Изобретение относится к сварке, в частности к способам сварки плавящимся электродом в защитных газах.
Известен способ сварки плавящимся электродом в среде защитных газов, в котором используется сопло с внутренним защитным покрытием в виде сменной втулки, изготавливаемой из меди или алюминия, которую удаляют по мере забрызгивания ее каплями расплавленного металла для очистки или замены [1]. Недостатком такого сопла является то, что вследствие забрызгивания сменных втулок каплями расплавленного металла происходит быстрый износ втулок, изготавливаемых из дорогостоящих сплавов, кроме того, необходимо дополнительное время на зачистку сменных втулок.
Известен способ сварки плавящимся электродом в среде защитных газов, в котором используется сопло с внутренним защитным покрытием в виде сменной втулки, изготавливаемой из меди, которую удаляют по мере забрызгивания ее каплями расплавленного металла для очистки или замены. При этом на сопле установлены обоймы с внутренними продольными пазами, в которых установлены постоянные магниты с чередующимися полюсами [2].
Недостатком такого сопла является то, что вследствие забрызгивания сменных втулок каплями расплавленного металла происходит быстрый износ сменных втулок, изготавливаемых из дорогостоящих сплавов, кроме того, необходимо дополнительное время для зачистки втулок.
Отмеченные недостатки могут быть устранены путем иного конструктивного исполнения сопла.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ сварки плавящимся электродом в среде защитных газов, в котором используется сопло с внутренним защитным покрытием, выполненным из порошка ферромагнитного материала, а магнит выполнен в виде кольца и установлен на корпусе с возможностью продольного перемещения [3].
Недостатком данного способа является необходимость при налипании слоя брызг приостанавливать сварку, производить разборку и последующую сборку сопла, что снижает производительность процесса сварки, кроме того, не обеспечивается постоянная толщина защитного слоя на внутренней поверхности сопла, так как порошок ферромагнитного материала распределяется по образующей поверхности сопла в виде «иголок» разной высоты.
Технической задачей, на которую направлено предложенное изобретение, является обеспечение постоянной толщины защитного слоя на внутренней поверхности сопла в процессе сварки, что позволяет увеличить время непрерывной работы до очередной очистки сопла от брызг расплавленного металла, кроме того, не требуется разборка и последующая сборка сопла при очистке от брызг расплавленного металла.
Технический результат достигается тем, что в предлагаемом способе сварки плавящимся электродом в среде защитных газов используется сопло к сварочной горелке, содержащее корпус с внутренним защитным покрытием и постоянный магнит, защитное покрытие выполнено из магнитной жидкости, а магнит выполнен в виде кольца и установлен на корпусе. При сварке капли расплавленного металла налипают не к частицам ферромагнитного порошка сопла, а к магнитной жидкости, при этом толщина слоя магнитной жидкости остается постоянной. В состав магнитной жидкости входят: ферромагнитный порошок Fe2О3 или Fe3O4; кремнийорганическое соединение в виде силиконовой жидкости и ПАВ. Постоянная толщина защитного слоя покрытия обеспечивается характеристикой постоянного магнита и наличием в составе магнитной жидкости кремнийорганического соединения, которое не изменяет своих физических параметров под воздействием высоких температур сварочной дуги.
Периодически при налипании определенного слоя брызг, затрудняющего проведение процесса сварки, последний удаляется вместе с частью магнитной жидкости путем выдувания отделившихся брызг сжатым воздухом. Способ сварки в среде защитных газов применим в тех случаях, когда вспомогательное время на зачистку внутренней поверхности сопла от налипших брызг расплавленного металла должно быть сведено к минимуму, а также для увеличения срока службы сопел, изготовленных из дорогостоящих материалов: меди, ее сплавов, керамических материалов. В частности, этот способ реализован при роботизированной сварке в среде защитных газов с использованием робота РМ-01. Способ сварки рационально также применять при автоматической и полуавтоматической сварке в среде защитных газов.
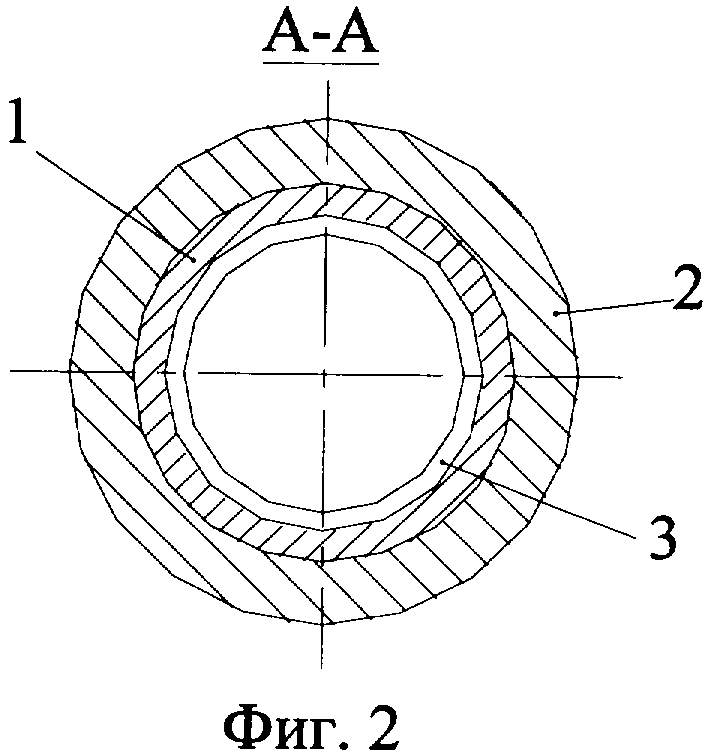
На фиг.1 изображено предлагаемое сопло, общий вид; на фиг.2 - сечение А-А на фиг 1.
Сопло к горелке для дуговой сварки в защитных газах содержит корпус 1, постоянный магнит 2 в виде кольца, установленного на наружной поверхности корпуса 1, при этом внутренняя поверхность корпуса снабжена защитным покрытием 3 в виде слоя из магнитной жидкости, удерживающегося магнитным полем постоянного магнита 2.
Сопло работает следующим образом.
Корпус 1 с установленными на его внешней поверхности кольцевым постоянным магнитом 2 и на внутренней поверхности защитным покрытием 3 в виде слоя магнитной жидкости устанавливается в сварочную горелку. В процессе сварки капли расплавленного металла налипают на защитное покрытие. При налипании слоя брызг, затрудняющего процесс сварки, производится продувка сопла горелки сжатым воздухом для выдувания брызг, с последующим орошением внутренней поверхности сопла магнитной жидкостью, и процесс сварки возобновляется.
Использование такого сопла позволяет обеспечить постоянную толщину защитного слоя на внутренней поверхности сопла в процессе сварки и исключить прилипание брызг расплавленного металла на внутреннюю поверхность сопла.
Источники информации
1. Патент США №3690567, кл. 239-591, опублик. 1972.
2. Авторское свидетельство СССР №564120, кл. В23К 9/16, 1977.
3. Авторское свидетельство СССР №1729710, кл. В23К 9/167, 1992 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Сопло к сварочной горелке | 1990 |
|
SU1729710A1 |
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1975 |
|
SU564120A1 |
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1976 |
|
SU667351A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU933327A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Горелка для электродуговой сварки | 1987 |
|
SU1444110A1 |
| Горелка для дуговой сварки | 1986 |
|
SU1342646A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1505711A1 |
Изобретение относится к области сварки, а именно к сварке плавящимся электродом в среде защитных газов. При сварке используют сопло к сварочной горелке, содержащее корпус с внутренним защитным покрытием и постоянный магнит. Магнит выполняют в виде кольца и устанавливают на корпусе. Защитное покрытие выполняют из магнитной жидкости, в состав которой входят ферромагнитный порошок, кремнийорганическое соединение и поверхностно-активное вещество. Обеспечивается постоянная толщина защитного слоя на внутренней поверхности сопла в процессе сварки. 2 ил.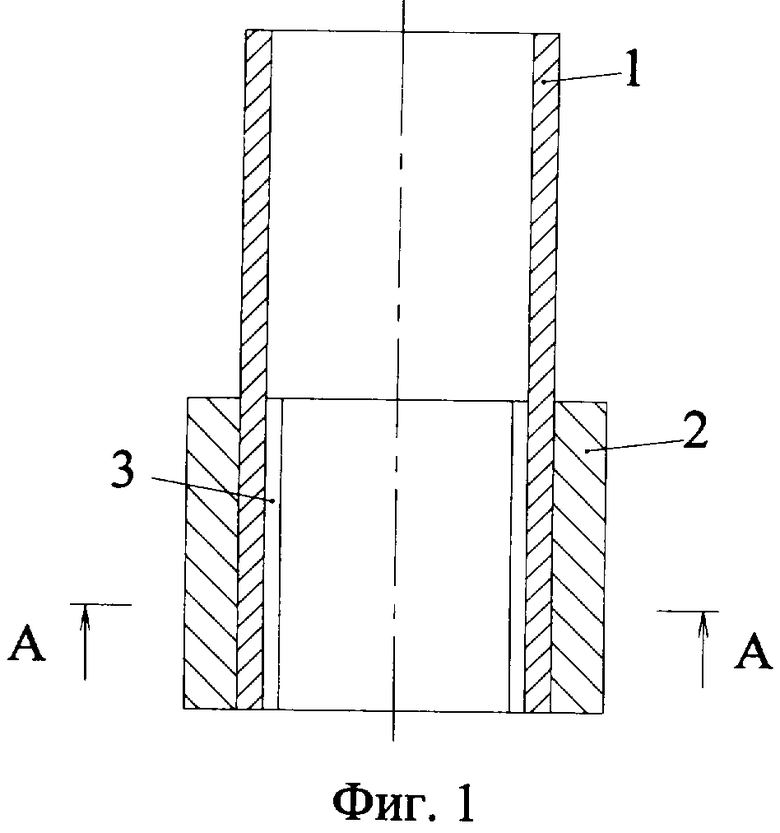
Способ сварки плавящимся электродом в среде защитных газов, в котором используют сопло к сварочной горелке, содержащее корпус с внутренним защитным покрытием и постоянный магнит, отличающийся тем, что защитное покрытие выполняют из магнитной жидкости, а магнит выполняют в виде кольца и устанавливают на корпусе.
| Сопло к сварочной горелке | 1990 |
|
SU1729710A1 |
| Сопло сварочной горелки | 1975 |
|
SU614913A1 |
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1975 |
|
SU564120A1 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1097464A1 |
| US 3690567 А, 12.09.1972. | |||

