Настоящее изобретение относится к устройству для получения инжекционно формованных пластмассовых изделий, содержащему разделяемую пресс-форму, имеющую внутреннее средство пресс-формы и два внешних средства пресс-формы, причем каждое из внешних средств пресс-формы имеет центральную ось, при этом устройство дополнительно содержит поворотную втулку, причем внутреннее средство пресс-формы поддерживается втулкой, которая предназначена для перемещения внутреннего средства пресс-формы в по существу круговом движении в и из полости пресс-формы, образованной внешними средствами пресс-формы, и средства для открытия и закрытия внешних средств пресс-формы вокруг внутреннего средства пресс-формы.
Изобретение также относится к способу открытия и закрытия разделяемой пресс-формы в устройстве инжекционного формования, причем пресс-форма содержит внутреннее средство пресс-формы и два внешних средства пресс-формы, при этом каждое внешнее средство пресс-формы имеет центральную ось, а устройство дополнительно содержит поворотную втулку, которая поддерживает внутреннее средство пресс-формы.
Установки и способы упомянутого выше типа известны (см., например, патентную публикацию ЕР 862980 А), в которых вращающееся барабанное колесо имеет внутреннее средство пресс-формы, присоединенное у внешнего конца каждого барабана, и в которых внешнее средство пресс-формы, состоящее из двух внешних половин пресс-формы, соединено так, что внутреннее средство пресс-формы посредством вращения барабанного колеса может быть успешно передвинуто в и из внешнего средства пресс-формы. Каждое из внешних половин пресс-формы соединены с поворотным рычагом, который шарнирно соединен с частью основы устройства инжекционного формования и жестко прикреплен к внешней половине пресс-формы. Для того чтобы открыть внешнее средство пресс-формы, внешние половины пресс-формы перемещают по бокам от внутреннего средства пресс-формы посредством поворота поворотного рычага. При движении открытия внешние половины пресс-формы наклоняются друг относительно друга и к их закрытому положению. Устройства этого типа используются, например, для инжекционного формования пластмассовых верхов на бумажные стаканы для получения контейнеров. Бумажный или картонный стакан помещен на одной из оправок, причем оправка со стаканом и внутренним средством пресс-формы поворачивается внутрь внешнего средства пресс-формы. Внешние средства пресс-формы закрыты вокруг внутреннего средства пресс-формы и конца стакана, и пластмассовый верх формуется на конец стакана. Проблема такого вида устройства инжекционного формования заключается в том, что оно обеспечивает формование только относительно коротких или плоских пластмассовых верхов на конце стакана, так как внешние половины пресс-формы не могут двигаться достаточно быстро с пути при открытии для обеспечения прохода оправки с более длинной или более высокой пластмассовой частью на конце стакана. Другая проблема состоит в том, что может быть трудно выравнивать внешние половины пресс-формы при закрытии внешнего средства пресс-формы.
Таким образом, целью изобретения является создание устройства инжекционного формования для получения инжекционно формованных пластмассовых изделий по существу того же самого типа, что и известное устройство, описанное выше, но которое обеспечивает формирование более высоких или более длинных пластмассовых изделий.
Другая цель состоит в создании устройства для получения инжекционно формованных изделий, позволяющего наилучшим образом выравнивать внешние средства пресс-формы.
Еще одной целью стало создание способа открытия и закрытия разделяемой пресс-формы в устройстве инжекционного формования, который является более быстрым, чем известные способы.
Еще одной целью настоящего изобретения стало создание способа открытия и закрытия разделяемой пресс-формы, которая обеспечивает прохождение более высоких и более длинных формованных пластмассовых изделий через внешнее средство пресс-формы.
Вышеупомянутые цели достигаются посредством устройства, имеющего признаки приложенного пункта 1 формулы изобретения, а предпочтительные варианты осуществления определены в пунктах 2-15 формулы изобретения. Эти цели также достигаются посредством способа согласно приложенному пункту 16 формулы изобретения и его вариантов, определенных зависимыми пунктами 17-21.
Таким образом, в устройстве согласно изобретению средства открытия и закрытия внешних средств пресс-формы установлены для перемещения внешних средств пресс-формы в первом направлении, которое является радиальным по отношению к втулке, и во втором направлении, которое является перпендикулярным первому направлению и направлено в плоскости кругового движения внутреннего средства пресс-формы, перемещающего внешние средства пресс-формы так, чтобы их центральные оси совпадали в течение всего перемещения. Таким образом, внешние средства пресс-формы могут быстро быть открыты и отодвинуты от внутренних средств так, что внутреннее средство пресс-формы с формованным пластмассовым изделием может выходить из внешнего средства пресс-формы.
В одном варианте осуществления средства для открытия и закрытия внешних средств пресс-формы выполнены для перемещения внешних средств пресс-формы в первом и втором направлениях, по меньшей мере, частично одновременно. Если каждое внешнее средство пресс-формы перемещается одновременно в первом и втором направлениях, движения открытия и закрытия могут быть ускорены, и средства, используемые для открытия и закрытия внешних средств пресс-формы, могут иметь простую конструкцию.
В особом варианте осуществления средства для открытия и закрытия внешних средств пресс-формы выполнены для перемещения внешних средств пресс-формы по круговой дуге. Это является эффективным путем открытия и закрытия внешних средств пресс-формы, так как они движутся одновременно в первом и втором направлениях.
Средства для открытия и закрытия внешних средств пресс-формы могут содержать поворотные рычаги, причем каждый рычаг шарнирно прикреплен одним концом к внешнему средству пресс-формы, а другим концом - к установочной части основания устройства. Это создает механически простое и надежное средство для открытия и закрытия внешних средств пресс-формы.
Положение установочной части предпочтительно является фиксированным. Это увеличивает точность управления перемещением внешних средств пресс-формы.
Поворотное движение поворотных рычагов может осуществляться посредством ременных приводных средств. Таким образом, движением поворотных рычагов можно надежно управлять и легко выполнять.
В одном варианте осуществления изобретения средства для открытия и закрытия внешних средств пресс-формы содержат плоские направляющие средства для направления внешних средств пресс-формы так, чтобы они были выровнены в закрытом состоянии. Таким образом, может быть обеспечено соответствующее выравнивание внешних средств пресс-формы, что способствует правильному процессу инжекционного формования.
Плоские направляющие средства могут содержать бруски, по которым держатели, удерживающие внешние средства пресс-формы, направляются во втором направлении. Внешние средства пресс-формы могут, таким образом, легко и надежно направляться во втором направлении.
Предпочтительно, чтобы плоские направляющие средства являлись бы подвижными относительно установочной части. Это делает направление внешних средств пресс-формы в первом направлении простым.
В одном варианте осуществления ременные приводные средства являются параллельными плоским направляющим средствам. Это обеспечивает простую конструкцию устройства.
В альтернативном варианте осуществления плоские направляющие средства содержат пары параллельных поворотных рычагов, причем каждый рычаг шарнирно закреплен одним концом на внешнем средстве пресс-формы и другим концом на установочной части основания устройства. Это обеспечивает другой механически простой достаточно надежный способ направления внешних средств пресс-формы.
Устройство согласно изобретению дополнительно предпочтительно содержит радиальные средства направления для направления внешних средств пресс-формы в первом направлении. Тем самым может быть легко достигнуто заданное движение внешних средств пресс-формы.
Радиальные направляющие средства могут быть выполнены для направления плоских направляющих средств в первом направлении и, таким образом, направления внешних средств пресс-формы в первом направлении. Это является простым и надежным способом обеспечения перемещения внешних средств пресс-формы в первом направлении.
В одном варианте осуществления радиальные направляющие средства содержат бруски, по которым направляются плоские направляющие средства. Это обеспечивает механически простые средства для направления плоских направляющих средств.
Устройство согласно изобретению может дополнительно содержать средства подачи для подачи пластмассы, подлежащей инжектированию, причем средства подачи являются подвижными в первом направлении с внешними средствами пресс-формы. Таким образом, можно точно управлять положением средств подачи относительно средства пресс-формы.
Устройство согласно изобретению дополнительно предпочтительно содержит прижимную систему для сжатия введенной пластмассы, причем прижимная система дополнительно выполнена в виде вспомогательного средства для закрытия внешних средств пресс-формы.
Это является эффективным способом обеспечения перемещения внешних средств пресс-формы при минимальном числе компонентов.
В одном варианте осуществления дополнительно выполнены радиальные направляющие средства для направления средств подачи. Таким образом, перемещение средств подачи и внешних средств пресс-формы может быть легко синхронизировано.
Согласно изобретению устройство может дополнительно содержать средства для расцепления внешних средств пресс-формы и рамы устройства. Таким образом, можно разъединить внешние средства пресс-формы и раму по усилиям. В результате давление, приложенное к внешним средствам пресс-формы при инжекции пластмассы, не требуется передавать на раму.
В способе согласно изобретению внешние средства пресс-формы перемещаются в первом направлении, которое является радиальным относительно втулки, и во втором направлении, которое перпендикулярно первому направлению и направлено в плоскости кругового перемещения внутреннего средства пресс-формы, и внешние средства пресс-формы перемещаются так, чтобы их центральные оси совпадали в течение всего перемещения. Этот способ обеспечивает быстрое открытие и закрытие внешних средств пресс-формы. Он дополнительно обеспечивает должное выравнивание внешних средств пресс-формы в закрытом состоянии.
Внешние средства пресс-формы предпочтительно перемещаются в первом и втором направлениях, по меньшей мере, частично одновременно. Это делает возможным ускорение открытия и закрытия внешних средств пресс-формы.
В предпочтительном варианте способа согласно изобретению внешние средства пресс-формы перемещаются по круговым дугам. Таким образом, перемещение в первом и втором направлениях совпадает по времени, обеспечивая, в частности, быстрое открытие и закрытие внешних средств пресс-формы.
В одном варианте способа согласно изобретению внешние средства пресс-формы направляются по плоским направляющим средствам во втором направлении так, что они выровнены в закрытом состоянии. Это обеспечивает правильное закрытие внешних средств пресс-формы для инжекционного формования.
Плоские направляющие средства предпочтительно направляются по радиальным направляющим средствам в первом направлении, посредством чего внешние средства пресс-формы направляются в первом направлении. Это является эффективным и простым способом направления внешних средств пресс-формы в первом направлении.
Средства подачи для подачи пластмассы, подлежащей инжектированию в разделяемую пресс-форму, могут перемещаться в первом направлении с внешними средствами пресс-формы. Таким образом, можно легко управлять положением средств подачи относительно средств пресс-формы.
В предпочтительном варианте предложенного способа внешние средства пресс-формы расцепляются с рамой устройства инжекционного формования при инжекции пластмассы. Таким образом, усилия, прилагаемые к внешним средствам пресс-формы при инжекции пластмассы, не передаются на раму.
Изобретение будет описано более подробно со ссылкой на приложенные схематические чертежи, которые показывают пример в настоящее время предпочтительного варианта осуществления изобретения.
Фиг.1 - вид в перспективе установки для инжекционного формования пластмассовых изделий на конце стаканов, образующих контейнеры, включающей в себя устройство для получения инжекционно формованных пластмассовых изделий согласно изобретению;
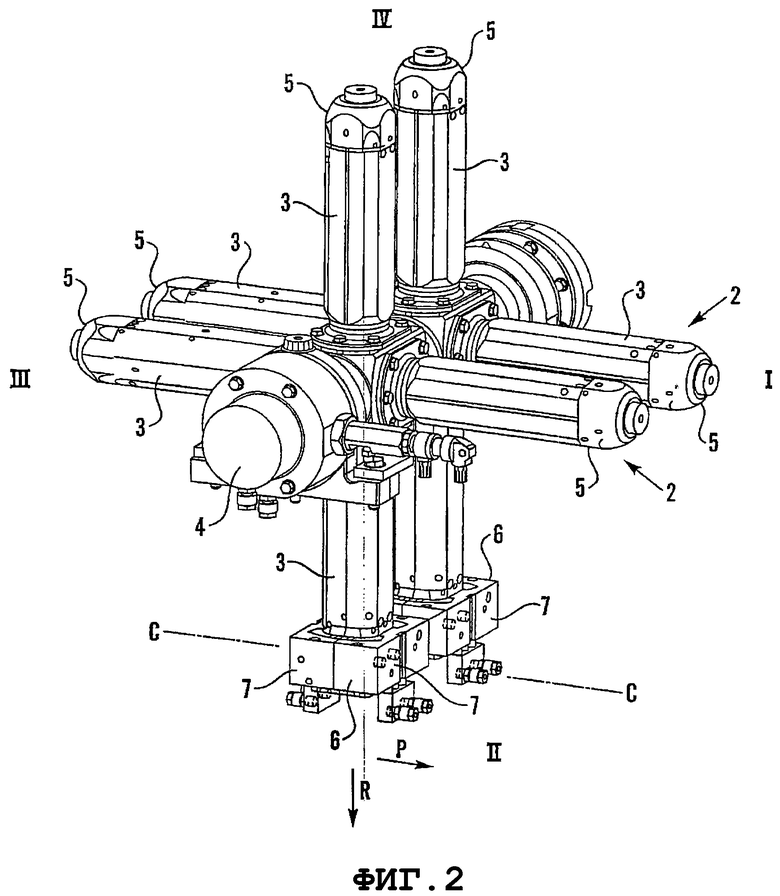
Фиг.2 - вид в перспективе двух колес оправки с фиг.1;
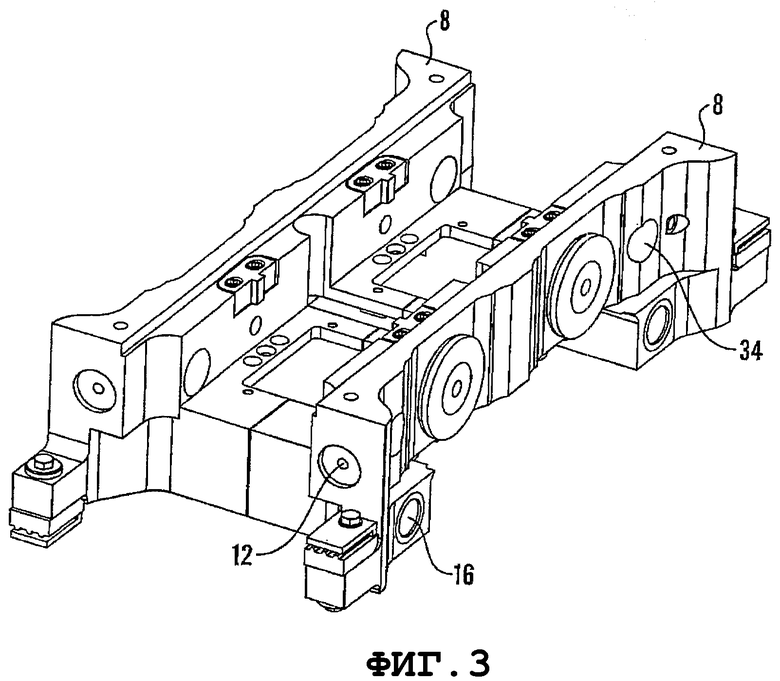
Фиг.3 - вид в перспективе пары держателей для внешних средств пресс-формы в устройстве с фиг.1;
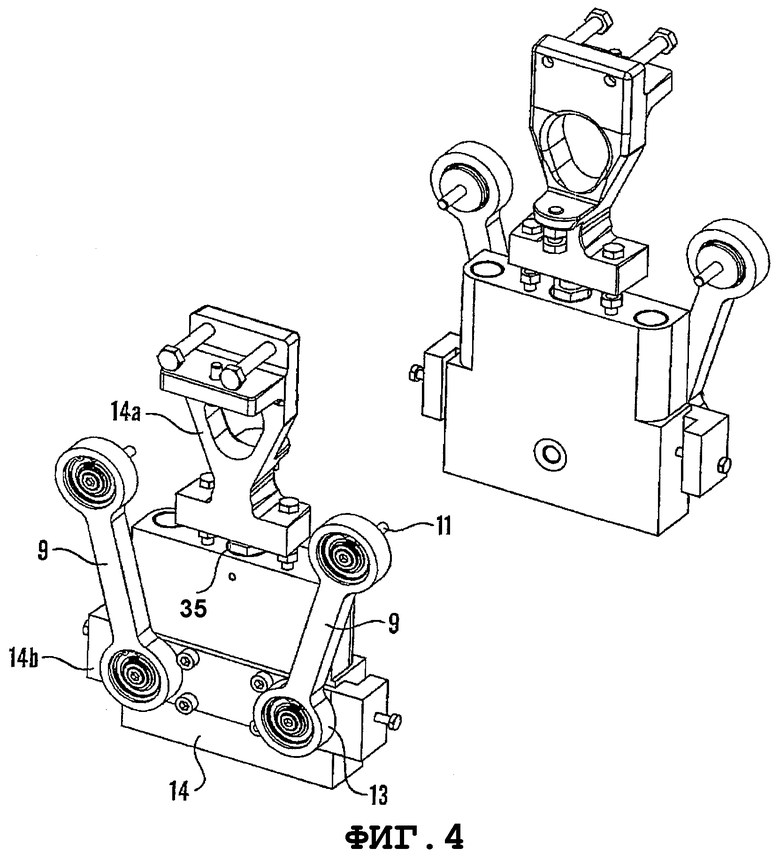
Фиг.4 - вид в перспективе двух наборов поворотных рычагов для перемещения держателей с фиг.3;
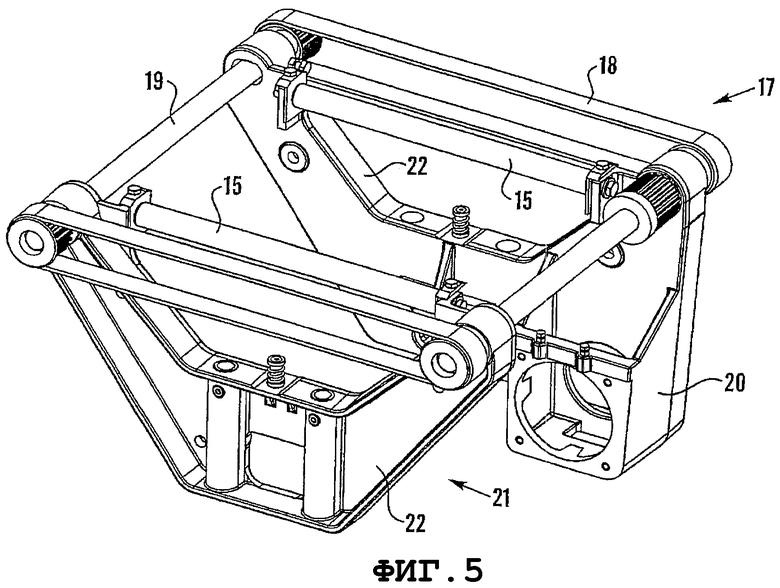
Фиг.5 - вид в перспективе ременного приводного средства для обеспечения перемещения поворотных рычагов с фиг.4;
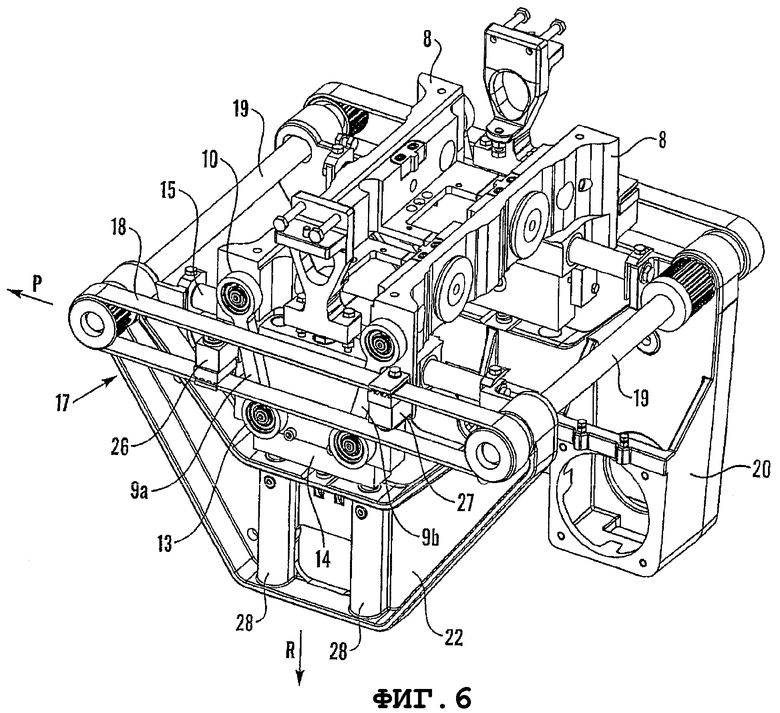
Фиг.6 - вид в перспективе узла держателей с фиг.3, поворотных рычагов с фиг.4 и ременного приводного средства с фиг.5;
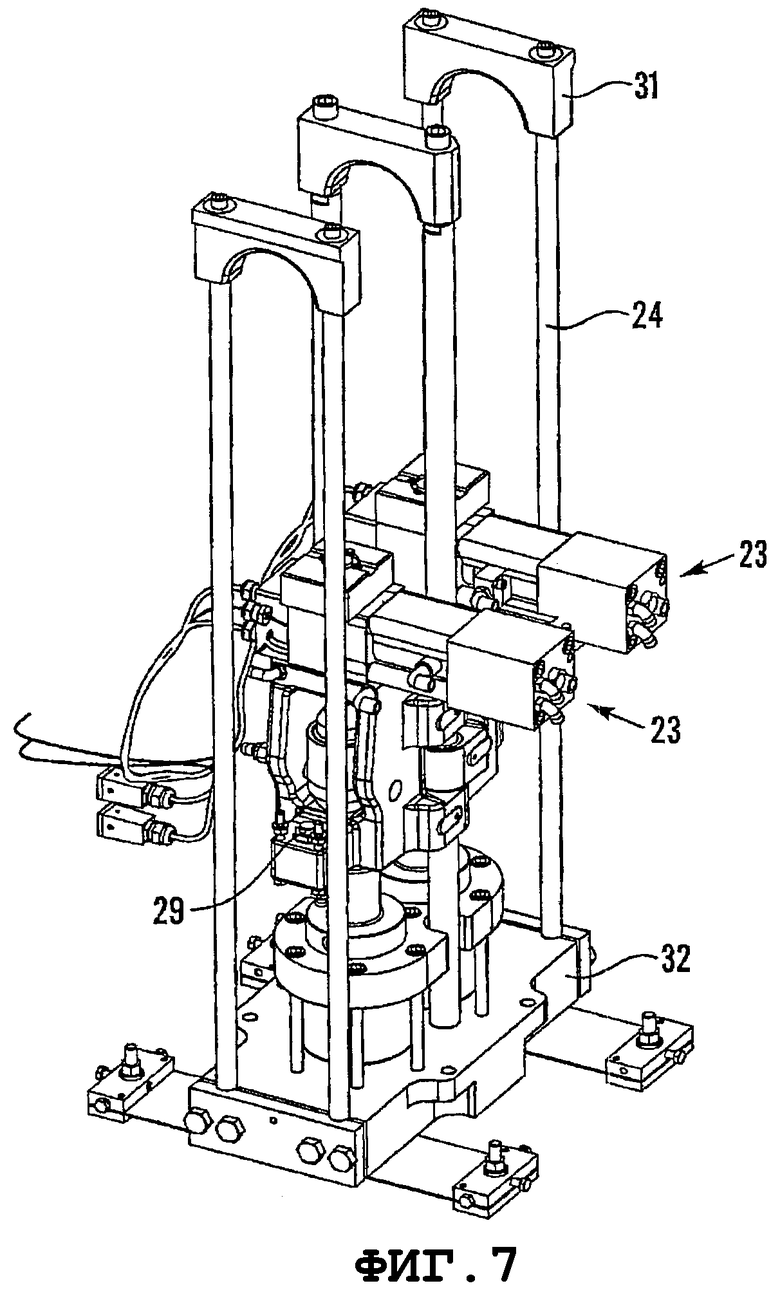
Фиг.7 - вид в перспективе средств подачи для подачи пластмассы для инжекции в устройстве с фиг.1 и направляющих средств для средств подачи и внешних средств пресс-формы;
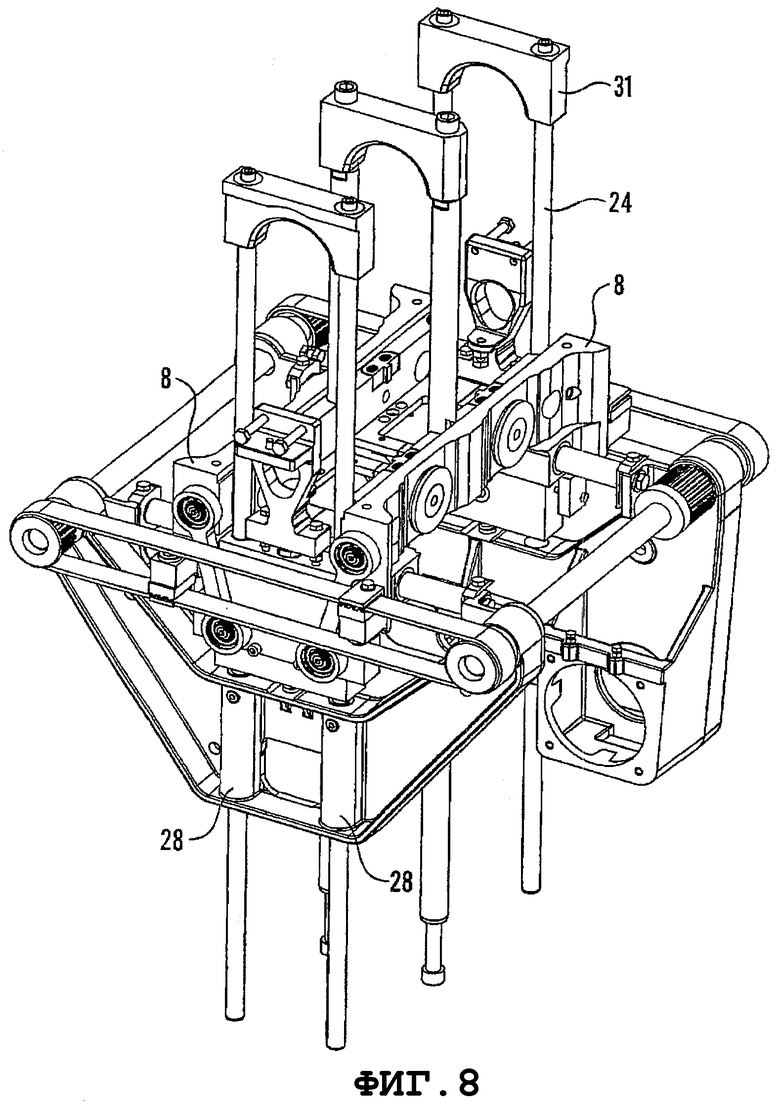
Фиг.8 - вид в перспективе узла частей с фиг.6 и 7;
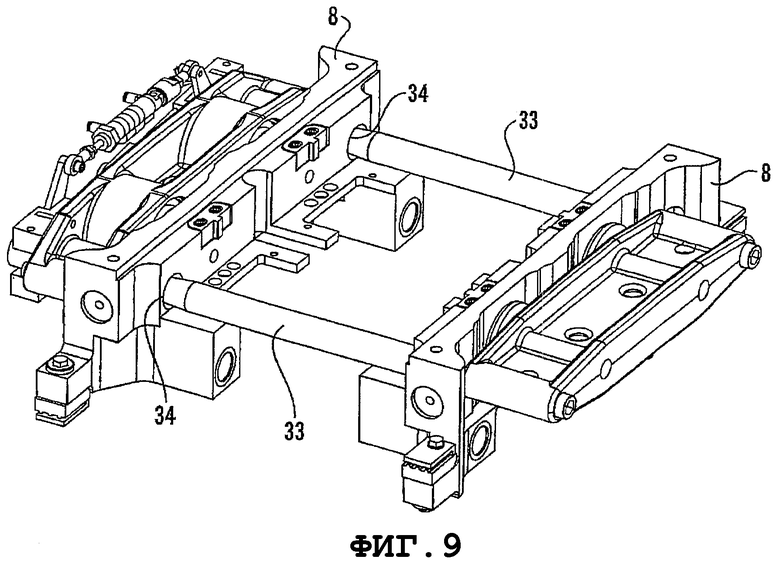
Фиг.9 - вид в перспективе держателей с фиг.3 на замыкающих пресс-форму стержнях в открытом положении;
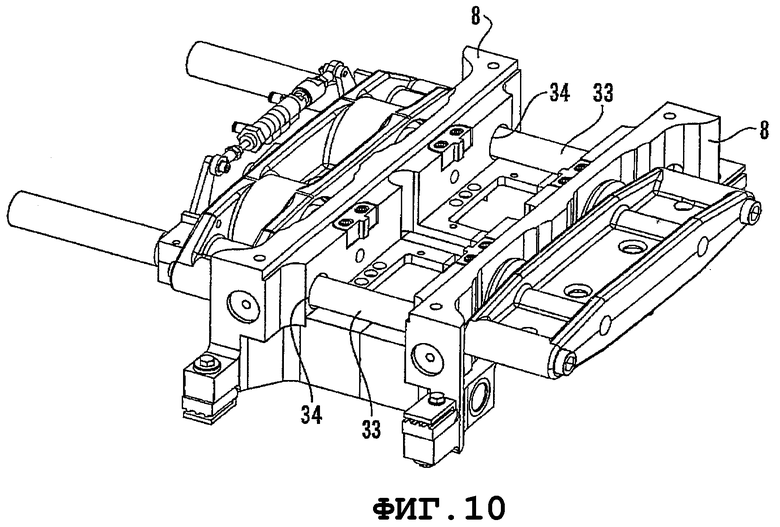
Фиг.10 - вид в перспективе держателей и замыкающих пресс-форму стержней с фиг.9 в закрытом положении.
На фиг.1 показана установка 1 инжекционного формования. Два колеса 2 оправки, как видно, расположены в верхней правой части установки 1.
Фиг.2 показывает два колеса 2 оправки, каждое из которых имеет по четыре рычага или оправки 3, проходящих от центральной втулки 4. У внешнего по радиусу конца каждой оправки 3 образовано внутреннее средство 5 пресс-формы. Внешнее средство 6 пресс-формы закрыто вокруг одного из внутренних средств 5 пресс-формы на каждом колесе 2 оправки. Каждое внешнее средство 6 пресс-формы состоит из двух внешних средств пресс-формы или половин 7 средств пресс-формы, которые могут быть перемещены в сторону или в направлении друг к другу, тем самым открываясь и закрываясь вокруг средства 5 внутренней пресс-формы. Колесо 2 оправки выполнено с возможностью вращения через положения I, II, III и IV. Каждая половина 7 внешних средств пресс-формы имеет центральную ось С, проходящую по касательной направлению вращения колеса 2 оправки.
На фиг.3 показана пара держателей 8 для удерживания половин 7 внешних средств пресс-формы.
На фиг.4 показаны два набора поворотных рычагов 9. Каждый рычаг 9 на своем одном конце 10 имеет выступающий штифт 11 для шарнирного соединения держателя 8 с фиг.3 через отверстие 12. На другом конце 13 рычаг шарнирно присоединен к неподвижной установочной части 14 основания установки 1.
На фиг.5 видны направляющие средства (называемые плоскими направляющими средствами, что будет объяснено ниже) в форме горизонтальных брусков 15 для направления внешних средств 7 пресс-формы во втором направлении (обозначенном стрелкой Р на фиг.2). В установке 1 держатели 8 с фиг.3 присоединены к брускам 15 посредством отверстий 16, через которые проходят бруски 15. Кроме того, на фиг.5 видны ременные приводные средства 17, каждое из которых имеет бесконечный ремень 18, приводящийся двумя приводными валами 19, соединенными с двигателем (на фиг.5 не показан), который установлен на основании 20 двигателя. Соединение брусков 15 и приводных средств 17 поддерживается на раме 21, состоящей из двух перекладин 22.
На фиг.7 показана пара средств 23 подачи для подачи пластмассы, предназначенной для инжектирования в пресс-форму, образованную внутренним средством 5 пресс-формы и внешним средством 6 пресс-формы. Три пары вертикальных брусков 24 составляют направляющие средства (называемые радиальными направляющими средствами, что будет объяснено ниже) для направления половин 7 внешних средств пресс-формы и средств 23 подачи в первом направлении (обозначенном стрелкой R на фиг.2).
Вертикальные бруски 24 направляют половины 7 внешних средств пресс-формы в радиальном направлении R колеса 2 оправки и для удобства обсуждения упоминаются как радиальные направляющие средства. Таким же образом, горизонтальные бруски 15 направляют половины 7 внешних средств пресс-формы во втором направлении Р, которое является перпендикулярным первому радиальному направлению R и направлено в плоскости кругового перемещения оправок 3, и они поэтому упоминаются как плоские направляющие средства. Термины "радиальный" и "плоский" никоим образом не направлены на ограничение возможных вариантов осуществления направляющих средств 15, 24.
Гидравлический цилиндр связан с каждым средством 23 подачи. Теперь будет описана работа установки 1 с устройством согласно изобретению для производства инжекционно формованных пластмассовых изделий. На каждом колесе 2 оправки на оправке 3 в положении I размещают бумажный или картонный стакан (не показаны). Колесо 2 оправки поворачивается по часовой стрелке так, чтобы оправка 3 с внутренним средством 5 пресс-формы и стаканом перемещались в положение II. При перемещении оправки 3 в положение II внешнее средство 6 пресс-формы открыто, то есть половины 7 внешнего средства пресс-формы находятся на расстоянии друг от друга. Когда внутреннее средство 5 пресс-формы находится в положении II, внешнее средство 6 пресс-формы закрыто вокруг внутреннего средства 5 пресс-формы, тем самым образуя полость пресс-формы между внутренним и внешним средствами 5, 6 пресс-формы. Закрытие внешнего средства 6 пресс-формы достигается посредством поворотных рычагов 9, которые шарнирно присоединены к держателям 8, удерживающим половины 7 внешнего средства пресс-формы, и к установочной части 14.
Как показано на фиг.6, перемещение поворотных рычагов является регулируемым и приводится посредством ременных приводных средств 17. Нижний блок 26 присоединен к нижней части бесконечного ремня 18 и соединен с левым поворотным рычагом 9а. Верхний блок 27 присоединен к верхней части бесконечного ремня 18 и соединен с правым поворотным рычагом 9b. Бесконечный ремень 18 приводится посредством двух приводных валов 19.
На фиг.6 показаны держатели 8 в положении, когда внешнее средство пресс-формы закрыто. Если бесконечный ремень 18, показанный на переднем плане фиг.6, приведен в направлении по часовой стрелке, блоки 26, 27 отодвигаются друг от друга, и рычаги 9а, 9b поворачиваются так, что их верхние концы 13 перемещаются в направлении наружу друг от друга. Таким образом, держатели 8, удерживающие половины внешнего средства пресс-формы, отодвигаются друг от друга. Так как рычаги 9 шарнирно прикреплены к держателям 8, то держатели 8 и, таким образом, половины 7 внешнего средства пресс-формы могут быть отодвинуты друг от друга без взаимного поворота. Таким образом, центральные оси С половин 7 внешнего средства пресс-формы, которые, как показано на фиг.2, совпадают при закрытом положении внешнего средства 6 пресс-формы и остаются такими во время всего перемещения. Поскольку держатели 8 перемещаются в сторону, они скользят по горизонтальным брускам 15. Таким образом сохраняется их выравнивание. Поворотное перемещение рычагов 9 перемещает держатели 8 наружу в горизонтальном направлении Р, так же, как и вниз камеры в вертикальном направлении R. Положение установочной части 14 является фиксированным и поэтому горизонтальные бруски 15 подвижны в вертикальном направлении R. Так как поворотное перемещение рычагов 9 перемещает держатели 8 наружу, горизонтальные бруски 15 направляются вниз. В каждой перекладине 22 расположены два параллельных вертикальных канала 28, через которые, как видно на фиг.8, проходят вертикальные бруски 24. Таким образом, так как поворотное перемещение рычагов 9 перемещает держатели 8 в сторону, перекладины 22 скользят вниз по вертикальным брускам 24, перемещая горизонтальные бруски 15, держатели 8 и половины 7 внешнего средства пресс-формы вниз в вертикальном направлении R. При перемещении средства 23 подачи перемещаются вниз с перекладинами 22, горизонтальными брусками 15, держателями 8 и половинами 7 внешнего средства пресс-формы.
Когда внешнее средство 6 пресс-формы должно быть закрыто, бесконечный ремень 18 вращается в направлении против часовой стрелки. Блоки 26, 27 заставляют верхние концы 10 рычагов 9 двигаться друг к другу. Таким образом, держатели 8 перемещаются друг к другу, скользя по горизонтальным брускам 15, причем держатели 8 и половины 7 внешнего средства пресс-формы удерживают с их центральными осями С, совпадающими во время всего перемещения. Пока держатели 8 скользят в направлении друг к другу при поворотном перемещении рычагов 9, перекладины 22, удерживающие горизонтальные бруски 15, держатели 8 и половины 7 внешнего средства пресс-формы скользят в направлении вверх по вертикальным брускам. Таким образом, половины 7 внешнего средства пресс-формы сводятся вместе с правильным выравниванием, в конечном счете образуя полость пресс-формы с внутренним средством 5 пресс-формы.
Гидравлический цилиндр средства 23 подачи используется для обеспечения давления на пластмассу, подлежащую инжекции в пресс-форму, образованную внутренним средством 5 пресс-формы и внешним средством 6 пресс-формы. Гидравлический цилиндр является также частью вспомогательной системы для обеспечения закрытия внешнего средства 6 пресс-формы. Когда внешнее средство 6 пресс-формы полностью открыто, держатели 8 находятся на максимальном расстоянии друг от друга на горизонтальных брусках 15, и перекладины 22 находятся в их самом низком положении на вертикальных брусках 24. Таким образом, чтобы закрыть внешнее средство 6 пресс-формы, силы трения, действующие на вертикальных брусках 24 и горизонтальных брусках 15, должны быть преодолены так же, как и сила тяжести, действующая на все соединения. Поэтому гидравлические цилиндры, связанные со средствами 23 подачи пластмассы, используются для помощи двигателю в перемещении перекладин 22 вверх по вертикальным брускам 24 и держателей 8 внутрь по горизонтальным брускам 15. Так как давление, обычно используемое для надавливания на пластмассу, подлежащую инжекции, намного больше (порядка 100 бар) давления, требуемого для перемещения соединения средства пресс-формы (порядка 10 бар), цилиндры приводятся в движение не посредством обычной нажимной системой при работе, как вспомогательное средство для открытия и закрытия внешнего средства 6 пресс-формы, а через прижимной накопитель (не показан). Накопитель разделяется мембраной на верхний и нижний отсек. Верхний отсек заполнен газом, а нижний отсек заполнен гидравлическим маслом и соединен с гидравлическим цилиндром. Поскольку соединение средства пресс-формы перемещается вниз при открытии половин 7 внешнего средства пресс-формы, поршень цилиндра перемещается вниз, а масло перемещается в накопитель, тем самым обеспечивая сдавливание газа в верхнем отсеке. Для закрытия половин 7 внешнего средства пресс-формы давление газа в верхнем отсеке накопителя используется для помощи двигателю при перемещении перекладин 22 вверх по вертикальным брускам 24 против действия гравитационных сил и сил трения.
Желательно не передавать высокое давление, прикладываемое к средству пресс-формы при инжекции пластмассы, к раме устройства инжекционного формования. Поэтому средство пресс-формы 5, 6 расцепляют от рамы посредством разнесенных цилиндров 35 на установочной части 14. При открытии и закрытии внешнего средства 6 пресс-формы, когда весь узел средства пресс-формы передвигают вниз и вверх, разнесенные цилиндры 35 находятся под давлением. Когда внешнее средство 6 пресс-формы закрыто перед инжекцией пластмассы, разнесенные цилиндры 35 не находятся под давлением, и тем самым верхняя часть 14а установочной части 14 отсоединена от нижней части 14b по передаче усилия.
Средство 23 подачи также имеет разнесенные цилиндры 29. При открытии и закрытии внешнего средства 6 пресс-формы, поскольку средство 23 подачи передвигается по вертикали с внешним средством 6 пресс-формы, разнесенные цилиндры 29 находятся под давлением, и, таким образом, средство подачи удерживается на расстоянии приблизительно 0,5 мм от внешнего средства 6 пресс-формы всегда при перемещении для того, чтобы предотвратить царапание поверхности контакта между половинами 7 внешнего средства пресс-формы и средством 23 подачи. Когда внешнее средство 6 пресс-формы закрыто перед инжекцией пластмассы, разнесенные цилиндры 29 не находятся под давлением, и средство 23 подачи свободно заходит в контакт с половинами 7 внешнего средства пресс-формы. Таким образом, пресс-форму можно снабжать пластмассой посредством средства подачи и можно передавать силы, заставляющие проходить пластмассу в пресс-форму.
Как показано на фиг.9 и 10, вертикальные замыкающие пресс-форму стержни 33 проходят через отверстия 34 в держателях 8 средств. Замыкающие пресс-форму стержни 33 используют для приложения давления на половины 7 внешнего средства пресс-формы при инжекции пластмассы в пресс-форму, образованную внутренним и внешним средствами 5, 6 пресс-формы.
Так как при инжекции внешние средства 6 пресс-формы выходят из взаимодействия с рамой установки 1 посредством нижней части 14b установочной части 14, давление, приложенное к средству пресс-формы 5, 6, не передается раме установки 1, но передается через U-образную связь 31, установленную на верхнем конце вертикальных брусков 24, каждый из которых соединен с двумя вертикальными брусками 24, к опорной плите 32 средства 24 подачи.
Посредством устройства и способа, описанных выше, обеспечивается то, что половины 7 внешнего средства пресс-формы находятся на правильном выравнивании при закрытии, что позволяет обеспечить точное выполнение инжекционно формованных изделий. На самом деле половины внешнего средства пресс-формы сохраняются с их центральными осями С, совпадающими при открытии и закрытии, тем самым снижая до минимума риск рассогласования половин внешнего средства пресс-формы в закрытом состоянии.
Специалист в данной области техники поймет, что возможно множество изменений варианта осуществления изобретения, описанного здесь, в объеме изобретения, как определено в соответствии с приложенными пунктами формулы изобретения.
Например, пока в устройстве, описанном выше, перемещение половин 7 внешнего средства пресс-формы выполняется одновременно в первом радиальном направлении R и втором плоскостном направлении Р, то есть по круговым дугам, также возможны и другие виды движений. Однако для скорости перемещения преимущественно выполнять перемещение в первом и втором направлениях, по меньшей мере, частично в одно и то же время. Тем не менее, также возможно выполнять перемещения в первом и втором направлениях последовательно. Главное неудобство заключается в том, что открытие и закрытие половин 7 внешнего средства пресс-формы должны быть достаточно быстрыми, чтобы не задерживать процесс производства инжекционно формованных пластмассовых изделий.
Вместо горизонтальных брусков 15 плоские направляющие средства могут содержать дополнительный рычаг, устроенный параллельно каждому рычагу 9. Каждый дополнительный рычаг на одном своем конце шарнирно прикреплен к установочной части 14 и на другом конце к одному из держателей 8. Таким образом, при открытии и закрытии параллельная пара рычагов 9 на каждом конце держателей 8 передвигает половины 7 внешнего средства пресс-формы. Так как расстояние между рычагами 9 в каждой паре не меняется, поворотное перемещение рычагов 9 вынуждает перекладины 22 перемещаться вниз по вертикальным брускам 24, перемещая держатели 8 и половины 7 внешнего средства пресс-формы вниз в вертикальном направлении R.
Изобретение относиться к устройству для получения инжекционно формованных пластмассовых изделий. Устройство содержит разделяемую пресс-форму, имеющую внутреннее средство пресс-формы и два внешних средства пресс-формы. Устройство дополнительно содержит поворотную втулку, которая поддерживает внутреннее средство пресс-формы. Внутреннее средство пресс-формы выполнено с возможностью перемещения втулкой по существу по кругу в и из полости пресс-формы, охваченной внешними средствами пресс-формы. Средства открытия и закрытия внешних средств пресс-формы выполнены с возможностью перемещения внешних средств пресс-формы в первом радиальном направлении и втором перпендикулярном направлении, перемещая внешние средства пресс-формы так, чтобы их центральные оси совпадали во время всего перемещения. Также описан способ открытия и закрытия разделяемой пресс-формы в устройстве инжекционного формования. Изобретение позволяет получать методом инжекционного формования более высокие и более длинные пластмассовые изделия. 2 н. и 23 з.п. ф-лы, 10 ил.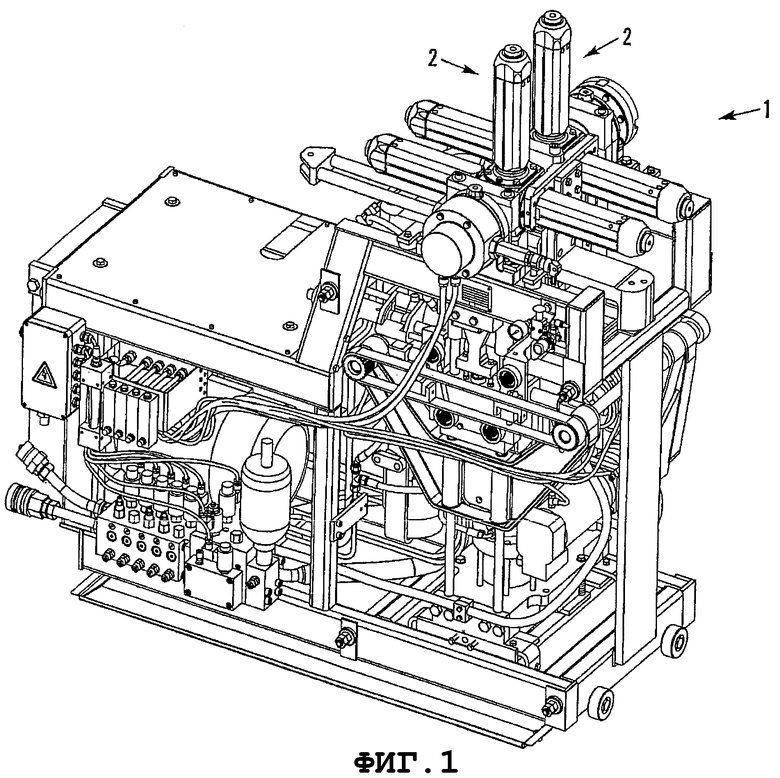
| Устройство дя механической обработки кокса | 1979 |
|
SU862980A1 |
| ЗАЖИМНОЕ СТАНОЧНОЕ ПРИСПОСОБЛЕНИЕ | 1969 |
|
SU415153A1 |
| Автомат для литья под давлением изделий из термопластических масс | 1961 |
|
SU145339A1 |
| Механизм смыкания форм литьевой машины | 1984 |
|
SU1211077A1 |
| RU 99111778, 27.02.2001. | |||

