Изобретение относится к сварочному производству и может быть использовано для дуговой сварки деталей в среде защитного газа.
Целью изобретения является повышение срока службы токоподводящего мундштука путем исключения изгиба плавящегося электрода и снижения сте пени забрызгивания мундштука каплями расплавленного метал.па.
На фиг.1 показана горелка, разрез на фиг.2 - то же, вариант выполнения .
Горелка содержит корпус 1, токо- подводящий мундштук 2 с каналом для направления плавящегося электрода 3. В корпусе установлено с возможностью поворота сопло 4, выполненное за одно целое с шаровой опорой 5, образующей с корпусом 1 сферический шарнир, обеспечивающий поворот сопла 4 в корпусе относительно трех взаимно перпендикулярных осей. В заданном положении сопло 4 (} 1ксируется накидной гайкой 6, навинчиваемой на корпус 1. Торец мундштука 2 расположен в полости сопла 4 у его нерабочего конца. При сварке на больших скоростях, когда встречный поток воздуха отклоняет защитный газ в хвостовую часть сварочной ванны и оголяет переднюю часть сварочной Ванны, сопло 4 отклоняют в направление сварки от вертикальной оси горелки и фиксируют его в таком положении накидной гайкой 6. При этом защитный газ из сопла 4 выходит навстречу потоку воздуха и, отклоняясь последним, как раз накрывает полностью зону сварки. Чем больше скорость сварки, тем больше угол наклона сопла 4. Углы наклона сопла 4 определяют заранее (можно экспериментальным путем) и заносят в таблицу, размещаемую непосредственно на сварочном оборудовании, или заносят непосредственно в технологический процесс. При. сварке на малых скоростях, когда встречный поток воздуха практически не отклоняет защитный газ, сопло 4 устанавливают вертикально, что позволяет направить защитный газ в зону сварки и снизить расход защитного газа.
Шаровую опору 5 можно выполнить самостоятельным узлом, который постоянно удерживается на торце корпуса 1 с помощью накидной гайки 6. К шаровой опоре 5 в этом случае крепят
.
5
0
5
0
5
0
5
0
5
сопло 4. Конечно, в этом случае горелка несколько усложняется, но гораздо дешевле становится сопло 4, т.е. та деталь, которая обращена к зоне сварки и чаще всего будет заменяться из-за выхода ее из строя (об- гарать, забрызгиваться каплями расплавленного металла).
Выполнение поворотным сопла 4 (а не мундштука) позволяет повысить срок службы мундштука за счет исключения изгиба плавящегося электрода и снижения степени забрызгивания мундштука каплями расплавленного металла.
Пример. Мундштук изготавливается из медного прутка диаметром 15 мм. Корпус выполнен в виде бронзового стакана с толщиной стенок 3 мм и с внутренним диаметром 45 мм. В нижней части корпуса с его внутренней стороны выполняют посадочное место для шаровой опоры, а с наружной стороны - резьбу для накидной гайки. Радиус сферы шаровой опоры 43 мм. Сопло имеет длину 30 мм и внутренний диаметр 25 мм и изготовляется также из бронзы. В качестве накидной гайки используются известные гайки диаметром М52. Угол поворота сопла составляет 25-30°, что вполне достаточно для обеспечения хорошей работоспособности горелки в диапазоне всех скоростей сварки, применяемых- на практике.
Формула изобретения
Горелка для дуговой сварки, содержащая сопло и токоподводящий мундщтук с каналом для направления плавящегося электрода, установленные с возможностью относительного поворота вокруг трех взаимно перпендикулярных осей, а также сферический шарнир, отличающаяся тем, что, с целью повьш1ения срока службы токо- тюдводящего мундштука путем исключения изгиба плавящегося электрода и снижения степени забрызгивания мундштука каплями расплавленного металла, сопло выполнено поворотным, сферический шарнир выполнен за одг о целое с соплом и расположен у его нерабочего конца на его 11аружной поверхности, а рабочий торец мундштука расположен в полости сопла его нерабочего конца.
// //////////////7////7У
Редактор А.Ворович
Составитель Г.Квартальнова Техред М.Ходанич
Заказ 4553/1
Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-33, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
.i
Корректор И.Муска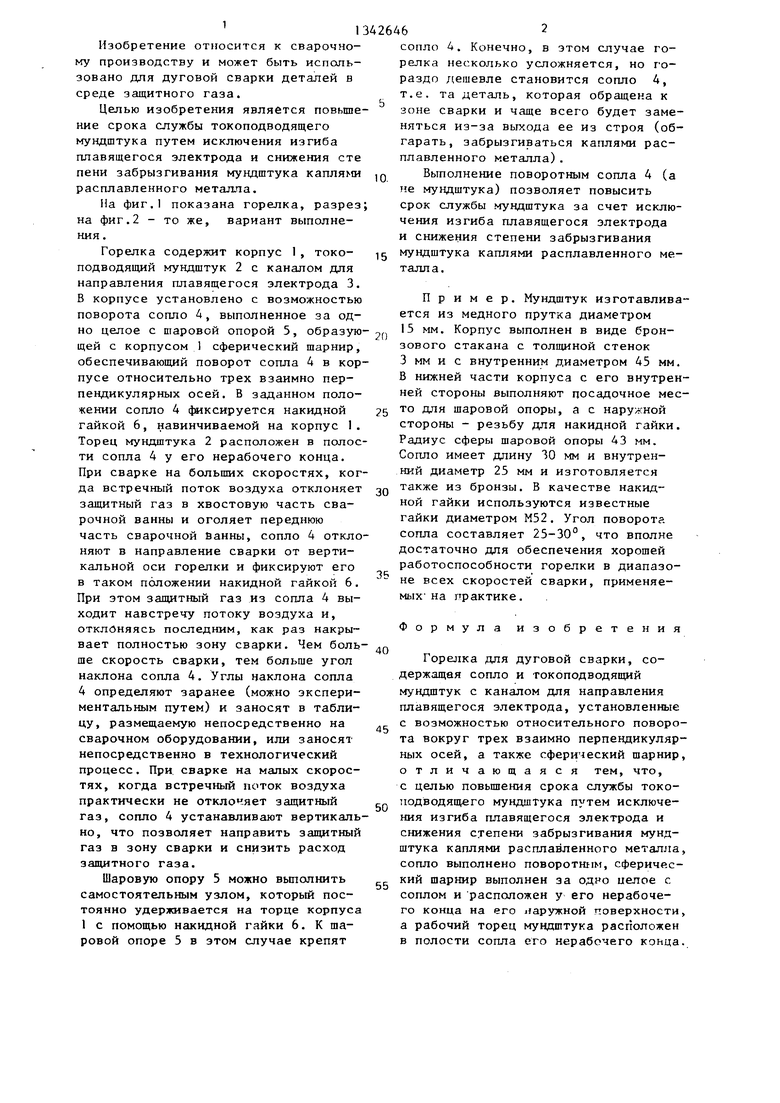
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1975 |
|
SU564120A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU933327A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1976 |
|
SU667351A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1315192A1 |
| Горелка для электродуговой сварки | 1987 |
|
SU1444110A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
Изобретение относится к сварочному производству и может быть использовано для дуговой сварки в среде защитного газа. Целью изобретения является повьппение срока службы токо- проводящего мундштука путем исключения изгиба плавящегося электрода и снижения степени забрызгивания мундштука каплями расплавленного металла. Выполнение сопла 4 поворотным за счет щаровой опоры 5, расположенной на его нерабочем конце, обеспечивает надежную защиту сварочной ванны при сварке на больших скоростях на открытом воздухе. 2 ил. 1C Фиг 2 (О оо . hc ffi |а:
| Горелка для дуговой сварки в среде защитных газов | 1978 |
|
SU701747A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
