Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении деталей типа «труба с фланцем», в частности детали «кожух водила» автомобиля «КАМАЗ».
Известны процессы отбортовки фланцев на трубной заготовке (см., например, Романовский В.П. Справочник по холодной штамповке. 6-е изд. - Л.: Машиностроение. Ленинградское отделение; 1979. - С.80).
Известные процессы не позволяют деформировать детали толщиной более 4 мм.
Известен также способ торцевой раскатки осесимметричных деталей с фланцем сложной формы, в котором торцовую раскатку осуществляют в два перехода с образованием на первом переходе полуфабриката с фланцем промежуточной формы, а на втором переходе производят вытяжку фланца в локальном очаге между наклонным пуансоном, поддерживающим выталкивателем и вытяжной матрицей (Заявка №012961/058993 от 21.12.92 г.).
Известный способ не позволяет одновременно за один переход произвести раздачу трубы и сформировать фланец, а также при изготовлении таких деталей происходит разрыв периферии фланца из-за действующих при его отбортовке напряжений растяжения, что особенно усугубляется при оформлении фланца с толщиной меньше толщины стенки трубы.
Известен также способ торцовой раскатки осесимметричных деталей с фланцем, раскрытый в устройстве и включающий торцовую раскатку в горячем состоянии с одновременной раздачей диаметра подфланцевой части и формированием фланца во вращающейся кольцевой матрице наклонным пуансоном, подаваемым в направлении оси заготовки (Патент РФ RU 2043811 C1, B21D 37/12, 20.09.95 г.).
Известный способ позволяет формировать фланец из сплошной цилиндрической заготовки путем раскатки в горячем состоянии металла с формированием фланца, но данный способ не позволяет производить одновременно раздачу трубной заготовки, отбортовку фланца и калибровку диаметра трубы и фланца.
Задачей заявляемого изобретения является повышение качества изготовления деталей с толщиной фланца меньше толщины стенки трубы без разрушения периферии фланцев на трубной заготовке и переменным диаметром подфланцевой части заготовки.
Поставленная задача решается за счет того, что получение деталей с толщиной фланца меньше толщины стенки трубы и с формой подфланцевой части трубы в виде усеченного конуса или цилиндра с диаметром, на 1,2-1,05 большим диаметра трубной заготовки, торцовую раскатку осуществляют в горячем состоянии с температурой деформации ниже ковочной с одновременной раздачей диаметра подфланцевой части трубной заготовки и формированием самого фланца созданием дополнительных напряжений растяжения в месте перехода фланца к раздаваемой части трубы и напряжений сжатия по краю фланца наклоном пуансона на 4-6° к оси трубной заготовки.
На чертеже представлена предлагаемая схема раскатки деталей типа «труба с фланцем», где 1 - заготовка, 2 - матрица, 3 - пуансон, 4 - зона перехода фланца к раздаваемой части трубы, где создаются дополнительные напряжения растяжения, 5 - край фланца, S - исходная толщина трубы, S1 - толщина фланца после раскатки, γ - угол наклона пуансона.
Способ реализуется следующим образом. Трубную заготовку 1 устанавливают в матрицу 2, нагревают выступающий конец заготовки, например, индуктором (не показан) до температуры 950-1000°С. Затем производят раскатку выступающей части трубы наклонным пуансоном 3 под углом γ=4-6°, подаваемым в направлении оси заготовки, температура окончания раскатки находится в диапазоне 850-900°С. При раскатке происходит начальная отбортовка фланца и раздача подфланцевой части трубы, затем деформация фланца с уменьшением толщины до S1, при этом деформация происходит с преобладанием окружной деформации, что приводит к образованию в зоне 4 соединения фланца с трубой дополнительных напряжений растяжения и в периферийной зоне 5 уравновешивающих дополнительных напряжений сжатия. Дополнительные напряжения сжатия на периферии уравновешивают напряжения растяжения, образующиеся на периферии фланца, вследствие его отбортовки, а дополнительные напряжения растяжения в месте 4 соединения фланца с трубой снижают контактные давления и способствуют раздаче усеченной конической поверхности, больший диаметр которой примыкает к фланцу, а меньший равен диаметру трубы. После раскатки деталь выталкивают выталкивателем пресса.
При наклоне пуансона менее 4° деформация подфланцевой зоны происходит без образования дополнительных растягивающих напряжений, что приводит к нарушению течения металла по фланцу к его периферии, и не деформируется при этом радиус перехода по наружной поверхности с утонением толщины фланца. При угле наклона пуансона более 6° начинается неустойчивое деформирование фланца с раздачей трубы, а также конструкция инструмента увеличивается в длине, что приводит к невозможности его использования для данных операций.
Способ опробован на детали «кожух-водила» автомобиля «КАМАЗ». Исходной заготовкой являлась горячекатаная бесшовная труба 273×12 ГОСТ 9567-75. Изменения толщины стенки трубы находилось в пределах 11,5-13,2 мм. Заготовка трубы устанавливалась в матрицу, причем верхний конец трубы с L=120 мм находился над матрицей, который нагревался до t=1000°C. После нагрева включалась рабочая подача пуансона, который наклонен к оси матрицы под углом γ=4,5°. Раздача трубы и формировка фланца происходит во вращающейся матрице свободно вращающимся наклонным пуансоном. Размеры полученной заготовки после деформации: диаметр трубы с фланцем 385 мм; диаметр трубы под фланцем на глубине 100 мм - 290 мм; толщина фланца - 11 мм.
Данный способ позволяет отказаться от трудоемкой литейно-сварной конструкции кожуха-водила используемой в настоящее время.
Заключения ОАО «КАМАЗ» о пригодности цельной заготовки прилагается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2017 |
|
RU2648429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА-КОЛЬЦА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2021 |
|
RU2763950C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНОГО ПАТРУБКА В ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКЕ | 2004 |
|
RU2304032C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| Способ изготовления металлических полых ступенчатых изделий из трубных заготовок | 1986 |
|
SU1375391A1 |
| Способ отбортовки тонкостенных осесимметричных конических деталей | 2021 |
|
RU2769797C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1988 |
|
SU1636089A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| Способ изготовления поковок фланцевых валов | 1986 |
|
SU1412868A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении деталей типа труба с фланцем. Осуществляют торцовую раскатку в горячем состоянии с температурой деформации ниже ковочной с одновременной раздачей диаметра подфланцевой части трубной заготовки и формированием фланца во вращающейся кольцевой матрице наклонным пуансоном, подаваемым в направлении оси трубной заготовки. При этом торцовую раскатку осуществляют до получения деталей с толщиной фланца меньше толщины стенки трубной заготовки и с формой подфланцевой части трубной заготовки в виде усеченного конуса или цилиндра с диаметром, на 1,2-1,05 большим диаметра трубной заготовки, а пуансон подают под углом 4-6° к оси трубной заготовки. Повышается качество деталей. 1 ил.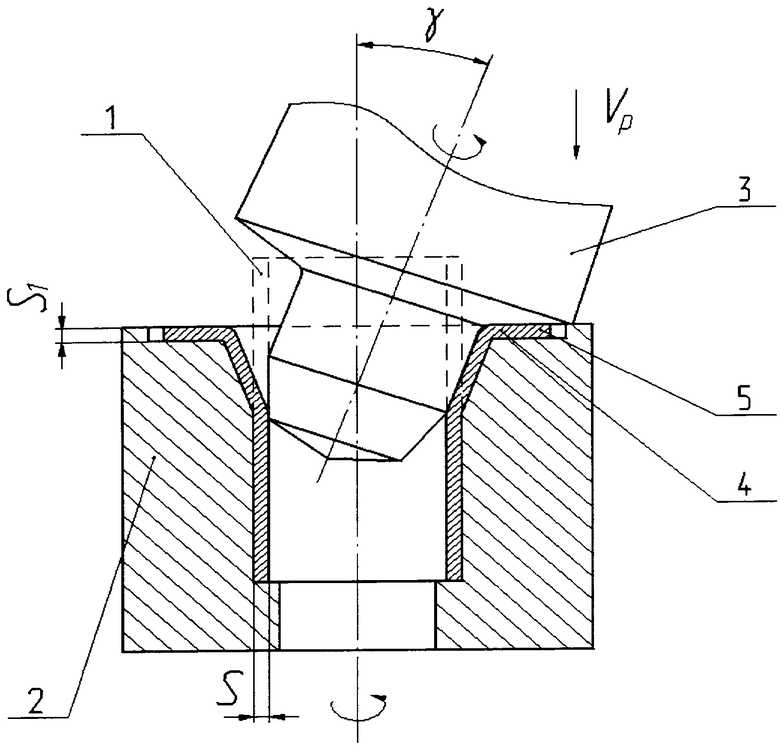
Способ торцовой раскатки осесимметричных деталей типа "труба с фланцем", включающий осуществление торцовой раскатки в горячем состоянии с температурой деформации ниже ковочной с одновременной раздачей диаметра подфланцевой части трубной заготовки и формированием фланца во вращающейся кольцевой матрице наклонным пуансоном, подаваемым в направлении оси трубной заготовки, отличающийся тем, что торцовую раскатку осуществляют до получения деталей с толщиной фланца меньше толщины стенки трубной заготовки и с формой подфланцевой части трубной заготовки в виде усеченного конуса или цилиндра с диаметром, на 1,2-1,05 большим диаметра трубной заготовки, а пуансон подают под углом 4-6° к оси трубной заготовки.
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С УДЛИНЕННОЙ ОСЬЮ | 1992 |
|
RU2043811C1 |
| Способ изготовления деталей с центральным отверстием | 1991 |
|
SU1803234A1 |
| Устройство для торцовой раскатки | 1988 |
|
SU1593746A1 |
| US 2005092151 A1, 20.05.2005. | |||

