Изобретение относится к обработке металлов давлением, в частности к устройст- |вам для штамповки обкатыванием.
Цель изобретения - расширение технологических возможностей устройства путем получения деталей типа стержень с фланцем с отношением диаметров стержня и фланца, меньшим 0,2.
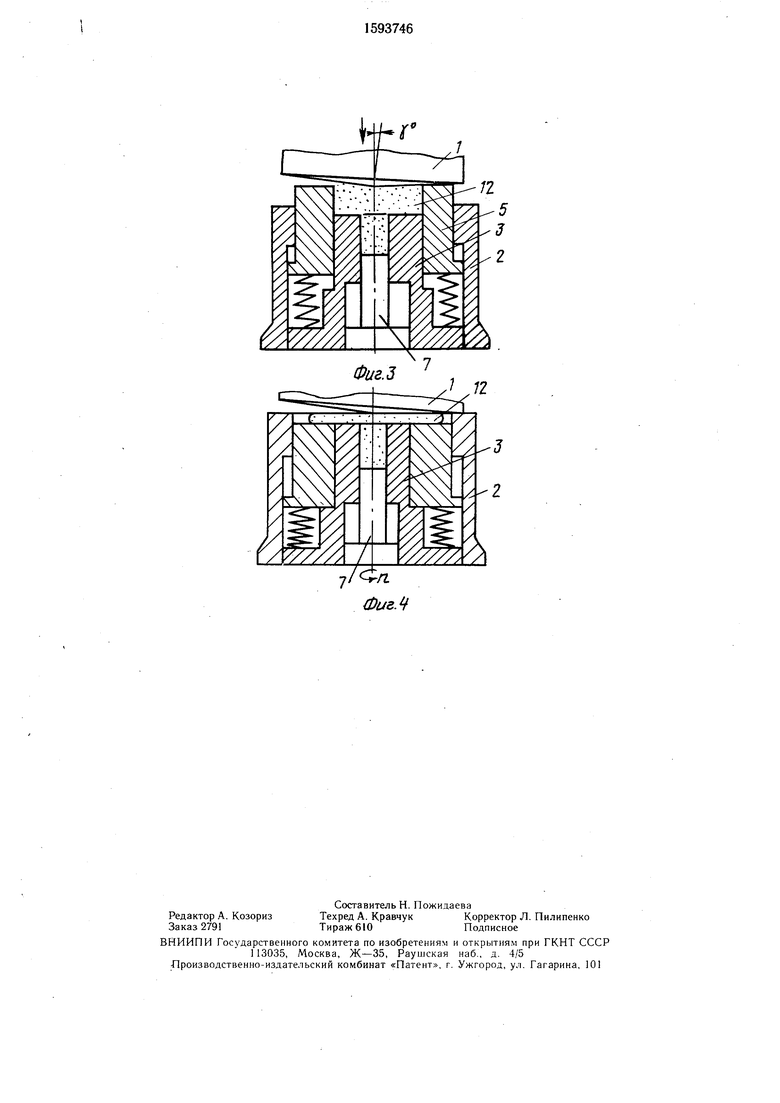
На фиг. 1 изображено устройство для торцовой раскатки; на фиг. - то же с ;заготовкой на различных стадиях раскатки. ; Устройство содержит наклонный конус- ный пуансон 1 и закрепленный на основа- ;нии бандаж 2, в котором расположены мат- рица 3 с осевым отверстием 4 и кольцевая обойма 5. В oceBOlvi отверстии 4 размещен подпружиненный посредством пружины 6 :выталкиватель 7. Матрица 3 закреплена на основании, а обойма 5 имеет возможность осевого перемещения, ограниченного верх- :ним 8 и нижним 9 упорами, и подпружинена ;по направлению к пуансону 1 посредством |пружины 10. Образованная рабочим торцом матрицы 3 и внутренней боковой поверх- ;ностью обоймы ПОЛОСТЬ 11 предназначбна для размещения заготовки 12, а расстояние ют рабочего торца матрицы 3 до нижнего упора 9 равно высоте обоймы 5.
Устройство работает следующим образом.
В исходном положении обойма 5 находится в крайнем верхнем положении, образуя с матрицей 3 полость И, в которую помещают заготовку 12. Пуансон 1, перемещаясь вниз, взаимодействует с заготовкой, после :чего начинается вращение пуансона. Вытал- ;киватель 7 образует с матрицей 3 полость для оформления стержня, который образуется вследствие выдавливания металла заготовки в указанную полость. После заполнения этой полости металл выходит в клиновой зазор между пуансоном 1 и верхним
торцом обоймы 5. Последняя перемещается вниз до контакта с нижним упором 9, образуя с рабочим торцом матрицы общую поверхность. Начинается раскатка тонкого полотна фланца. Процесс формообразования заканчивается после оформления фланца до требуемого размера. Пуансои перемещают в верхнее исходное положение и отштампованная деталь удаляется выталкивателем 7.
15
Формула изобретения
0
Устройство для торцовой раскатки, содержащее пуансон и закрепленный на основании бандаж, в котором размещена мат0 рица с осевым отверстием, а также выталкиватель, установленный в упомянутом осевом отверстии матрицы, отличающееся тем, что, с целью расширения технологических возможностей путем получения деталей типа стержень с фланцем с отношением диамет5 ров стержня и фланца, меньшим 0,2, оно снабжено кольцевой обоймой, матрица расположена в бандаже с кольцевым зазором, а кольцевая обойма установлена в последнем с возможностью осевого перемещения, ограниченного посредством верхнего и нижнего упоров, и подпружинена по направлению к пуансону, при этом матрица закреплена на основании, а расстояние от рабочего торца матрицы до нижнего упора равно высоте обоймы.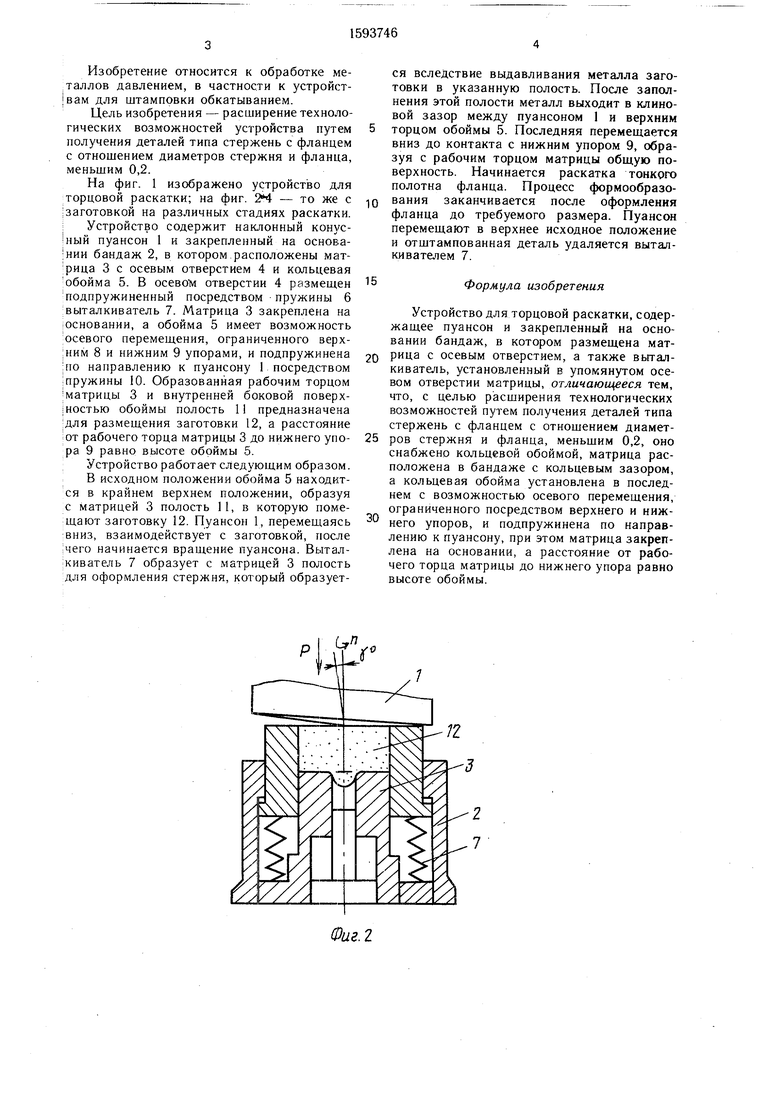
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления колец и штамп для его осуществления | 1981 |
|
SU1013073A1 |
| Устройство для торцовой раскатки | 1987 |
|
SU1417965A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1988 |
|
SU1636089A1 |
| Устройство для штамповки стержневых изделий с развитым в плане фланцем | 1989 |
|
SU1761367A1 |
| Устройство для изготовления деталей типа стакана с фланцем | 1987 |
|
SU1581456A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С УДЛИНЕННОЙ ОСЬЮ | 1992 |
|
RU2043811C1 |
| Устройство для радиальной штамповки полых цилиндрических изделий | 1989 |
|
SU1632607A1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
Изобретение относится к обработке металлов давлением, в частности, к устройствам для торцовой раскатки. Цель изобретения - расширение технологических возможностей устройства. Для этого оно содержит конусный пуансон 1 и бандаж 2, в котором расположены матрица 3 и кольцевая обойма 5. Обойма 5 имеет возможность осевого перемещения относительно матрицы 3, ограниченного упорами, и подпружинена к пуансону 1. Расстояние от рабочего торца матрицы 3 до нижнего упора равно высоте обоймы. Заготовку помещают в полость 11 и подводят к ней пуансон 1. Материал заготовки выдавливается в полость, образованную матрицей и выталкивателем 7, в результате чего образуется стержень изделия. После заполнения этой полости металл выходит в клиновый зазор между пуансоном 1 и обоймой 5. Последняя опускается до контакта с нижним упором, после чего образуется стержень изделия. После заполнения этой полости металл выходит в клиновый зазор между пуансоном 1 и обоймой 5. Последняя опускается до контакта с нижним упором, после чего начинается раскатка тонкого фланца изделия. Таким образом, обеспечивается возможность получения деталей типа стержень с фланцем с отношением их диаметров, меньшим 0,2. 4 ил.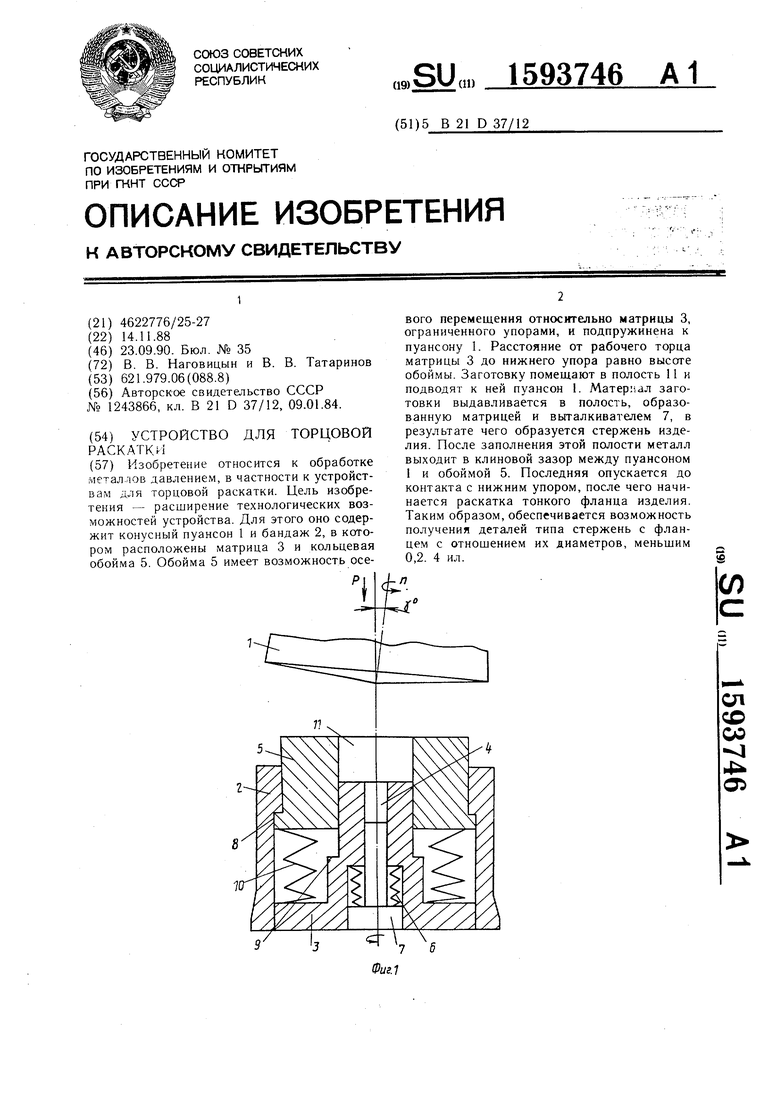
Фиг. 2
/2
| Устройство для сферодвижной штамповки | 1984 |
|
SU1243866A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
