливается в восемь стадий с применением «перекидного болвана» и двух готовых звеньев. В результате заливки формы сплавом, охлаждения его и выбивки получают три звена цепи. Повторив операции, получают следующие три звена и так далее. Соединяя отдельные части, получают цепь с необходимым числом звеньев.
Известна литейная неметаллическая форма [1, фиг.1], в которой выполняется несколько полостей за счет использования стержней, и формируется соответствующее количество звеньев. В частности, песчано-глинистая форма [1, фиг.1] для изготовления цепи длиной 1 м содержит две полуформы с литниковой системой и четыре блока стержней, в которых выполнены четыре овалообразные полости звеньев цепи, расположенных вертикально, и четыре полости, расположенных горизонтально в самой форме. Полости и звенья расположены своими большими осями симметрично по прямой.
Однако таким литейным формам также присущи недостатки, заключающиеся в том, что полости звеньев расположены в один ряд, поэтому в одной форме они размещаются в ограниченном количестве и изготавливается только часть цепи, а для получения непрерывных многозвеньевых цепей требуется последующее сращивание отдельных частей заливкой соответствующего количества звеньев, что влечет за собой усложнение техпроцесса, удлинение цикла изготовления и разнородность звеньев в одной и той же цепи вследствие их изготовления из сплава разных плавок.
В основу изобретения положена техническая задача расширения технологических возможностей для литья цепей с круглыми звеньями и повышения качества цепей за счет исключения разнородности звеньев.
Указанная задача решается тем, что в литейной неметаллической форме для изготовления непрерывных литых цепей, преимущественно с круглыми звеньями, содержащей стопку стержней, в которых выполнены элементы литниковой системы и круглые полости звеньев, соединенные между собой по типу цепи, но без взаимного смыкания за счет образования стенки между ними, согласно изобретению полости звеньев в количестве, равном количеству звеньев всей цепи, расположены двумя и более уровнями; на каждом уровне полости расположены в виде буква «П» или неполной окружности так, что конечная полость каждого уровня соединена с начальной полостью звена следующего уровня переходной полостью звена, расположенной равными своими частями на двух смежных уровнях, а все полости звеньев цепи образуют непрерывную зигзагообразную фигуру общей длиной ΣlП=К·(t-δ), что соответствует длине цепи lЦ=К·t, где К - количество полостей в литейной форме, совпадающее с количеством звеньев в цепи, шт.; t - диаметр внутреннего контура круглой полости, совпадающий с шагом цепи, м; δ - толщина стенки между смежными полостями, м.
Количество уровней в стопке стержней для одной цепи определено по соотношению  , где n - количество полостей на каждом уровне без переходных полостей, шт.
, где n - количество полостей на каждом уровне без переходных полостей, шт.
Для изготовления в одной литейной форме нескольких цепей количество полостей на уровне, замыкающем одну цепь, равно n, а количество уровней определено по формуле
где N - количество цепей в одной форме, шт.; i - порядковый номер цепи от 1 до N, ед.
Предлагаемая конструкция литейной формы обеспечивает получение непрерывных многозвенных цепей заданной длины, исключает необходимость сращивания отдельных частей цепи от разных заливок и сплава разных плавок, что расширяет технологические возможности процесса литья цепей.
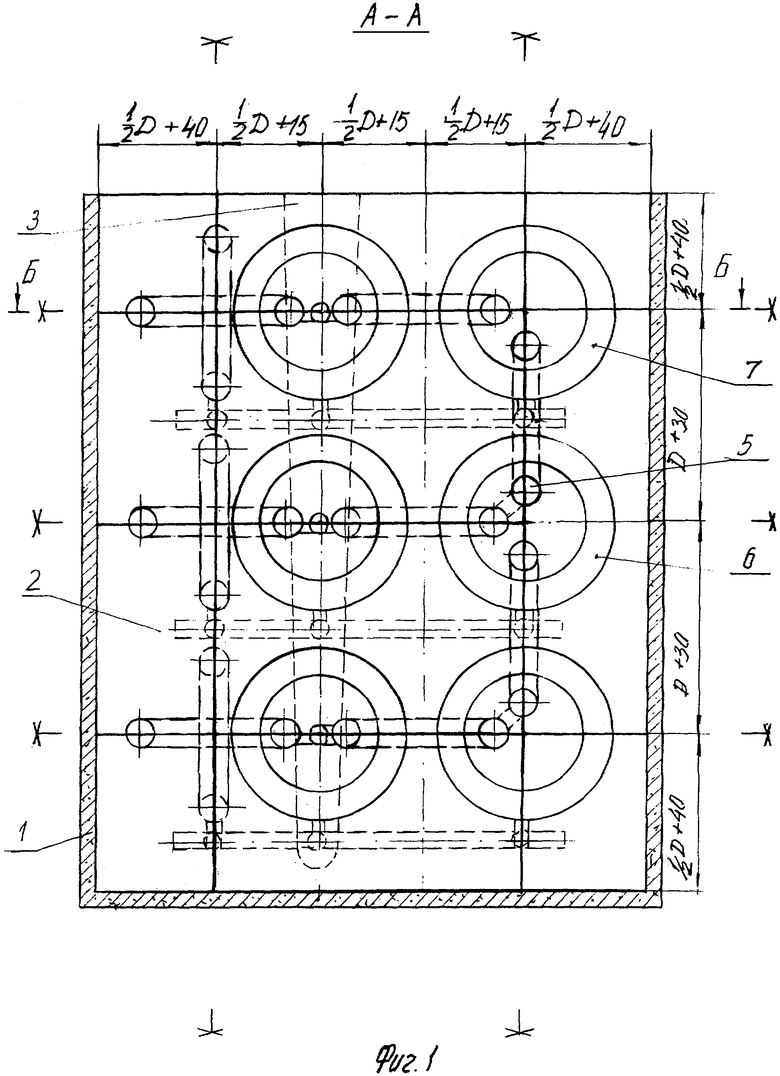
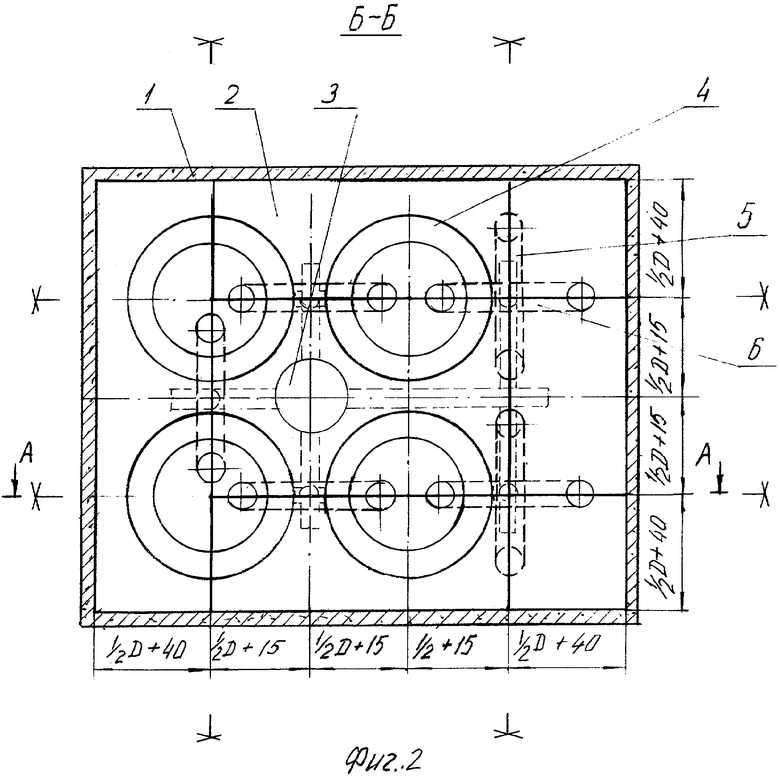
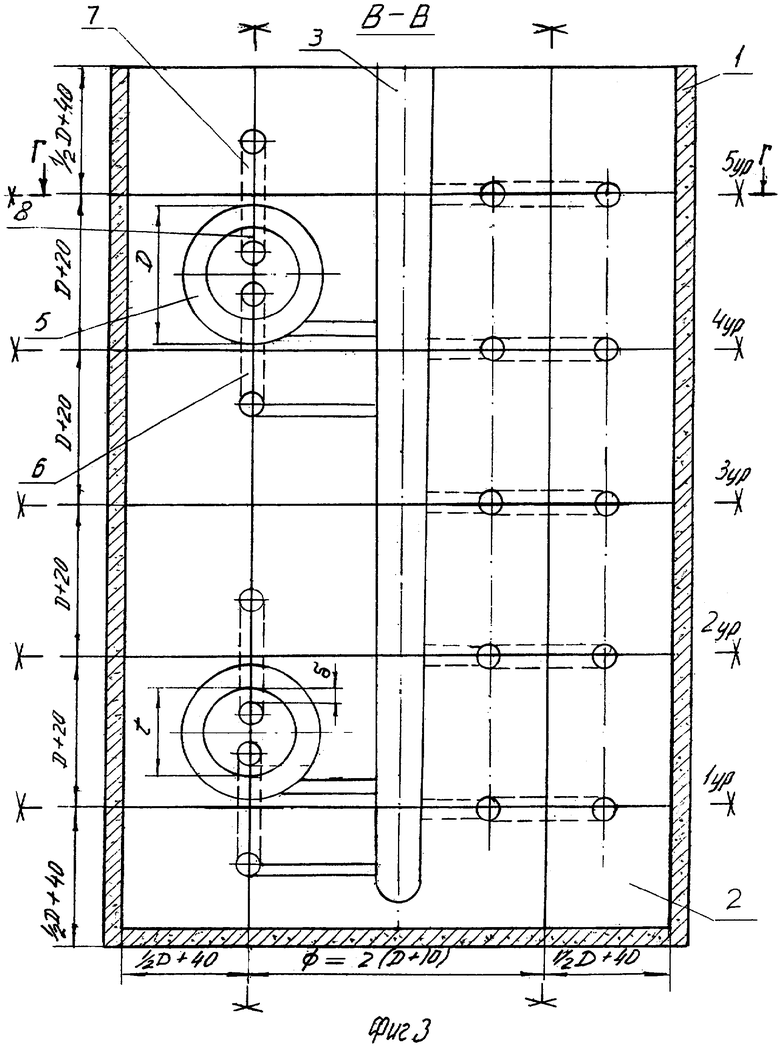
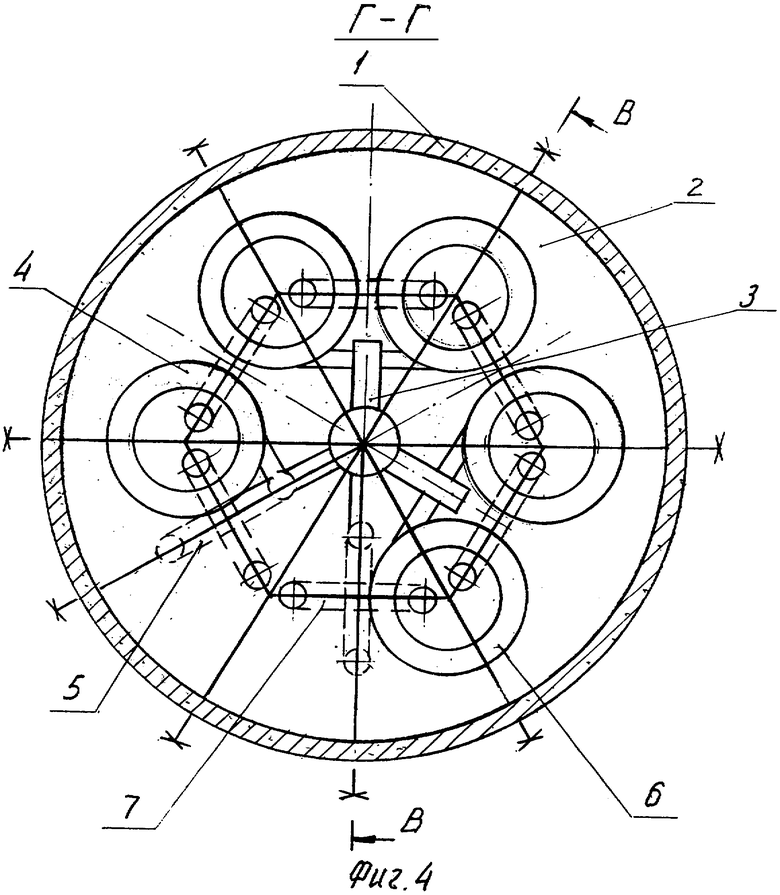
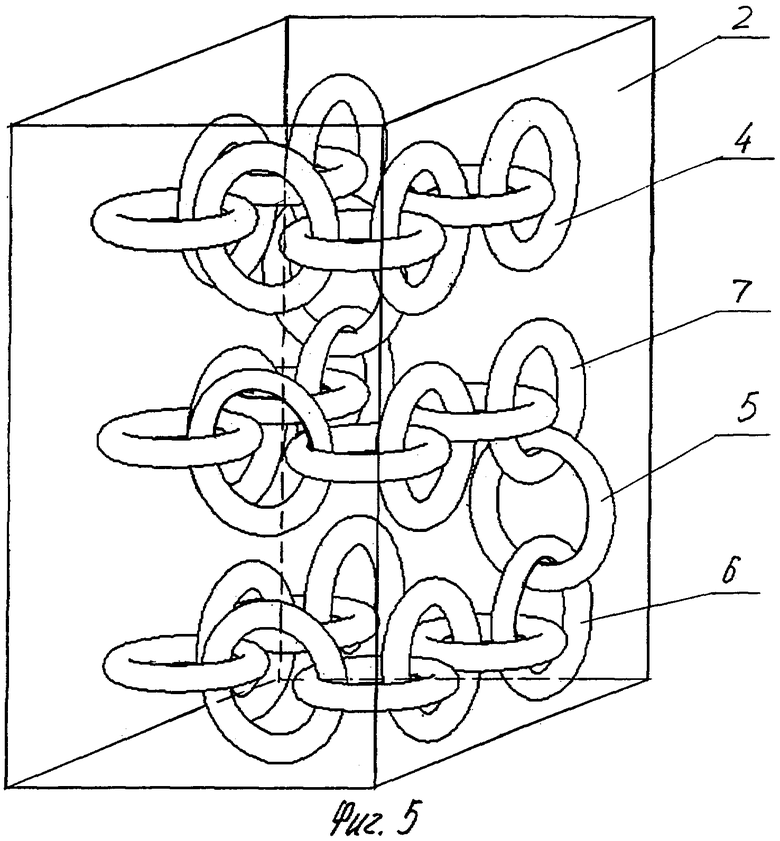
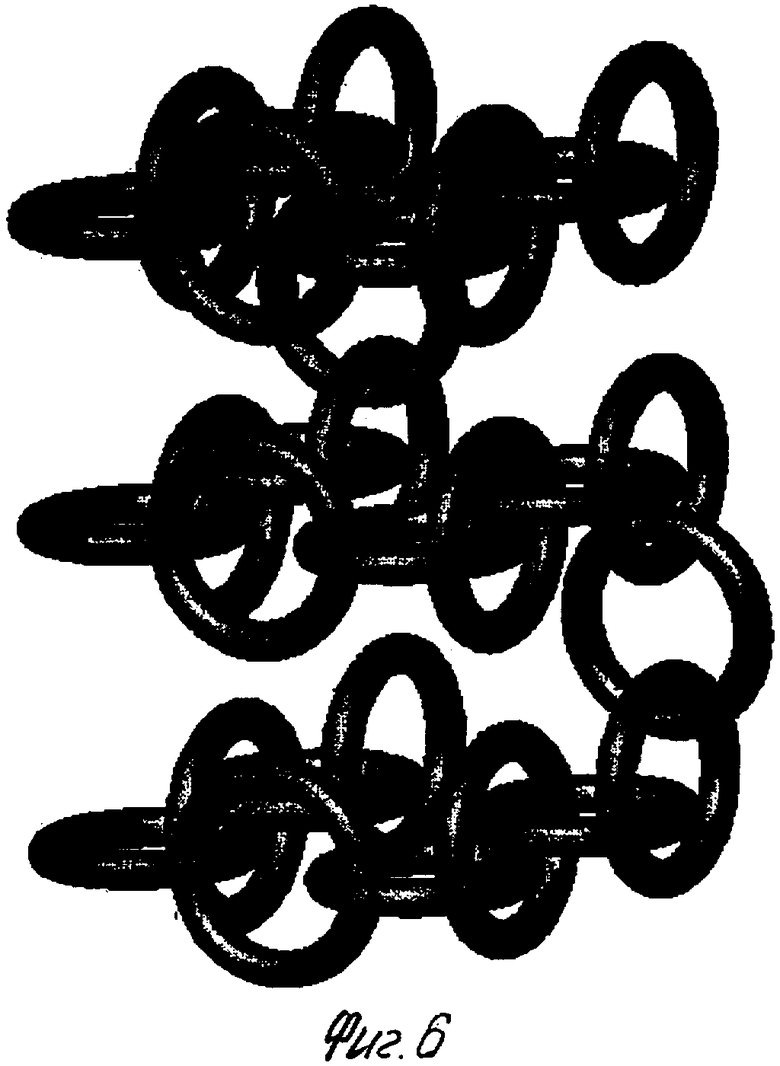
Сущность изобретение поясняется чертежами. На фиг.1 дан общий вид литейной неметаллической формы (разрез А-А на фиг.2); на фиг.2 - вид этой же формы сверху (разрез Б-Б на фиг.1) при расположении полостей на каждом уровне в виде буквы «П»; на фиг.3 дан общий вид (разрез В-В на фиг.4); на фиг.4 - вид сверху (разрез Г-Г на фиг.3) литейной неметаллической формы при расположении полостей на каждом уровне в виде неполной окружности; на фиг.5 дан общий вид зигзагообразной фигуры, которую образуют все полости в одной литейной форме (прозрачна); на фиг.6 - готовая цепь.
Литейная неметаллическая форма 1 содержит стопку стержней 2 с выполненной в них литниковой системой 3 и круглыми полостями 4 для звеньев непрерывной цепи, расположенными в виде буквы «П» (фиг.1 и 2) или неполной окружности (фиг.3 и 4).
На фиг.1 и 3, а также на фиг.2 и 4 (штриховыми линиями) показаны переходные полости 5, которые соединяют конечные полости 6 каждого нижерасположенного уровня полостей с начальными полостями 7 каждого вышерасположенного уровня полостей. Полости звеньев соединены между собой без взаимного смыкания за счет образования стенки 8 формы между ними, толщиной δ.
Полости 4 (фиг.1 и 2) звеньев для цепи длиной 2,9 м (29 звеньев) выполнены на трех уровнях по девяти на каждом уровне с двумя переходными полостями 5, которые соединяют конечные полости 6 первого и второго уровней полостей с начальными полостями 7 вышерасположенных уровней полостей, что соответствует соотношению 
На фиг.3 и 4 показаны полости 4, расположенные на пяти уровнях для изготовления двух (N=2) цепей длиной 2,3 м (23 звена) и 3,5 м (35 звеньев) при n=11, что соответствует соотношению
Полости 4 на 2-м и 3-м уровнях выполнены без соединяющей их переходной полости 5.
Непрерывные литые цепи в предлагаемой литейной форме изготавливают следующим образом. В форму заливают сплав, который по каналам литниковой системы 3 заполняет все круглые полости 4, 5, 6 и 7. По мере охлаждения и затвердевания сплава в полостях, выполненных в стопке стержней, формируется соответствующее количество звеньев и цепей. Форму разрушают и извлекают цепь вместе с литниковой системой, которую отделяют по границам со звеньями газовой, электродуговой или механической резкой.
Источники информации
1. Черкасов В.Е. Разъемная форма для литья цепей. Механизированная линия для литья звеньев бесконечной цепи // Литейщик России. - 2003, №8. - С.30-31.
2. Зотов Б.Н. Художественное литье. М.: Машиностроение, 1982. - С.138-139.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ НЕМЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНЫХ ЛИТЫХ ЦЕПЕЙ | 2004 |
|
RU2256529C1 |
| ЛИТНИКОВО-ПИТАЮЩЕЕ УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2330744C2 |
| Форма для литья цепей с распорками | 1988 |
|
SU1507514A1 |
| Установка для непрерывного литья в стопочные литейные формы | 1990 |
|
SU1804372A3 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ЛИТОЙ ЗАГОТОВКИ | 1981 |
|
SU1062957A1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| СПОСОБ ЛИТЬЯ ЦЕПИ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2453392C1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1984 |
|
SU1337185A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЛИТЬЯ СЛОЖНЫХ ФАСОННЫХ ОТЛИВОК И ПРИМЕНЕНИЕ УКАЗАННОЙ ЛИТЕЙНОЙ ФОРМЫ | 2018 |
|
RU2717755C1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении литых цепей для тепловых завес вращающихся печей. Литейная неметаллическая форма содержит стопку стержней, в которых выполнены круглые полости звеньев и элементы литниковой системы. Полости звеньев в форме расположены на двух и более уровнях и на каждом уровне расположены в виде буквы «П» или неполной окружности. Конечная полость каждого нижележащего уровня соединена с начальной полостью звена вышележащего уровня переходной полостью, расположенной равными своими частями на двух смежных уровнях. Все полости в форме образуют непрерывную зигзагообразную фигуру общей длиной ΣlП=K(t-δ), где К - количество полостей в форме, совпадающее с количеством звеньев в цепи, t - диаметр внутреннего контура круглой полости, совпадающий с шагом цепи, м; δ - толщина стенки формы между смежными полостями, м. Изобретение обеспечивает повышение качества цепей за счет исключения разнородности звеньев. 2 з.п. ф-лы, 6 ил.
 где n - количество полостей на каждом уровне без переходных полостей.
где n - количество полостей на каждом уровне без переходных полостей.
где N - число цепей в литейной форме; i - порядковый номер цепи от 1 до N; n - количество полостей на уровне, замыкающем одну цепь.
| ЧЕРКАСОВ В.Е | |||
| Разъемная форма для литья цепей | |||
| Механизированная линия для литья звеньев бесконечной цепи | |||
| - Литейщик России, 2003, №8, с.30-32 | |||
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ В ПЕСЧАНЫХ ФОРМАХ | 1998 |
|
RU2123903C1 |
| Способ отливки металлом одной плавки связанной смычки якорной цепи | 1954 |
|
SU104485A1 |
| US 3690369 A, 12.09.1972 | |||
| Форма для литья цепей с распорками | 1988 |
|
SU1507514A1 |

