Изобретение относится к литейному производству, в частности к изготовлению литых цепей преимущественно с овальными звеньями, которые используются в печах для обжига сыпучих (увлажненных) материалов в качестве теплообменников между горячим газом и материалом.
В настоящее время большую часть цепей (например, типа ЦОЖ и ЦОН, ГОСТ 5.1925) изготавливают из прутков сваркой, которые имеют следующие существенные недостатки:
- низкую стойкость вследствие частых разрушений по сварному шву;
- неудовлетворительную интенсивность теплообмена вследствие минимальной поверхности звеньев из прутка;
- зависимость профиля сечений звеньев цепи от используемого проката.
Способ изготовления цепей литьем устраняет указанные недостатки. Однако используемые для этого литейные формы не обеспечивают необходимую производительность и конкурентоспособность этого способа вследствие ряда других недостатков.
Известна литейная форма для литья звеньев [1] цепочки, которая изготавливается в восемь стадий с применением перекидного болвана и двух готовых звеньев. В результате заливки формы сплавом, охлаждения его и выбивки отливки получают три звена цепочки. Повторив операции, получают следующие три звена и так далее. Соединяя отдельные части, получают цепь с нужным числом звеньев. Недостаток такой литейной формы в том, что она не обеспечивает качества изделия и необходимой производительности процесса из-за ограниченной длины цепи в одной форме.
Одним из наиболее приемлемых способов повышения качества поверхности и размерной точности отливок по сравнению с другими является литье в кокиль [2, стр.31, фиг.2, 3]. При литье в кокиль для получения литых цепей необходимо обеспечить возможность разборки постоянной металлической формы с отливками соединенных звеньев цепи внутри формы. Такая возможность появляется при получении одного звена при двух готовых звеньях в одном кокиле, состоящем из четырех частей (четвертей) с разъемом на четыре стороны, причем составляющая часть кокиля выполнена с расположением одного вертикального 1/4 звена и двух горизонтальных 1/8 частей звеньев. Для получения непрерывной цепи кокили необходимо стыковать последовательно, собирая и транспортируя их.
Недостатками известных литейных форм являются следующие: - в одной форме изготавливается только одно звено цепи; - для получения цепи требуется изготавливать и заливать столько форм, сколько звеньев в цепи; - для каждой формы необходимо использовать минимум два заранее подготовленных звена; - длительный цикл изготовления цепи; - низкая производительность процесса изготовления цепей при использовании таких форм.
Известны литейные неметаллические формы, в которых выполняется несколько полостей и формируется соответствующее количество звеньев [2, стр.31, фиг.1]. Песчано-глинистая форма для изготовления цепи длиной 1 м содержит две полуформы с литниковой системой, ряд стержней, в которых выполнены части овалообразных полостей звеньев, располагающихся поочередно горизонтально и вертикально по одной прямой, совпадающей с их большой осью симметрии. Однако таким формам также присущи недостатки, заключающиеся в том, что полости звеньев расположены в один ряд, поэтому в одной форме изготавливается ограниченное количество звеньев (не более 10); для получения многозвеньевых цепей требуется сращивание отдельных частей; длительный цикл изготовления цепи; низкая производительность процесса изготовления цепей при использовании таких форм; разнородность звеньев в цепи вследствие их изготовления из сплава разных плавок.
В основу изобретения положена техническая задача - разработать литейную форму для изготовления непрерывной литой цепи такой конструкции, которая обеспечила бы расширение технологических возможностей способа и позволила формировать 2, 3 и более цепей необходимой длины в одной неметаллической форме за одну заливку.
Указанная задача решается тем, что в литейной неметаллической форме для изготовления непрерывных литых цепей, преимущественно с овальными звеньями, содержащей две полуформы с литниковой системой, блок стержней, в котором выполнены овалообразные полости звеньев, согласно изобретению полости расположены в блоке, по крайней мере, четырьмя рядами, из которых два ряда полостей расположены параллельно друг другу в горизонтальной плоскости, а два других ряда полостей расположены параллельно друг другу в вертикальной плоскости, при этом параллельные ряды в плоскостях расположены друг от друга на расстоянии l=t-(D+d), где t - длина овалообразной полости по внутреннему контуру, D - диаметр, образующий овал, d - диаметр, равный толщине звена цепи, кроме того, каждая последующая овалообразная полость расположена перпендикулярно предыдущей каждого из четырех рядов таким образом, что центр диаметра d полости, совпадающей с размером толщины звена цепи, размещен в последующей полости в центре диаметра D, образующего овал.
Особенность предлагаемой литейной формы заключается в том, что указанное расположение овалообразных полостей звеньев вместо одного ряда, вытянутого вдоль одной большой оси, четырьмя рядами обеспечивает компактное размещение полостей в объеме литейной формы и получение цепи большой длины.
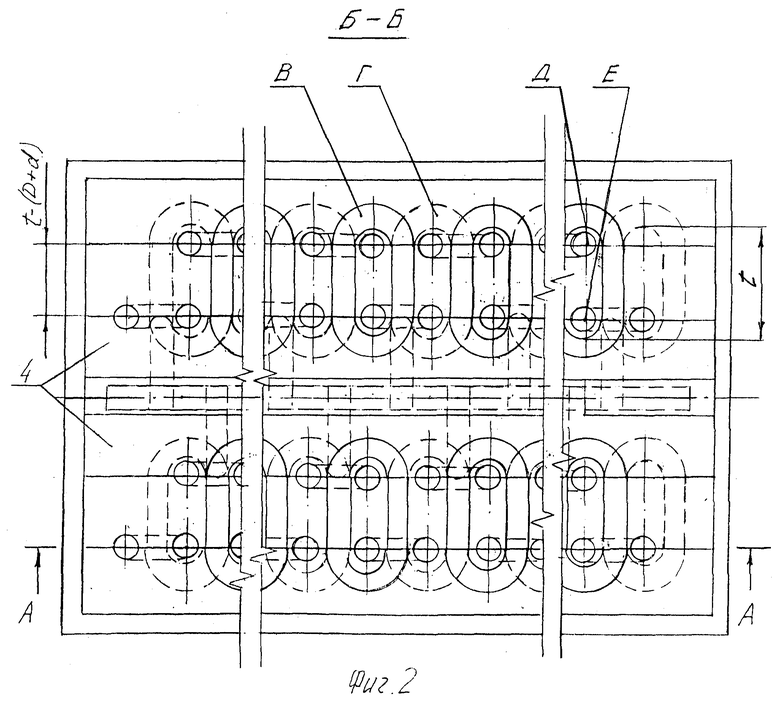
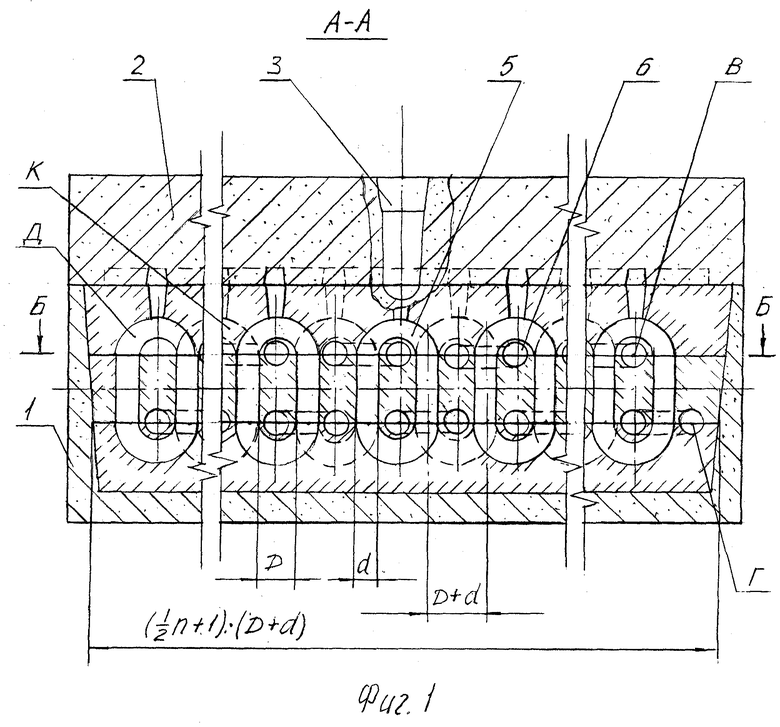
Сущность изобретения поясняется чертежами, где на фиг.1 дан общий вид литейной формы (разрез А-А на фиг.2), на фиг.2 - вид формы сверху (разрез по Б-Б).
Литейная форма содержит две полуформы 1, 2 с выполненной в них литниковой системой 3 и двумя блоками 4 стержней, в котором выполнены овалообразные полости 5, 6 для звеньев двух цепей. Указанные полости расположены в каждом блоке четырьмя рядами В-Г, Д-Е. Два ряда полостей В-Г расположены в горизонтальной плоскости параллельно друг другу на расстоянии l=t-(D+d) друг от друга, а два других ряда полостей Д-Е расположены параллельно друг другу в вертикальной плоскости на таком же расстоянии, где t - длина овалообразной полости по внутреннему контуру, D - диаметр, образующий овал, d - диаметр, равный толщине звена цепи. При этом каждая последующая овалообразная полость расположена перпендикулярно предыдущей каждого из четырех рядов таким образом, что центр диаметра d ширины полости 5, совпадающей с размером толщины звена цепи, размещен в последующей полости 6 в центре диаметра D, образующего овал.
Непрерывную литую цепь в предлагаемой неметалической форме получают следующим образом. В форму заливают сплав, который по каналам литниковой системы 3 заполняет все овалообразные полости 5, 6 одновременно. По мере охлаждения и затвердевания сплава в полостях формы получается соответствующее количество звеньев и цепей. Форму разрушают и извлекают цепь необходимой длины вместе с литниками, которые отделяют на границе со звеньями.
Литейные неметаллические формы предполагается использовать в производстве литых цепей, которые применяются в качестве теплоносителей в печах для обжига клинкера - основы цемента.
Источники информации
1. Зотов Б.Н. Художественное литье. М.: Машиностроение. 1982, с.138-139.
2. Черкасов В.Е. Разъемная форма для литья цепей. Механизированная линия для литья звеньев бесконечной цепи // Литейщик России. - 2003. - №8. С.30-31.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ НЕМЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНЫХ ЛИТЫХ ЦЕПЕЙ | 2004 |
|
RU2320447C2 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Кокиль по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2791741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО КОКИЛЯ | 2001 |
|
RU2185928C1 |
| Форма для отливки валков | 1979 |
|
SU850292A1 |
| Способ изготовления биметаллической заготовки | 1987 |
|
SU1496918A1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| Кокиль для отливки цепей | 1979 |
|
SU859021A1 |
Изобретение относится к изготовлению цепей преимущественно с овальными звеньями. В литейной форме полости звеньев цепи расположены в четыре ряда. Два ряда расположены параллельно в горизонтальной плоскости, два других ряда - параллельно в вертикальной плоскости. Расстояние между полостями равно длине овалообразной полости по внутреннему контуру, уменьшенной на сумму ширины этого контура и ширины полости. Каждая последующая полость расположена перпендикулярно предыдущей, при этом центр диаметра ширины полости, совпадающий с размером толщины звена, размещен в последующей полости в центре диаметра, образующего овал. Обеспечивается расширение технологических возможностей производства цепей. 2 ил.
Литейная неметаллическая форма для изготовления непрерывных литых цепей, преимущественно с овальными звеньями, содержащая две полуформы с литниковой системой, блок стержней, в котором выполнены овалообразные полости звеньев, отличающаяся тем, что полости расположены в блоке, по крайней мере, четырьмя рядами, из которых два ряда полостей расположены параллельно друг другу в горизонтальной плоскости, а два других ряда полостей расположены параллельно друг другу в вертикальной плоскости, при этом параллельные ряды в плоскостях расположены друг от друга на расстоянии l=t-(D+d), где t - длина овалообразной полости по внутреннему контуру; D - диаметр, образующий овал; d - диаметр, равный толщине звена цепи, кроме того, каждая последующая овалообразная полость расположена перпендикулярно предыдущей каждого из четырех рядов таким образом, что центр диаметра d полости, совпадающий с размером толщины звена цепи, размещен в последующей полости в центре диаметра D, образующего овал.
| ЧЕРКАСОВ В.Е | |||
| Разъемная форма для литья цепей | |||
| Механизированная линия для литья звеньев бесконечной цепи | |||
| Литейщик России | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ В ПЕСЧАНЫХ ФОРМАХ | 1998 |
|
RU2123903C1 |
| Кокиль для отливки цепей | 1984 |
|
SU1215854A1 |
| US 3690369 A, 12.09.1972 | |||
| РАСТВОР ДЛЯ ЗАКАНЧИВАНИЯ И ГЛУШЕНИЯ НИЗКОТЕМПЕРАТУРНЫХ ГАЗОВЫХ СКВАЖИН | 1997 |
|
RU2136717C1 |

