Способ изготовления биметаллических многослойных панелей относится к авиационной промышленности и может применяться при изготовлении узлов самолета.
Известен способ изготовления панели узла самолета, состоящей из титановых листов и расположенного между ними особотонкостенного сотового заполнителя (кандидатская диссертация Панова В.В. «Исследование и разработка технологии получения разноструктурного особотонкостенного заполнителя для диффузионно-сварных титановых сотовых панелей способом лазерной термообработки», 2003 г.).
Недостатком такого способа является сложность изготовления панели.
Наиболее близким заявляемому способу по совокупности признаков является способ изготовления многослойных конструкций, при котором заполнитель изготавливается в виде трубок с установленными между ними удаляемыми вкладышами, в которые во время сварки подается газ под высоким давлением, который формирует из них коробчатый профиль (авторское свидетельство на изобретение №1759583, приор. 06.07.90, опубл. 07.09.92).
Недостатком данного способа является сложность изготовления панели из-за проблематичности удаления закладных вкладышей после сварки вследствие всестороннего обжатия из-за усадочных деформаций.
Задачей предлагаемого изобретения является упрощение процесса изготовления панели.
Задача решается тем, что в способе изготовления биметаллических многослойных панелей, при котором между листами обшивки устанавливают поперечные ребра и коробчатые профили, при этом между листами обшивки и коробчатыми профилями оставляют зазор, и производят сварку, отличающийся тем, что ширину поперечных ребер выбирают с учетом количества дополнительного металла так, что при приложении сварочного усилия дополнительный металл поперечных ребер деформируется с образованием двухсторонних галтелей и упомянутый зазор исчезает, коробчатые профили являются закладными, они не удаляются из биметаллической многослойной панели после осуществления процесса сварки, и выполнены из металла с коэффициентом линейного расширения меньшим, чем коэффициент линейного расширения металла поперечных ребер и листов обшивки.
Заявляемое техническое решение отличается от прототипа тем, что закладные коробчатые профили, играющие роль формирующей оснастки, после протекания процесса сварки не удаляются, а остаются частью конструкции панели.
Совокупность заявляемых признаков обеспечивает достижение задачи изобретения - упрощение процесса изготовления панели.
На чертеже показана схема панели.
Панель состоит из листов обшивки 1, поперечных ребер 2 из того же материала, что и обшивка, и закладных остающихся коробчатых профилей 3, выполненных из материала более теплоустойчивого, чем материал обшивки и ребер.
Способ изготовления биметаллических многослойных панелей заключается в следующем. Между листами обшивки панели 1 устанавливаются поперечные ребра 2, выполненные из того же материала, что и листы обшивки, и коробчатые профили 3, выполняющие роль формирующей оснастки для предотвращения потери устойчивости поперечных ребер 2 в процессе диффузионной сварки, как показано на чертеже. При этом на стадии сборки между листами обшивки 1 и коробчатыми профилями 3 остается зазор в связи с тем, что ширина поперечных ребер 2 выбирается с учетом дополнительного металла ребра, необходимого для образования галтелей при протекании процесса сварки. Материал, из которого выполняется коробчатый профиль 3, выбирается более теплоустойчивый, чем материал листов обшивки 1 и поперечных ребер 2. В процессе сварки, при приложении сварочного усилия, дополнительный металл поперечных ребер 2 деформируется с образованием двухсторонних галтелей. При этом зазор между коробчатыми профилями 3 и листами обшивки 1 исчезает. При охлаждении, после протекания процесса сварки, происходит усадка деталей панели, при этом усадка листов обшивки 1 и поперечных ребер 2 больше, чем усадка коробчатых профилей 3, что приводит к всестороннему обжатию коробчатого профиля.
Положительный эффект: упрощение процесса изготовления панели, повышение прочности панели.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Способ лазерной сварки листов из разнородных металлов встык | 2022 |
|
RU2784044C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| БИМЕТАЛЛИЧЕСКИЙ РАДИАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2662937C1 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| Трехслойная амортизационная оболочка | 1981 |
|
SU998687A1 |
| Способ экструдирования биметаллических изделий | 1977 |
|
SU737053A1 |
| КРЫШКА ЯМНОЙ ПРОПАРОЧНОЙ КАМЕРЫ | 1991 |
|
RU2073606C1 |
Изобретение относится к авиационной промышленности и может применяться при изготовлении узлов самолета. При изготовлении биметаллических многослойных панелей между листами обшивки устанавливают поперечные ребра и коробчатые профили, при этом между листами обшивки и коробчатыми профилями оставляют зазор, и производят сварку. Ширину поперечных ребер выбирают с учетом количества дополнительного металла так, что при приложении сварочного усилия дополнительный металл поперечных ребер деформируется с образованием двухсторонних галтелей и упомянутый зазор исчезает. Коробчатые профили являются закладными, они не удаляются из биметаллической многослойной панели после осуществления процесса сварки, и выполнены из металла с коэффициентом линейного расширения меньшим, чем коэффициент линейного расширения металла поперечных ребер и листов обшивки. В результате упрощается процесс изготовления панели. 1 ил.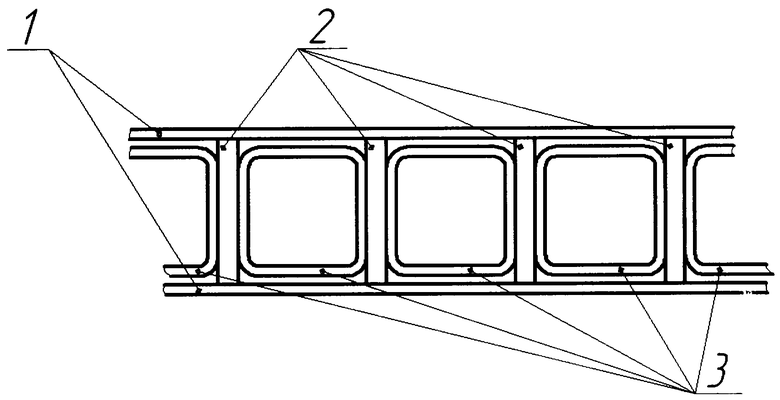
Способ изготовления биметаллических многослойных панелей, при котором между листами обшивки устанавливают поперечные ребра и коробчатые профили, при этом между листами обшивки и коробчатыми профилями оставляют зазор и производят сварку, отличающийся тем, что ширину поперечных ребер выбирают с учетом количества дополнительного металла так, что при приложении сварочного усилия дополнительный металл поперечных ребер деформируется с образованием двухсторонних галтелей и упомянутый зазор исчезает, коробчатые профили являются закладными, они не удаляются из биметаллической многослойной панели после осуществления процесса сварки и выполнены из металла с коэффициентом линейного расширения меньшим, чем коэффициент линейного расширения металла поперечных ребер и листов обшивки.
| Способ изготовления многослойной конструкции | 1990 |
|
SU1759583A1 |
| JP 10305501 A, 17.11.1998 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| JP 9290484 A, 11.11.1997. | |||

