Изобретение относится к кристаллизатору для непрерывной разливки металла в соответствии с признаками ограничительной части пункта 1 формулы изобретения.
Кристаллизаторы из меди или медных сплавов для непрерывного литья профилей из стали или других металлов, имеющих высокую температуру плавления, были описаны много раз в соответствующем уровне техники. В идеальном случае непрерывнолитая заготовка, полученная непрерывной разливкой стали, должна иметь форму кристаллизатора, в котором она была получена при литье, при этом заготовка имеет немного меньшие размеры по сравнению с кристаллизатором вследствие усадки разливаемого металла. Иногда данная форма теряется, и это часто приводит к трещинам и разрывам в твердом профиле. Данная проблема осложняется в случае разливки стали, имеющей процентное содержание углерода по массе, составляющее от 0,2 до 0,4 процента. При данном диапазоне содержания углерода имеет место заметная тенденция, проявляющаяся в том, что квадратная или прямоугольная конфигурация становится ромбовидной. Было показано, что при усилении тенденции к образованию ромбовидной конфигурации непрерывнолитой заготовки и уменьшению прямоугольности степень данного внутреннего разрыва настолько большая, что это приводит к снижению качества непрерывнолитой заготовки и в крайнем случае приводит к необходимости ее утилизации как скрапа. Данная проблема становится все более актуальной при использовании высокоскоростного оборудования для непрерывной разливки.
Были предложены различные подходы для решения данной проблемы, такие как: изменение геометрии полости кристаллизатора для обеспечения ее большего соответствия степени усадки разливаемого металла, изменение охлаждения ручья/заготовки, отливаемой непрерывным литьем в кристаллизаторе, или изменение состава стали. Несмотря на то, что изменение химического состава легированной стали для высокоскоростной непрерывной разливки может показаться оправданным, отрицательной стороной является увеличение расходов на сталь. Следовательно, подход, которого обычно придерживались до настоящего времени, направлен на модификацию полости кристаллизатора для обеспечения возможности затвердевания заготовки, отливаемой непрерывным литьем, настолько равномерно, насколько это возможно. Увеличение затвердевшей оболочки заготовки, отливаемой непрерывным литьем, то есть кристаллизация в направлении снаружи внутрь, должно/должна происходить настолько равномерно, насколько это возможно, поскольку неравномерная кристаллизация заготовки, отливаемой непрерывным литьем, представляет собой причину возникновения ромбической конфигурации идеально прямоугольной непрерывнолитой заготовки. Были предложены довольно усложненные геометрические формы полостей кристаллизаторов, однако это делает производство в целом более сложным и влечет за собой увеличенные затраты на техническое обслуживание, когда кристаллизатор должен быть повторно обработан начисто вследствие износа (US 2007/0125511 А1).
Задача настоящего изобретения состоит в разработке кристаллизатора для непрерывной разливки металла, который имеет полость кристаллизатора, обеспечивающую возможность получения непрерывнолитой заготовки со значительно более высокой точностью формы без необходимости изменения состава металлического сплава непрерывнолитой заготовки.
Данная задача решается посредством кристаллизатора, имеющего признаки, приведенные в пункте 1 формулы изобретения.
В соответствии с настоящим изобретением предложен кристаллизатор для непрерывной разливки металла, имеющий полость кристаллизатора, которая выполнена с отверстием для заливки жидкого металла и отверстием для выхода практически затвердевшей непрерывнолитой заготовки. Кристаллизатор имеет сечение, определяемое базовой формой, которая соответствует базовой форме непрерывнолитой заготовки. В соответствии с изобретением сечение имеет по меньшей мере частично профилированный контур, который продолжается в направлении разливки.
Профилированный контур выполнен в виде волнистого профиля, который включает в себя ряд канавок (желобков), проходящих по существу параллельно. Данные канавки проходят на эффективной длине полости кристаллизатора. Важно выполнить канавки уже в той зоне, в которой жидкий металл входит в контакт с полостью кристаллизатора. Таким образом, канавки необязательно должны доходить до верхнего края заливочного отверстия, а могут начинаться на некотором расстоянии от заливочного отверстия при условии, что канавки начинаются над так называемым «мениском». Мениск представляет собой уровень заливки, до которого полость кристаллизатора заполняют жидким металлом. Эффективная длина кристаллизатора должна быть задана достаточно большой для обеспечения возможности отвода достаточного количества тепла от жидкого металла и, таким образом, для обеспечения возможности образования достаточного твердого поверхностного слоя заготовки, отливаемой непрерывным литьем для того, чтобы он мог обеспечивать опору для удерживаемой внутри жидкой стали. Следовательно, теоретический уровень заливки расположен в верхней трети длины полости кристаллизатора рядом с заливочным отверстием, в частности, в зоне «верхних» 20% длины.
Было показано, очень предпочтительно, когда отношение внутреннего периметра полости кристаллизатора к ширине отдельной канавки больше 30, при этом ширина отдельных канавок находится в диапазоне от 1,5 до 30 мм.
Повышенная стабильность формы или уменьшенная склонность к образованию ромбической формы в основном может обеспечиваться при увеличении числа желобков, распределенных по внутренней поверхности полости кристаллизатора. Однако испытания показали, что число канавок не должно быть избыточным, поскольку ширина отдельных канавок в этом случае станет слишком малой. Для обеспечения эффективности канавок задан нижний предел ширины канавки, составляющий приблизительно 1,5 мм. Канавки предпочтительно имеют ширину, которая превышает 2 мм и, в частности, превышает 4,5 мм.
Напротив, канавки также не должны быть слишком широкими, поскольку увеличение ширины приводит к уменьшению числа канавок и, следовательно, отрицательно влияет на направление непрерывно отливаемой заготовки. Было показано, что не должна быть превышена ширина, составляющая 30 мм. Канавки предпочтительно выполнены значительно более узкими и имеют ширину до 15 мм, в частности до 13 мм.
Точное число, геометрия и расположение отдельных канавок зависят от многих факторов и могут варьироваться от одного случая применения до другого случая применения. К факторам относятся геометрия полости кристаллизатора, внутренняя периферия/внутренний периметр полости кристаллизатора, регулирование температуры и режим охлаждения разливаемого металла, смазка и возбуждение колебаний кристаллизатора. Однако общим для всех применений является то, что профилированный контур в виде волнистого профиля «наложен» на базовую геометрию кристаллизатора для получения - в качестве конечного продукта - непрерывнолитой заготовки, имеющей поверхность, которая приобретает четко выраженный контур за счет профилирования и имеет продольные выступы с геометрией, являющейся результатом выполнения полости кристаллизатора с канавками или волнистостью.
Кристаллизаторы для непрерывной разливки, как правило, имеют геометрию, соответствующую усадке непрерывно отливаемой заготовки под действием охлаждения. В результате внутренний периметр полости кристаллизатора меньше в выпускном отверстии, чем в зоне мениска. В соответствии с изобретением профилированный контур соответствует геометрии полости кристаллизатора. Другими словами, число канавок профилированного контура остается постоянным, несмотря на то, что расстояние между канавками незначительно изменяется в соответствии с геометрией кристаллизатора в направлении разливки. Вследствие этого отдельные канавки не проходят абсолютно параллельно друг другу, а проходят под очень малым острым углом друг относительно друга в соответствии с геометрией кристаллизатора. Геометрия кристаллизатора может изменяться в направлении разливки, а также по внутреннему периметру полости кристаллизатора; при этом он может уменьшиться даже до 0% на каждый метр. Другими словами, канавки проходят параллельно в некоторой зоне в направлении длины с сужением, составляющим 0% на каждый метр, при этом они проходят только в основном параллельно в других зонах в направлении длины в соответствии с геометрией. Кроме того, кристаллизатор может иметь криволинейную конфигурацию, при этом в данном случае канавки, само собой разумеется, соответствуют одновременно кривизне и геометрии.
Базовая форма полости кристаллизатора и геометрия полости кристаллизатора могут быть заданы по существу независимо от конфигурации профилированного контура. Профилированный контур «наложен» только на данную базовую конфигурацию, включая геометрию, сравнимо с эластичным покрытием, которое соответствует по форме размерам и конфигурации полости кристаллизатора. Необходимо только обеспечить то, чтобы канавки сохраняли их относительное расположение в пределах поперечных плоскостей полости кристаллизатора так, чтобы канавки фактически приближались друг к другу в поперечной плоскости, которая находится дальше в направлении разливки.
Существует много способов образования геометрических конфигураций отдельных канавок. В соответствии с предпочтительным признаком настоящего изобретения канавки могут иметь контур, который легко образовать и который создает возможность легкого касания жидким металлом стенки кристаллизатора. Таким образом, понятие «канавки» в значении, используемом в изобретении, не охватывает узкие глубокие прорези с расширенной входной частью. Самая глубокая точка канавок предпочтительно находится в центре соответствующей канавки, при этом глубина постепенно уменьшается к границам канавок. Переход от самой глубокой точки канавки к краю канавки является, в частности, непрерывным, то есть не имеет скачков. Кроме того, переход между непосредственно примыкающими друг к другу канавками может быть непрерывным, то есть не иметь скачков. Соседние канавки предпочтительно имеют синусоидальный профиль в поперечном сечении.
В пределах объема изобретения также возможно выполнение канавок с пилообразным поперечным сечением. Другими словами, стенки полости кристаллизатора имеют поперечное сечение с фактически зигзагообразной конфигурацией. Таким образом, зигзагообразная форма относится к конфигурации, в которой несколько канавок с треугольным поперечным сечением примыкают непосредственно друг к другу, так что несколько треугольных канавок будут расположены рядом друг с другом.
Существует возможность комбинирования нескольких форм канавок друг с другом. Также существует возможность комбинирования различных геометрических характеристик канавок, в частности ширин канавок, друг с другом.
Следовательно, в пределах объема настоящего изобретения существует возможность конфигурирования некоторых канавок и/или групп канавок с разной глубиной, также называемой амплитудой. Кроме того, в зависимости от рассматриваемого применения канавки могут быть расположены на большем расстоянии по отношению к другим канавкам или объединены в группы. Отдельные группы также могут быть расположены на большем расстоянии от других групп. Другими словами, существует возможность обеспечения разных расстояний между отдельными канавками.
Канавки могут быть распределены по внутреннему периметру полости кристаллизатора симметрично относительно продольной центральной оси или осевой линии поперечного сечения полости кристаллизатора. Таким образом, ось зеркального отображения будет пересекать данную осевую линию при осесимметричном распределении.
Само собой разумеется, в пределах объема изобретения также можно предусмотреть асимметричное или неравномерное распределение отдельных канавок по сечению полости кристаллизатора.
Преимущества профилирования кристаллизатора для непрерывной разливки в соответствии с настоящим изобретением особенно очевидны при обеспечении соответствия определенным геометрическим условиям, особенно в том случае, когда кристаллизатор имеет полость с прямоугольным поперечным сечением. При данных довольно распространенных конфигурациях поперечного сечения оптимальная корреляция между шириной и глубиной отдельных канавок может определяться следующим уравнением:
W=K×SRK2,
в котором
К и К2 представляют собой постоянные коэффициенты,
SR представляет собой соотношение сторон между более длинной стороной и более короткой стороной.
В том случае, когда L1 представляет собой длину более длинной стороны полости кристаллизатора и L2 обозначает длину более короткой стороны полости кристаллизатора, соотношение SR сторон определяется следующим выражением:
SR=L1/L2.
Выбор постоянного коэффициента К зависит от величины амплитуды или глубины отдельных канавок. При амплитуде, находящейся в диапазоне от 0,5 до 1 мм, коэффициент К находится в диапазоне от 3 до 12. При амплитудах, находящихся в диапазоне от 1,5 до 2,5 мм, постоянный коэффициент К находится в диапазоне от 6 до 13. При еще бульших амплитудах, находящихся в диапазоне от 2,5 до 3,5 мм, коэффициент К находится в диапазоне от 11 до 14.
Коэффициент К2 различается для более длинной стороны и для более короткой стороны. Для более длинной стороны коэффициент К2 находится в диапазоне от 0,6 до 0,9. Для более короткой стороны коэффициент К2 находится в диапазоне от -0,3 до -0,6. Это означает, что ширина отдельных канавок различается на более длинной и более короткой сторонах кристаллизатора прямоугольного сечения.
Как правило, глубина отдельных канавок находится в диапазоне от 0,5 до 5 мм, предпочтительно в диапазоне от 1 до 3 мм.
Кроме того, канавки должны иметь угол бокового наклона, который не меньше угла наклона плоскости скольжения в точке соединения канавок. Угол наклона плоскости скольжения определяется как арктангенс (a/b). При этом а представляет собой расстояние в перпендикулярном направлении между точкой соединения и осевой линией полости, которая проходит параллельно желобчатой поверхности, и b представляет собой расстояние в перпендикулярном направлении между данной точкой и осевой линией полости, которая перпендикулярна к желобчатой поверхности. Предусмотрено, что угол бокового наклона отражает то, что канавки не являются слишком неглубокими, но, с другой стороны, не должны быть слишком глубокими для обеспечения возможности достижения заданного эффекта направления непрерывно отливаемой заготовки и, в частности, для предотвращения «заклинивания» непрерывно отливаемой заготовки во время усадки или предотвращения чрезмерного трения ее о кристаллизатор.
Угол бокового наклона измеряют относительно нормали к поверхности полости кристаллизатора, при этом данная нормаль к поверхности ориентирована в точке соединения соответствующих канавок. Угол бокового наклона находится в диапазоне от 80° до 10°, предпочтительно в диапазоне от 70° до 20°. При отклонении от данных диапазонов угла трение непрерывно отливаемой заготовки о кристаллизатор увеличивается нежелательным образом. Несмотря на то, что более сильный износ по-прежнему обеспечил бы достижение цели изобретения с точки зрения повышения точности формы, это отрицательно повлияло бы на срок службы кристаллизатора.
В соответствии с предпочтительным вариантом осуществления изобретения отдельные канавки образуют посредством выполнения углублений рядом друг с другом для образования гребнеобразного профилированного контура, имеющего в целом синусоидальный профиль в поперечном сечении. Синусоидальный профиль включает в себя кривые, которые имеют точку инверсии в зоне боковых поверхностей отдельных канавок. Было показано, что угол бокового наклона для места соединения первых двух канавок и последних двух канавок поверхности находится в пределах диапазона ±5° значений в нижеприведенной таблице:
Таблица показывает, что угол бокового наклона для длинных и коротких сторон является одинаковым, когда глубина канавки составляет 1 или 2 мм и когда соотношение сторон SR=L1/L2=1, то есть в случае кристаллизаторов квадратного сечения. По мере увеличения глубины канавки или амплитуды при соотношениях сторон, которые остаются теми же, угол бокового наклона канавок увеличивается только незначительно на длинной стороне, в то время как угол бокового наклона на короткой стороне уменьшается. При увеличении соотношения сторон угол бокового наклона уменьшается в зоне длинной стороны и увеличивается в зоне короткой стороны.
В соответствии с особо предпочтительным признаком настоящего изобретения средний угол бокового наклона находится в диапазоне ±5° относительно углов, показанных в таблице. Промежуточные значения могут быть получены интерполяцией.
Изобретение в целом применимо к любым контурам поперечных сечений полости кристаллизатора. Таким образом, кристаллизатор может иметь круглое, квадратное, прямоугольное, многоугольное или другое поперечное сечение, например также имеет форму поперечного сечения профильной балки, например двутавровой балки.
Следует понимать, что изобретение может также охватывать кристаллизатор в виде пластинчатого кристаллизатора, в котором отдельно изготовленные пластины соединены для образования полости кристаллизатора. Однако в настоящее время предпочтительным является кристаллизатор для непрерывной разливки, который представляет собой трубчатый (гильзовый) кристаллизатор, выполненный из однородного материала и как одно целое.
Кристаллизатор в соответствии с изобретением имеет следующие преимущества:
1. Конструкция кристаллизатора обеспечивает возможность более равномерного роста затвердевшего поверхностного слоя/оболочки непрерывной заготовки.
2. Равномерный рост затвердевшего поверхностного слоя непрерывной заготовки и улучшенное направление в кристаллизаторе обеспечивают получение непрерывнолитой заготовки со значительно меньшими отклонениями геометрической формы.
3. Износ кристаллизатора уменьшается, так что интервалы между техническими обслуживаниями для кристаллизатора могут быть увеличены.
4. Усовершенствование в зоне полости кристаллизатора обуславливает меньшие затраты при повторной обработке кристаллизатора. Кроме того, меньший износ обеспечивает более высокое качество продукции в течение более длительного промежутка времени.
5. Кроме того, легированные стали, имеющие менее дорогие дополнительные легирующие элементы, могут быть подвергнуты разливке/литью без отрицательного воздействия на стабильность формы непрерывнолитой заготовки. В том случае, если требуется добавление легирующих элементов, могут быть использованы менее дорогие легирующие элементы. В частности, содержание марганца может сохраняться на уровне минимальных значений.
6. Дополнительное преимущество состоит в улучшенном распределении смазочного материала в результате волнистости. Как правило, если распределение смазочного материала является неравномерным, по соображениям безопасности предлагалось нанесение большего количества смазочного материала. Однако масло в качестве смазочного материала способствует увеличенной теплопередаче, так что кристаллизатор подвергается воздействию более высокого термического напряжения. Это может вызвать усталостные трещины в зоне мениска в медном материале кристаллизатора. Выполнение волнистого профиля в соответствии с настоящим изобретением приводит к лучшему распределению, так что в целом может быть использовано меньшее количество смазочного материала. Это, в свою очередь, приводит к меньшему термическому напряжению в кристаллизаторе в зоне мениска и, таким образом, к большему сроку службы кристаллизатора.
Кристаллизатор в соответствии с изобретением может быть подвергнут дополнительным вибрациям посредством, по меньшей мере, одного вибратора для предотвращения прилипания расплава к стенке кристаллизатора и для ускорения производства.
Приведенные в качестве примера варианты осуществления изобретения будут описаны далее более подробно со ссылкой на чертежи, в которых:
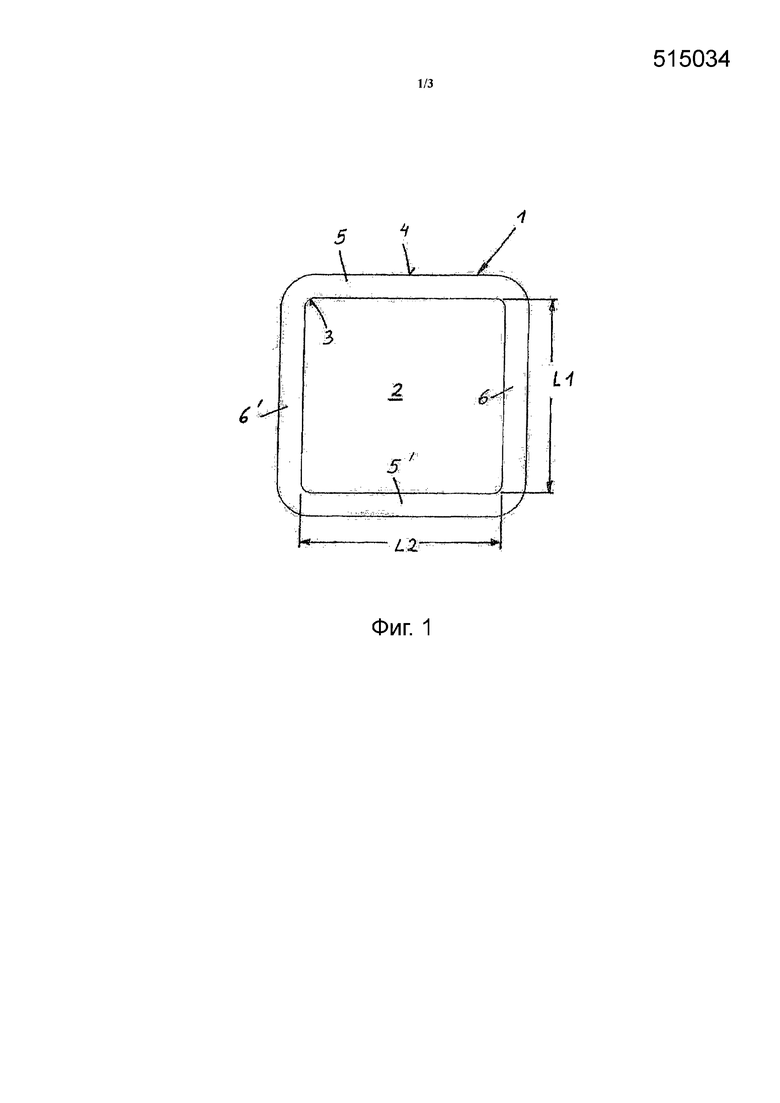
фиг. 1 схематически показывает поперечное сечение обычного кристаллизатора;
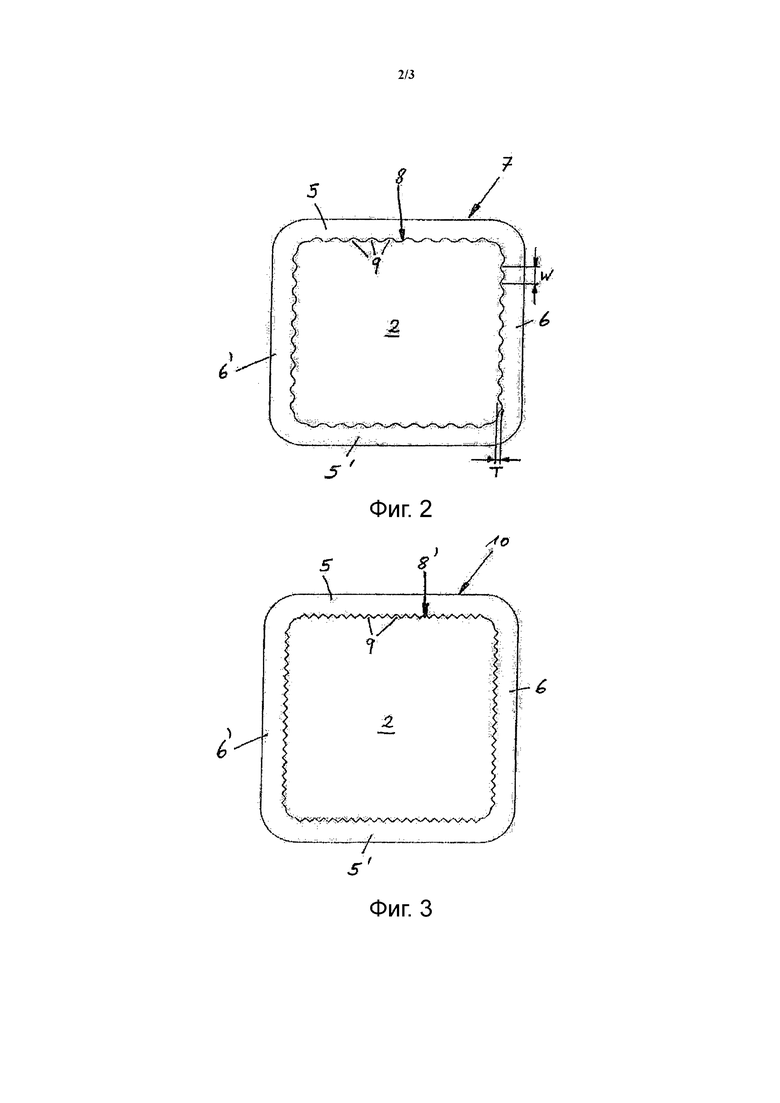
фиг. 2 схематически показывает поперечное сечение первого варианта осуществления кристаллизатора в соответствии с настоящим изобретением;
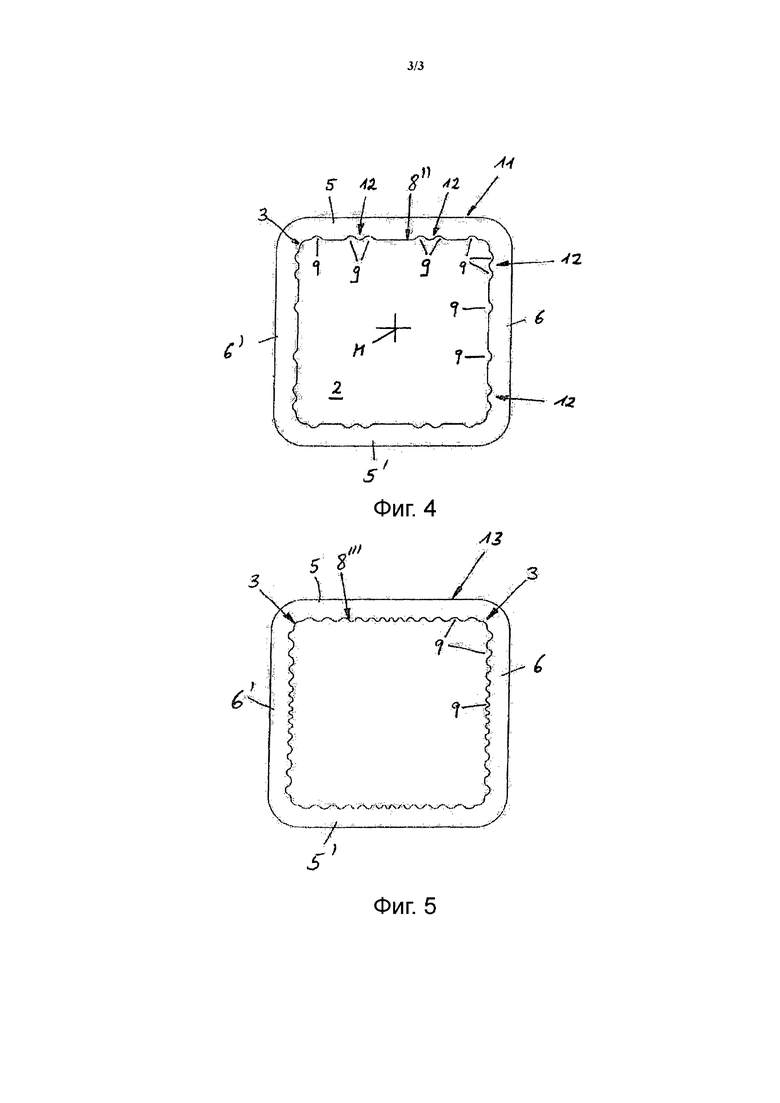
фиг. 3 схематически показывает поперечное сечение второго варианта осуществления кристаллизатора в соответствии с настоящим изобретением;
фиг. 4 схематически показывает поперечное сечение третьего варианта осуществления кристаллизатора в соответствии с настоящим изобретением;
фиг. 5 схематически показывает поперечное сечение четвертого варианта осуществления кристаллизатора в соответствии с настоящим изобретением.
Фиг. 1 показывает кристаллизатор 1 в виде трубчатого кристаллизатора для непрерывной разливки металла. Кристаллизатор 1 имеет прямоугольные наружное и внутреннее сечения. Полость 2 кристаллизатора имеет квадратное сечение. Углы 3 полости 2 кристаллизатора скруглены. Кристаллизаторы данного типа имеют длину, составляющую, например, 1000 мм. В полость 2 кристаллизатора поступает расплав металла, который затвердевает в направлении разливки в полости 2 кристаллизатора с образованием непрерывнолитой заготовки. Непрерывно отливаемая заготовка постепенно охлаждается в направлении снаружи внутрь и образует так называемый затвердевший поверхностный слой/оболочку, который/которая увеличивается в направлении снаружи внутрь по мере затвердевания расплава до тех пор, пока непрерывная заготовка полностью не затвердеет. Таким образом, кристаллизатор охлаждают с его наружных сторон 4 не показанным подробно способом. Обычно данный способ предусматривает водяное охлаждение. Само собой разумеется, также возможно выполнение отверстий для охлаждения в стенке кристаллизатора или углублений на наружной стороне для прохода охлаждающей текучей среды.
Кристаллизатор 1, показанный на фиг. 1, имеет квадратную конфигурацию. Полость 2 кристаллизатора имеет две боковые стенки одинаковой длины. Противоположные боковые стенки 6, 6’ имеют одинаковую длину L1, и противоположные боковые стенки 5, 5’, которые простираются перпендикулярно боковым стенкам 6, 6’, имеют одинаковую длину L2. Геометрия данного, приведенного в качестве примера варианта осуществления, названа базовой конфигурацией полости кристаллизатора.
Далее рассматривается фиг. 2, на которой схематически показано поперечное сечение первого варианта осуществления кристаллизатора в соответствии с настоящим изобретением, обозначенного в целом ссылочной позицией 7. Части, соответствующие частям на фиг. 1, обозначены идентичными ссылочными позициями и не разъясняются снова. Нижеприведенное описание будет сфокусировано на различиях между вариантами осуществления. В данном варианте осуществления базовая конфигурация изменена посредством выполнения кристаллизатора 7 с профилированным контуром 8 в зоне полости 2 кристаллизатора с внутренней стороны боковых стенок 5, 5’, 6, 6’. Полость 2 кристаллизатора также имеет базовую конфигурацию с квадратным поперечным сечением. Пропорции кристаллизатора 7 остаются неизмененными по сравнению с кристаллизатором 1 по фиг. 1. То же самое справедливо для любых геометрических характеристик (не показанных в плоскости данного чертежа) или дополнительных характеристик кристаллизатора 7 за исключением профилированного контура 8.
Профилированный контур 8 выполнен с конфигурацией в виде волнистого профиля, состоящего из расположенных рядом канавок 9. Канавки 9 имеют синусоидальное поперечное сечение и примыкают непосредственно друг к другу, так что поверхность полости 2 кристаллизатора с внутренней стороны является волнистой с синусоидальным профилем в поперечном сечении и в направлении вдоль периферии.
В данном, приведенном в качестве примера варианте осуществления все канавки 9 имеют идентичную ширину W канавок и идентичную глубину Т канавок, также называемую амплитудой. Данный, приведенный в качестве примера вариант осуществления имеет всего 40 канавок, при этом каждая из боковых стенок 5, 5’, 6, 6’ имеет 10 канавок. В результате наличия синусоидального профиля в направлении вдоль периферии все канавки 9 имеют ширину W и одинаковый шаг, который также соответствует размеру W.
Фиг. 3 схематически показывает поперечное сечение второго варианта осуществления кристаллизатора в соответствии с настоящим изобретением, обозначенного в целом ссылочной позицией 10 и отличающегося от кристаллизатора 7 по фиг. 2 только конфигурацией канавок 9. В данном варианте осуществления канавки 9 кристаллизатора 10 имеют пилообразную конфигурацию в отличие от синусоидальной конфигурации канавок 9 кристаллизатора 7. Таким образом, каждая канавка 9 кристаллизатора 10 имеет треугольное поперечное сечение для образования в целом профилированного контура 8’ с зигзагообразной конфигурацией.
Сравнение фиг. 2 и 3 показывает, что число канавок 9 кристаллизатора 10 превышает число канавок 9 кристаллизатора 7. Тем не менее, ширина канавок 9 кристаллизатора 10 не должна быть слишком малой и не должна быть меньше ширины, составляющей 1,5 мм. Ширина канавок 9 кристаллизатора 10 предпочтительно находится в диапазоне от 1,5 до 30 мм, в частности от 2 до 15 мм. В данном случае предпочтительна ширина в диапазоне от 4,5 до 13 мм.
Фиг. 4 схематически показывает поперечное сечение третьего варианта осуществления кристаллизатора в соответствии с настоящим изобретением, обозначенного в целом ссылочной позицией 11 и имеющего с внутренней стороны боковых стенок 5, 5’, 6, 6’ профилированный контур 8”, который отличается от профилированного контура 8 кристаллизатора 7 по фиг. 2 тем, что выполнены канавки 9, которые также имеют синусоидальное поперечное сечение, но расположены на различных расстояниях друг от друга. Например, верхняя боковая стенка 5, если смотреть в плоскости чертежа, имеет две группы 12, которые расположены на расстоянии друг от друга и каждая из которых включает в себя две канавки 9. По направлению к каждому из углов 3 расположена дополнительная одиночная канавка 9. Расстояние между двумя отдельными канавками 9 каждой группы 12 меньше расстояния между двумя группами 12 канавок 9.
Противоположная конфигурация образована на внутренней стороне боковых стенок 6, 6’, которые простираются перпендикулярно боковым стенкам 5, 5’. Каждая из групп 12, состоящих из двух канавок 9, расположена у краев, то есть в зоне углов 3, в то время как одиночные канавки 9 расположены ближе к центру. Канавки 9 и группы 12 в целом расположены симметрично. Соответствующая ось зеркального отображения пересекала бы осевую линию М полости 2 кристаллизатора, ориентированную внутрь плоскости чертежа.
Фиг. 5 схематически показывает поперечное сечение четвертого варианта осуществления кристаллизатора в соответствии с настоящим изобретением, обозначенного в целом ссылочной позицией 13 и имеющего с внутренней стороны боковых стенок 5, 5’, 6, 6’ профилированный контур 8’’’, который отличается от вышеописанных профилированных контуров 8, 8’, 8”. Данный вариант осуществления предусматривает не только варьирование ширины W, которая уменьшается от угловых зон 3 к середине каждой из боковых стенок 5, 5’, 6, 6’, но также варьирование амплитуды или глубины Т отдельных канавок 9. Глубина Т канавок 9 кристаллизатора 13 значительно больше в зоне углов 3 по сравнению с глубиной канавок 9 в средней части каждой из боковых стенок 5, 5’, 6, 6’. Таким образом, канавки 9 в средней части не только имеют наименьшую глубину Т, но и их ширина также является наименьшей, при этом глубина и ширина увеличиваются от центра/середины в направлении углов 3. Глубина Т в кристаллизаторах 7, 10, 11, 13 находится в диапазоне от 1 до 3 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОГЛАСОВАНИЕ ТЕПЛОПЕРЕДАЧИ У КРИСТАЛЛИЗАТОРОВ, В ЧАСТНОСТИ, В ЗОНЕ ЗЕРКАЛА РАСПЛАВА | 2003 |
|
RU2310543C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2415731C2 |
| СПОСОБ ПОЛУЧЕНИЯ КВАДРАТНЫХ ЗАГОТОВОК | 1990 |
|
RU2017568C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ И БЛЮМОВЫХ ЗАГОТОВОК | 2004 |
|
RU2324569C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ЛИТЬЯ МЕТАЛЛОВ И ИХ СПЛАВОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2238819C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛИТКОВ | 1994 |
|
RU2082544C1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ СОРТОВЫХ ИЛИ БЛЮМОВЫХ ЗАГОТОВОК | 2005 |
|
RU2388572C2 |
| КРИСТАЛЛИЗАТОР | 2002 |
|
RU2227081C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
Изобретение относится к металлургии. Кристаллизатор имеет полость 2 с отверстием для заливки жидкого металла и отверстием для выпуска непрерывной заготовки. Поперечное сечение кристаллизатора, по меньшей мере, частично образовано с профилированным контуром 8 боковых стенок 5,5',6,6', который продолжается в направлении разливки. Контур 8 выполнен в виде волнистого профиля, который имеет ряд желобков (9), проходящих параллельно от заливочного отверстия к выпускному отверстию полости кристаллизатора. Отношение внутреннего периметра полости кристаллизатора к ширине W желобка больше 30, и при этом ширина W желобка находится в диапазоне от 1,5 мм до 30 мм. 2 н. и 14 з.п. ф-лы, 5 ил., 1 табл.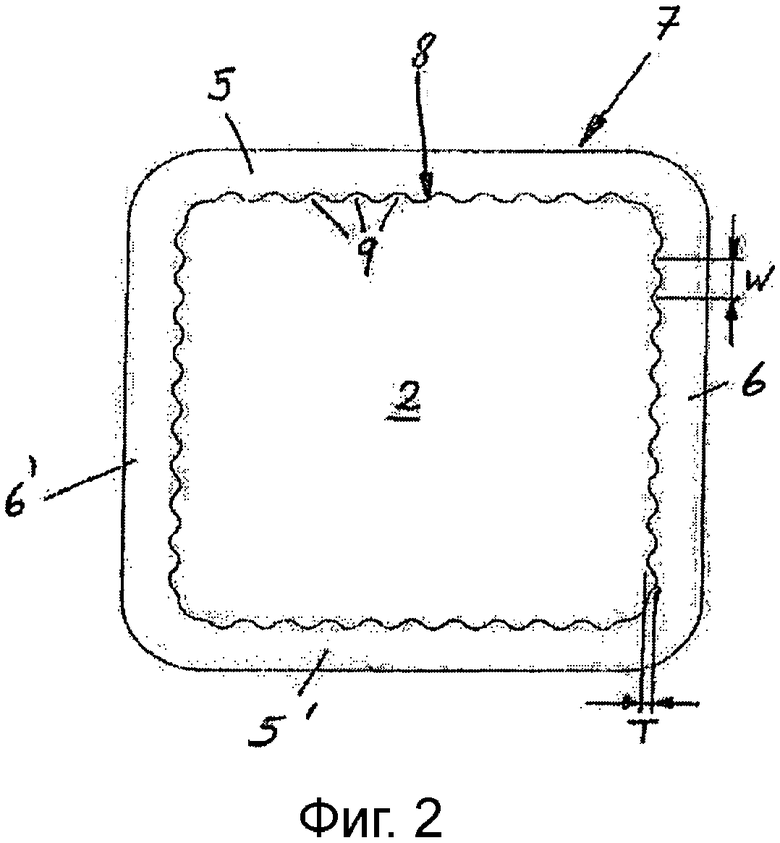
1. Кристаллизатор для непрерывной разливки, предназначенный для литья непрерывной заготовки из металла, имеющий полость кристаллизатора с отверстием для заливки жидкого металла и отверстием для выпуска непрерывнолитой заготовки, при этом указанная полость кристаллизатора имеет сечение, соответствующее базовой форме непрерывнолитой заготовки, при этом указанное сечение по меньшей мере частично имеет профилированный контур (8, 8', 8ʺ, 8ʺ), который продолжается в направлении разливки, отличающийся тем, что профилированный контур (8, 8', 8ʺ, 8ʺ) выполнен в виде волнистого профиля, который имеет множество желобков (9), проходящих по существу в параллельной ориентации от заливочного отверстия к выпускному отверстию полости (2) кристаллизатора, при этом отношение внутреннего периметра полости (2) кристаллизатора к ширине (W) каждого из желобков (9) больше 30, и при этом ширина (W) желобка (9) находится в диапазоне от 1,5 мм до 30 мм, причем желобки (9) различаются по их форме и/или по ширине (W).
2. Кристаллизатор для непрерывной разливки по п. 1, в котором ширина (W) желобка (9) находится в диапазоне от 2 до 15 мм.
3. Кристаллизатор для непрерывной разливки по п. 1, в котором ширина (W) желобка (9) находится в диапазоне от 4,5 до 13 мм.
4. Кристаллизатор для непрерывной разливки по п. 1, в котором желобки (9) имеют глубину (Т), которая непрерывно увеличивается от границы желобка (9) к центру желобка (9).
5. Кристаллизатор для непрерывной разливки по п. 1, в котором желобки (9) имеют синусоидальную форму в поперечном сечении.
6. Кристаллизатор для непрерывной разливки по п. 1, в котором желобки (9) имеют пилообразную форму в поперечном сечении.
7. Кристаллизатор для непрерывной разливки по п. 4, в котором желобки (9) и/или группы (12) желобков различаются по их глубине (Т) и/или амплитуде в поперечном сечении, перпендикулярном к направлению разливки.
8. Кристаллизатор для непрерывной разливки по п. 1, в котором соседние желобки (9) или группы (12) соседних желобков (9) расположены на разных расстояниях друг от друга.
9. Кристаллизатор для непрерывной разливки по п. 1, в котором желобки (9) расположены с осевой симметрией относительно оси симметрии, которая пересекает осевую линию (М) сечения полости (2) кристаллизатора, проходящую в направлении разливки.
10. Кристаллизатор для непрерывной разливки по п. 1, в котором желобки (9) распределены неравномерно относительно внутреннего периметра полости кристаллизатора.
11. Кристаллизатор для непрерывной разливки по п. 1, в котором глубина (Т) желобка (9) находится в диапазоне от 0,5 до 5 мм.
12. Кристаллизатор для непрерывной разливки по п. 1, в котором глубина (Т) желобка (9) находится в диапазоне от 1 до 3 мм.
13. Кристаллизатор для непрерывной разливки по п. 1, который имеет круглое, квадратное, прямоугольное, многоугольное сечение или имеет форму профильной балки в поперечном сечении.
14. Кристаллизатор для непрерывной разливки по п. 1, который выполнен в виде трубчатого кристаллизатора.
15. Кристаллизатор для непрерывной разливки по п. 1, который выполнен в виде пластинчатого кристаллизатора.
16. Кристаллизатор для непрерывной разливки, предназначенный для литья непрерывной заготовки из металла, имеющий полость кристаллизатора с отверстием для заливки жидкого металла и отверстием для выпуска непрерывнолитой заготовки, при этом указанная полость кристаллизатора имеет сечение, соответствующее базовой форме непрерывнолитой заготовки, при этом указанное сечение по меньшей мере частично имеет профилированный контур (8, 8', 8ʺ, 8ʺ), который продолжается в направлении разливки, отличающийся тем, что профилированный контур (8, 8', 8ʺ, 8ʺ) выполнен в виде волнистого профиля, который имеет множество желобков (9), проходящих по существу в параллельной ориентации от заливочного отверстия к выпускному отверстию полости (2) кристаллизатора, при этом отношение внутреннего периметра полости (2) кристаллизатора к ширине (W) каждого из желобков (9) больше 30, и при этом ширина (W) желобка (9) находится в диапазоне от 1,5 мм до 30 мм, причем полость (2) кристаллизатора имеет прямоугольную форму с множеством по существу одинаковых параллельных желобков (9), при этом ширина (W) и глубина (Т) желобков (9) рассчитаны в соответствии со следующим уравнением:
W=K×SRK2,
где K = постоянный коэффициент,
K2 = постоянный коэффициент,
SR=L1/L2,
при этом L1 = длина более длинной стороны полости (2) кристаллизатора,
L2 = длина более короткой стороны полости (2) кристаллизатора,
при этом К при амплитудах, находящихся в диапазоне от 0,5 до 1,5 мм, находится в диапазоне от 3 до 12, при амплитудах, находящихся в диапазоне от 1,5 до 2,5 мм, находится в диапазоне от 6 до 13, а при амплитудах, находящихся в диапазоне от 2,5 до 3,5 мм, находится в диапазоне от 11 до 14, при этом К2 находится в диапазоне от 0,6 до 0,9 для более длинной стороны полости кристаллизатора и находится в диапазоне от -0,3 до -0,6 для более короткой стороны полости кристаллизатора.
| Способ измерения удельной электрической проводимости | 1980 |
|
SU879437A1 |
| Кристаллизатор для вакуумного переплава металлов | 1974 |
|
SU476319A1 |
| 0 |
|
SU183137A1 | |
| КРИСТАЛЛИЗАТОР ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 0 |
|
SU373084A1 |
| Кристаллизатор для непрерывного литья металла | 1975 |
|
SU574270A1 |
| US 2007125511 A1, 07.06.2007. | |||

