ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к кристаллизатору для разливки металлического расплава в заготовку с круглым или многоугольным поперечным сечением в установке для непрерывной разливки.
В частности, изобретение относится к кристаллизатору для разливки металлического расплава в заготовку с круглым или многоугольным поперечным сечением в установке для непрерывной разливки, содержащему
- сквозное формовочное полое пространство;
- при этом формовочное полое пространство ограничено в направлении извлечения заготовки впускным отверстием для заливки расплава в кристаллизатор и выпускным отверстием для извлечения по меньшей мере частично затвердевшей заготовки из кристаллизатора;
- при этом формовочное полое пространство ограничено поперек направления извлечения внутренней стенкой кристаллизатора; и
- при этом формовочное полое пространство имеет зону снятия нагрузки с соответствующим разгрузочным литейным конусом, при этом зона снятия нагрузки имеет несколько углублений во внутренней стенке кристаллизатора для разгрузки заготовки.
УРОВЕНЬ ТЕХНИКИ
Кристаллизатор для отливки металлического расплава в заготовку, для так называемой непрерывной разливки, по существу с многоугольным поперечным сечением известна из ЕР 0 958 871 А1, при этом этот кристаллизатор имеет в направлении непрерывной разливки сквозное формовочное полое пространство, которое поперек направления извлечения заготовки ограничено по меньшей мере одной конической внутренней стенкой. Для согласования с усадкой затвердевающей заготовки кристаллизатор имеет три зоны с различными заливочными конусами каждая. Под заливочным конусом понимается конический контур внутренней стенки кристаллизатора в направлении извлечения заготовки, конусность которого определяется по существу усадкой затвердевающей заготовки. Поскольку заготовка при затвердевании сжимается, то формовочное полое пространство в зоне зеркала металла шире, чем в расположенной дальше в направлении извлечения зоне.
Однако поскольку усадка заготовки при непрерывной разливке не постоянна и зависит, в частности, от химического состава расплава, т.е. сплава, рабочих параметров непрерывной разливки, например скорости извлечения и охлаждения заготовки, то полное согласование заливочного конуса с усадкой заготовки невозможно. Если заливочный конус слишком мал, т.е. сужение заливочного конуса меньше усадки заготовки, то происходит потеря контакта между оболочкой заготовки и внутренней стенкой кристаллизатора, что приводит к неравномерному и в большинстве случаев слабому образованию оболочки заготовки; если заливочный конус слишком велик, т.е. сужение заливочного конуса больше усадки заготовки, то это хотя и приводит к достаточному и в большинстве случаев также гомогенному нарастанию оболочки заготовки, однако при этом вызываются ненужно большие контактные давления и тем самым силы трения. В этом случае заготовка как бы зажимается в кристаллизаторе, так что в экстремальных случаях может происходить даже надрыв или разрыв заготовки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
Задачей изобретения является создание кристаллизатора для разливки металлического расплава в заготовку с круглым или многоугольным поперечным сечением в установке для непрерывной разливки, с помощью которого можно, с одной стороны, задавать достаточно большой заливочный конус формовочного полого пространства, так что вдоль всего периметра заливочного поперечного сечения, соответственно, формовочного полого пространства обеспечивается достаточное и гомогенное нарастание оболочки заготовки, и, с другой стороны, надежно предотвращаются ненужно высокие контактные давления и силы трения заготовки в кристаллизаторе, в частности зажимание заготовки также при различных химических составах расплава и при различных рабочих условиях.
ТЕХНИЧЕСКОЕ РЕШЕНИЕ
Эта задача решена с помощью кристаллизатора указанного в начале вида, в котором углубление или повторяющаяся последовательность, состоящая из зоны с углублением и зоны без углубления, проходит по продольной длине зоны снятия нагрузки в направлении извлечения, при этом углубление или повторяющаяся последовательность имеет форму винтовой линии. За счет углубления, соответственно, повторяющейся последовательности, в зоне снятия нагрузки кристаллизатора создается степень свободы для заготовки, в частности для образующейся оболочки заготовки, при этом углубление имеет зону без контакта или с лишь очень небольшим контактом заготовки с внутренней стенкой кристаллизатора. За счет этого обеспечивается, что достаточно большой заливочный конус внутренней стенки кристаллизатора не приводит к ненужно большим контактным давлениям и силам трения заготовки в кристаллизаторе, так что надежно предотвращается, в частности, зажимание заготовки в кристаллизаторе. Одно, соответственно, несколько отдельных углублений, которые проходят по всей продольной длине зоны снятия нагрузки, можно просто и экономично выполнять, например, с помощью фрезерования.
За счет повторяющейся последовательности обеспечивается, что заготовка с регулярным чередованием разгружается, соответственно, более сильно приходит в контакт, что положительно сказывается на качестве заготовки. Углубление или повторяющаяся последовательность в форме винтовой линии предпочтительны, поскольку условия контакта изменяются по периметру и тем самым не всегда одна и та же зона разгружается, соответственно, более сильно контактирует по периметру. В качестве альтернативного решения, естественно, также возможно, что углубление или повторяющаяся последовательность имеет линейную форму.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ВЫПОЛНЕНИЯ
В одном предпочтительном варианте выполнения глубина углубления во внутренней стенке уменьшается постоянно и монотонно по развернутой длине винтовой линии противоположно направлению извлечения. Тем самым глубина углубления непрерывно уменьшается противоположно направлению извлечения заготовки.
В другом предпочтительном варианте выполнения ширина углубления во внутренней стенке уменьшается постоянно и монотонно по развернутой длине винтовой линии противоположно направлению извлечения. Тем самым ширина углубления непрерывно уменьшается противоположно направлению извлечения заготовки.
С помощью обоих названных последними вариантов выполнения поддержка заготовки в направлении ее извлечения с помощью внутренней стенки кристаллизатора постоянно и монотонно уменьшается, т.е. заготовка в направлении извлечения сначала (при небольшой толщине оболочки заготовки) поддерживается сильнее, а затем менее сильно (при большей толщине оболочки заготовки).
В простом варианте выполнения углубление выполнено либо в виде канавки, либо в виде выкружки, поскольку их можно выполнять просто и экономично.
В одном предпочтительном варианте выполнения зона снятия нагрузки имеет n углублений, при этом каждые два соседних углубления имеют угловой сдвиг 360°/n вокруг средней оси формовочного полого пространства. Тем самым обеспечивается возможность равномерной опоры заготовки по периметру формовочного полого пространства, соответственно, поперечного сечения заготовки.
В другом варианте выполнения подъем винтовой линии составляет nLII, где LII обозначает размер зоны снятия нагрузки в направлении извлечения заготовки. За счет этого реализуется винтовая линия, которая на продольной длине зоны снятия нагрузки изгибается на 90° вверх.
В одном варианте выполнения перед зоной снятия нагрузки расположена входная зона с входным заливочным конусом, при этом входная зона проходит от заливочного отверстия до зоны снятия нагрузки.
В одном варианте выполнения после зоны снятия нагрузки расположена выходная зона с выходным заливочным конусом, при этом выходная зона проходит от зоны снятия нагрузки до выпускного отверстия.
В другом предпочтительном варианте выполнения один или несколько элементов из группы, состоящей из входного заливочного конуса, разгрузочного заливочного конуса и выходного заливочного конуса, имеет параболическую конусность. Выполнение внутренней стенки во входной зоне, в зоне снятия нагрузки, в выходной зоне или предпочтительно во всех зонах с параболическим или менее предпочтительно с линейным заливочным конусом обеспечивает хорошее согласование с характеристиками усадки заготовки.
В одном предпочтительном варианте выполнения переход от одного заливочного конуса к следующему заливочному конусу выполнен непрерывным, предпочтительно с возможностью многократного непрерывного дифференцирования.
За счет этого уменьшаются, соответственно, предотвращаются напряжения в заготовке при переходе из одной зоны в следующую зону.
В одном варианте выполнения формовочное полое пространство имеет выпуклую кривизну. Тем самым обеспечивается, что формовочное полое пространство в передней зоне более широкое, чем в следующей в направлении извлечения зоне.
Особенно предпочтительно применять кристаллизатор, согласно изобретению, в установке непрерывной разливки для изготовления металлической заготовки из стали с круглым или многоугольным поперечным сечением.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие преимущества и признаки данного изобретения следуют из приведенного ниже описания не имеющих ограничительного характера примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
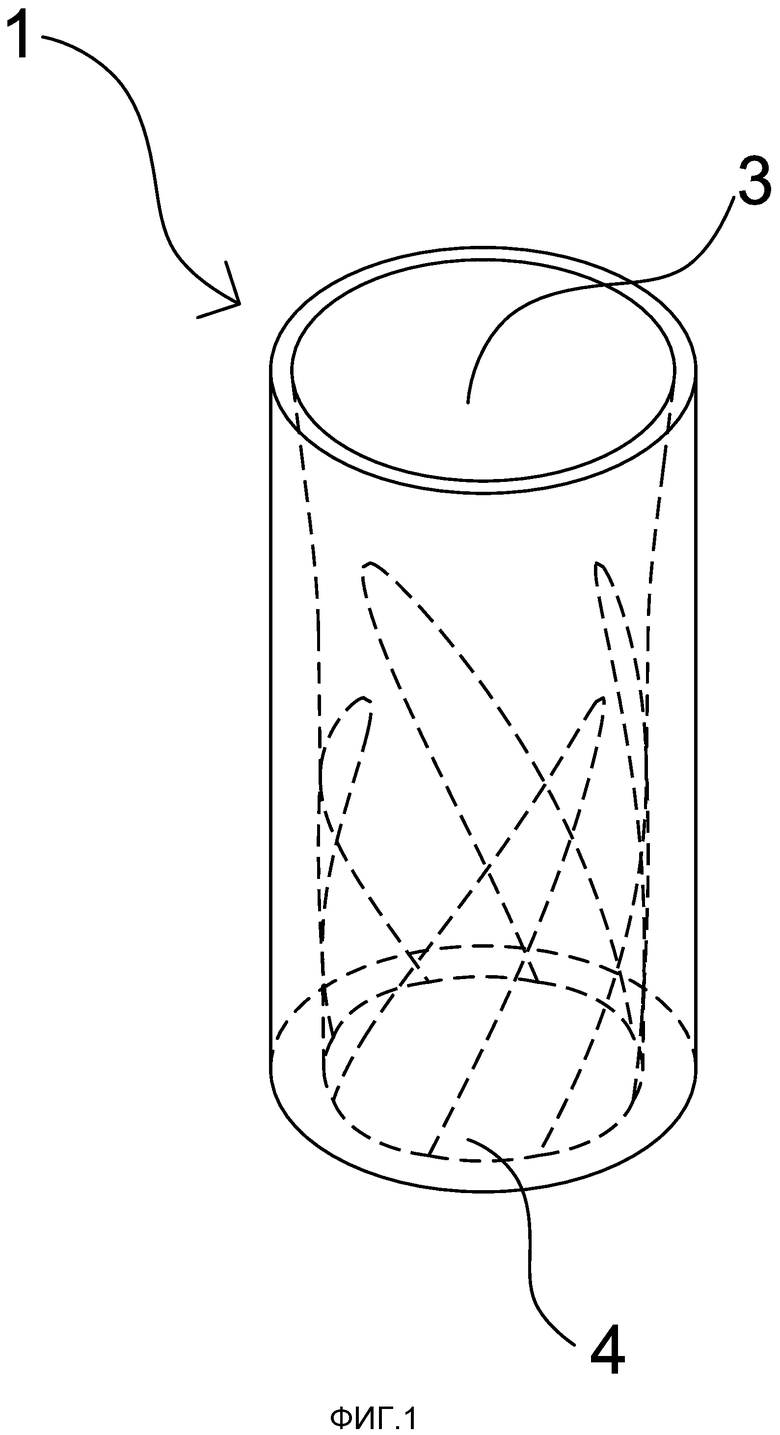
фиг.1 - кристаллизатор для непрерывной отливки заготовки с круглым поперечным сечением, в изометрической проекции;
фиг.2 - разрез кристаллизатора, согласно фиг.1, на виде спереди;
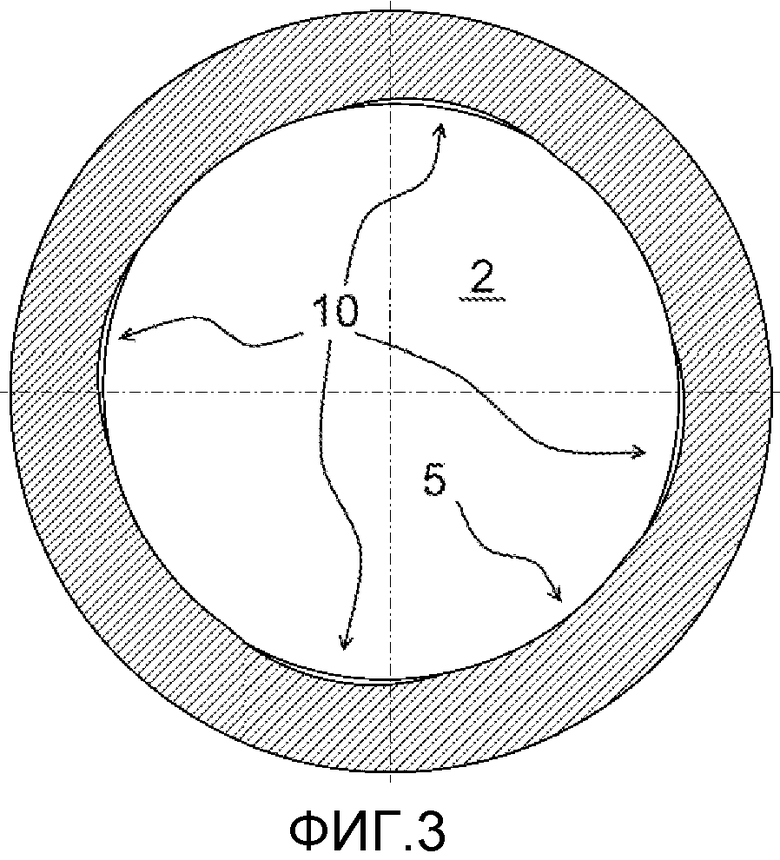
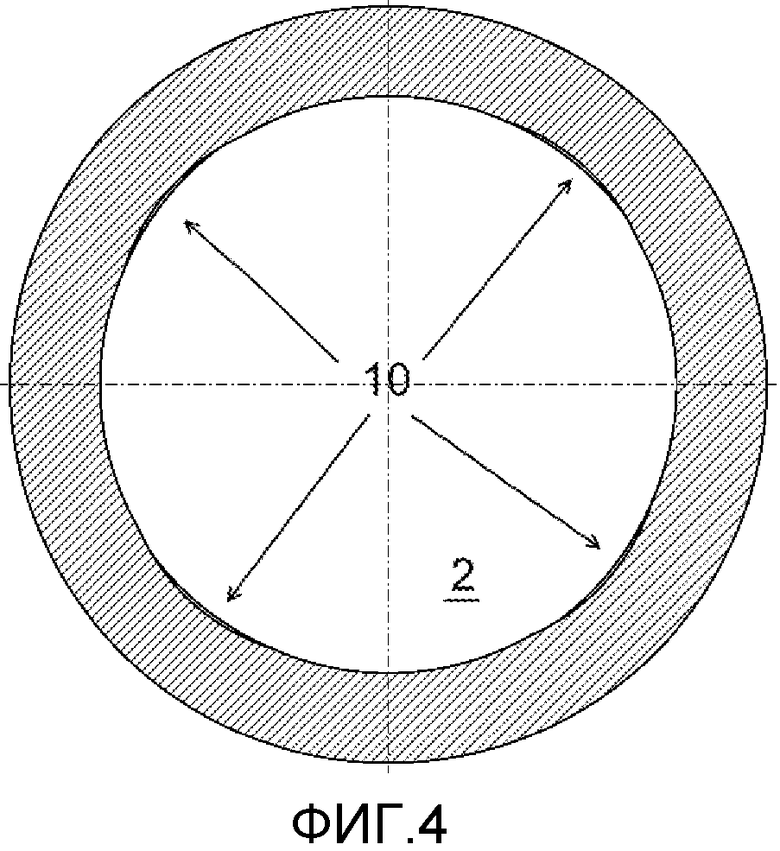
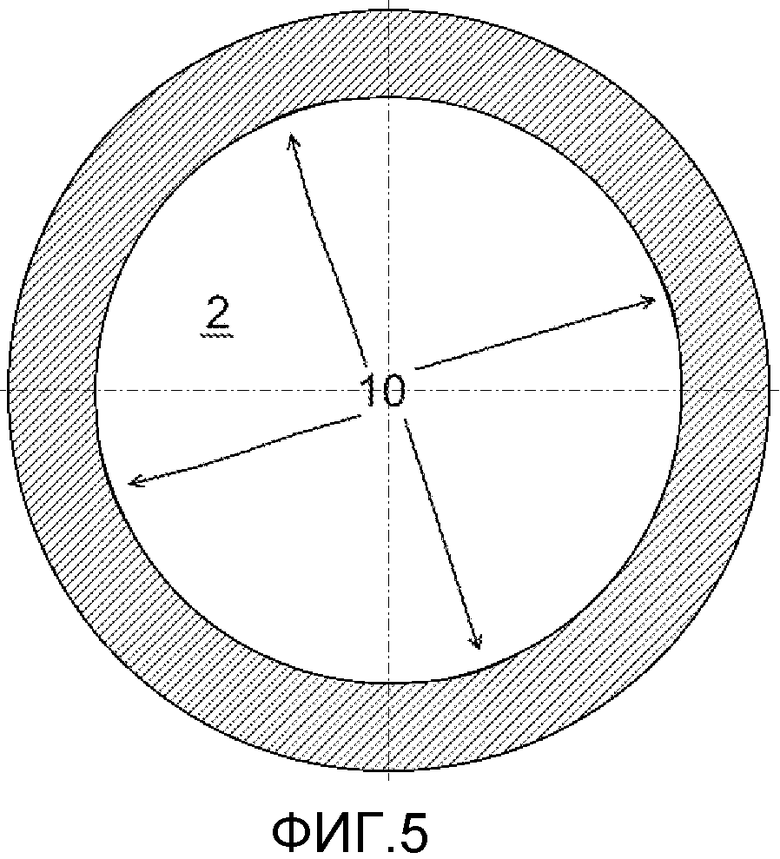
фиг.3-5 - разрез кристаллизатора, согласно фиг.1, в плоскости I-I (фиг.3), плоскости II-II (фиг.4) и плоскости III-III (фиг.5);
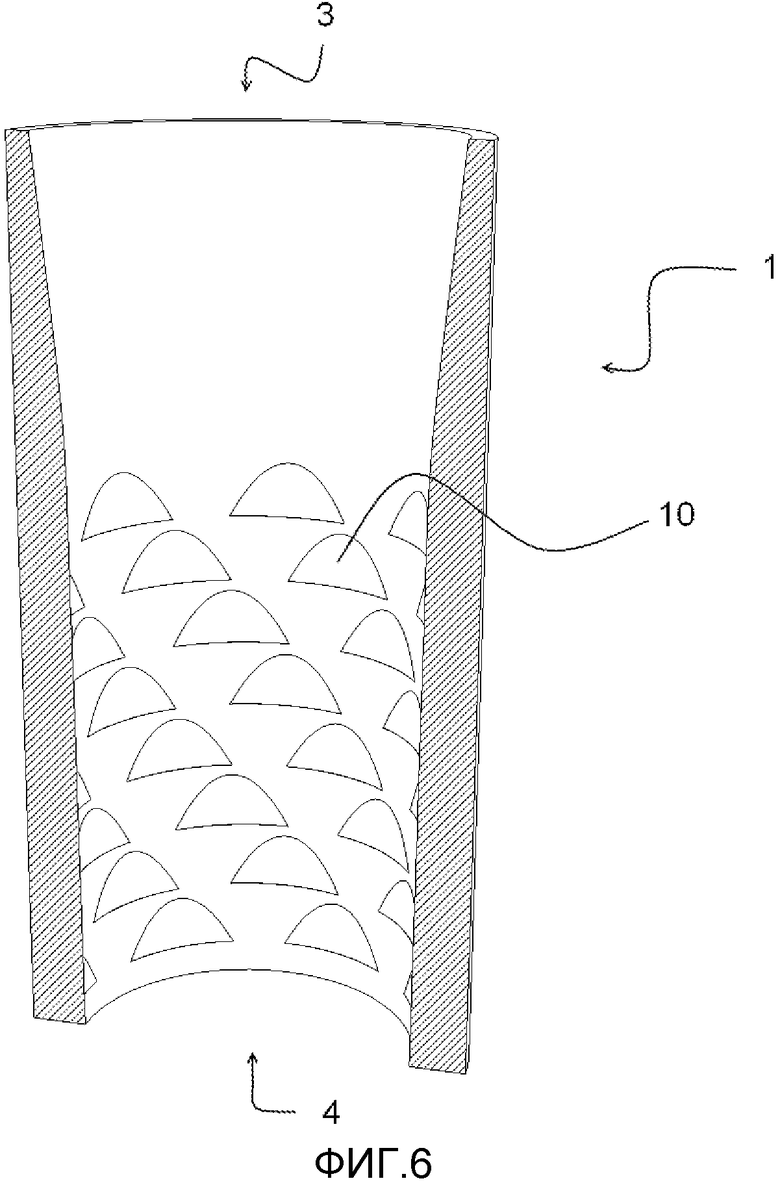
фиг.6 - кристаллизатор для непрерывной отливки заготовки с круглым поперечным сечением, в изометрической проекции;
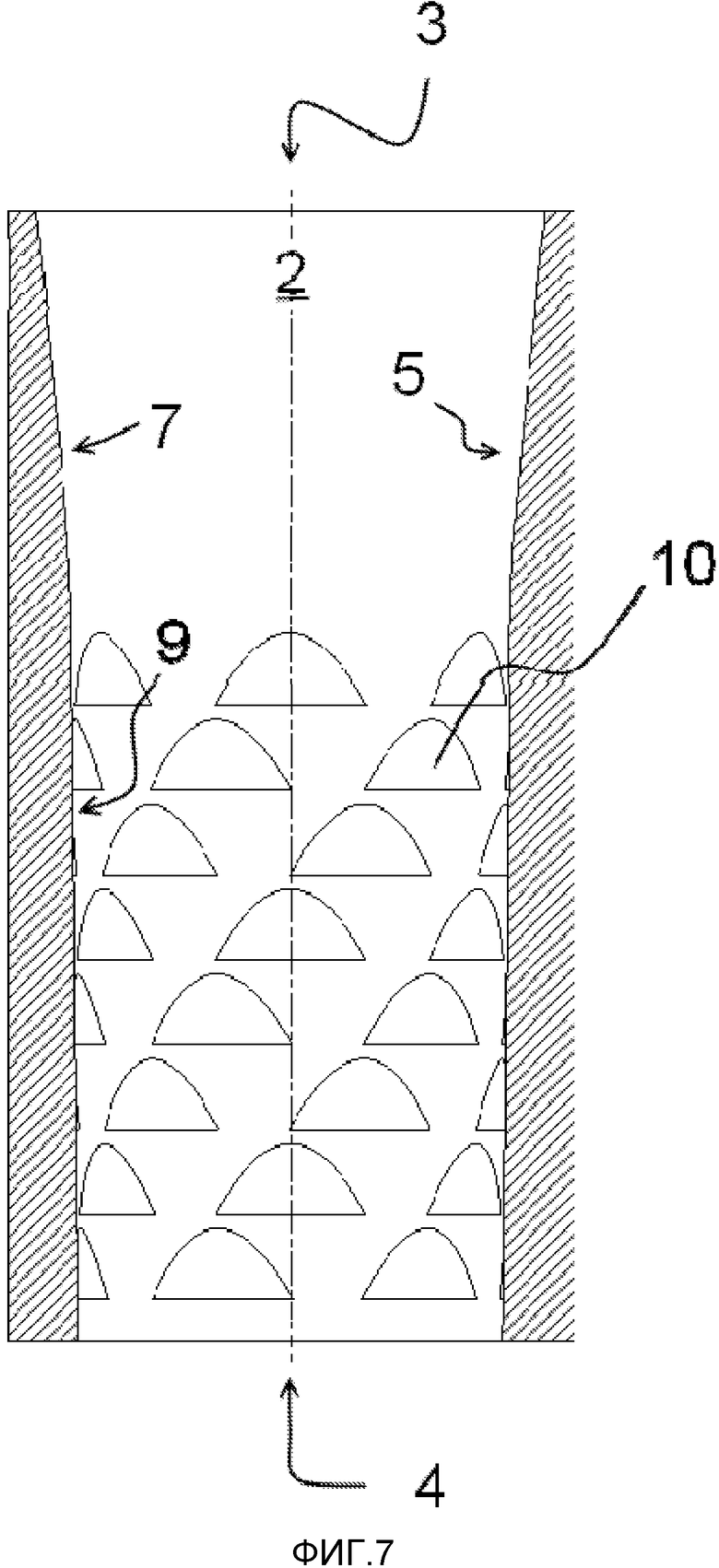
фиг.7 - разрез кристаллизатора, согласно фиг.6, на виде спереди.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
На фиг.1 показан кристаллизатор 1 для непрерывной отливки стальной заготовки с круглым поперечным сечением (диаметр 300 мм) в установке для непрерывной разливки. При этом стальной расплав заливают через впускное отверстие 3 в формовочное полое пространство кристаллизатора 1, при этом стальной расплав охлаждается в формовочном полом пространстве и при этом образуется твердая оболочка стальной заготовки. По меньшей мере частично затвердевшая заготовка вытягивается через выпускное отверстие 4 в кристаллизаторе и направляется в не изображенное устройство опоры заготовки для опоры и дальнейшего охлаждения.
На фиг.2 кристаллизатор 1 показан более подробно. Для повышения ясности изображения углубления 10 увеличены, т.е. изображены в другом масштабе. Кристаллизатор имеет, в частности, проходящее в направлении извлечения заготовки сквозное формовочное полое пространство 2, которое ограничено в направлении извлечения впускным отверстием 3 и выпускным отверстием 4 и поперек направления извлечения ограничено внутренней стенкой 5. Внутренняя стенка 5 имеет проходящую по входной зоне 6 и расположенной непосредственно после входной зоны 6 зоне 8 снятия нагрузки кристаллизатора 1 параболическую конусность, при этом кристаллизатор имеет у впускного отверстия 3 толщину стенки 20 мм, у перехода от входной зоны 6 к зоне 8 снятия нагрузки толщину стенки 22 мм и у выпускного отверстия 4 толщину стенки 24 мм. Зона 8 снятия нагрузки имеет четыре выполненные каждое в виде выкружки углубления 10 во внутренней стенке 5, которые проходят в форме винтовой линии по продольной длине зоны 8 снятия нагрузки, т.е. от начала зоны 8 снятия нагрузки до выпускного отверстия 4. Глубина и ширина углубления 10 непрерывно и монотонно уменьшается по развернутой длине винтовой линии против направления извлечения, при этом углубление имеет у выпускного отверстия глубину 1 мм. Уменьшение глубины и ширины углублений 10 во внутренней стенке 5 показаны более подробно на фиг.3-5, при этом на этих фигурах углубления изображены также в увеличенном масштабе. Для того чтобы в зоне 8 снятия нагрузки оболочка заготовки опиралась более равномерно по окружности формовочного полого пространства 2, однако с обеспечением значительного уменьшения силы вытягивания заготовки, два соседних углубления имеют смещение на 90° относительно средней оси формовочного полого пространства 2, соответственно, заготовки.
На фиг.6 и 7 показан другой вариант выполнения кристаллизатора, согласно фиг.1, при этом углубления для разгрузки заготовки во внутренней стенке 5 кристаллизатора 1 выполнены с помощью повторяющейся последовательности, состоящей из зоны с углублением 10 и зоны без углубления, в форме винтовой линии. Переход от входного заливочного конуса 7 входной зоны к разгрузочному заливочному конусу 9 зоны снятия нагрузки является гладким, т.е. выполненным с возможностью многократного дифференцирования, при этом оба заливочных конуса имеют параболическую конусность.
Выполненные в соответствии с изобретением кристаллизаторы обеспечивают, что достаточно большой заливочный конус внутренней стенки кристаллизатора не приводит к ненужно высоким контактным давлениям и силам трения заготовки в кристаллизаторе, так что, в частности, надежно предотвращается зажимание заготовки в кристаллизаторе.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
1 Кристаллизатор
2 Формовочное полое пространство
3 Впускное отверстие
4 Выпускное отверстие
5 Внутренняя стенка
6 Входная зона
7 Входной заливочный конус
8 Зона снятия нагрузки
9 Разгрузочный заливочный конус
10 Углубление
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2414322C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ПЕЧЕЙ, ИСПОЛЬЗУЕМЫХ В ЧЕРНОЙ МЕТАЛЛУРГИИ | 1998 |
|
RU2170265C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2012 |
|
RU2610984C2 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ РАСПЛАВА МЕТАЛЛА В КРИСТАЛЛИЗАТОР | 1996 |
|
RU2146576C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2150347C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| ПОГРУЖНОЙ СТАКАН ДЛЯ РАЗЛИВКИ МЕТАЛЛА | 1996 |
|
RU2145535C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| КРИСТАЛЛИЗАТОР, ИМЕЮЩИЙ РАЗДЕЛИТЕЛЬ КРИСТАЛЛИЗАТОРА | 2017 |
|
RU2754072C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗЛИВКИ РАСПЛАВА ЦВЕТНЫХ МЕТАЛЛОВ, В ЧАСТНОСТИ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ | 2008 |
|
RU2450890C2 |
Изобретение относится к металлургии. Кристаллизатор (1) содержит сквозную формовочную полость (2). Формовочная полость (2) ограничена в направлении извлечения заготовки впускным отверстием (3) для заливки расплава и выпускным отверстием (4) для извлечения затвердевшей заготовки. Поперек направления извлечения формовочная полость (2) ограничена внутренней стенкой (5) кристаллизатора (1). Формовочная полость (2) имеет зону (8) снятия нагрузки с соответствующим разгрузочным литейным конусом (9) и несколькими углублениями (10) во внутренней стенке (5). Углубления (10) проходят по продольной длине зоны (8) в направлении извлечения и имеют форму винтовой линии с уменьшающимися постоянно и монотонно по развернутой длине противоположно направлению извлечения заготовки глубиной или шириной. Обеспечивается достаточное и гомогенное нарастание оболочки заготовки вдоль всего периметра заливочного поперечного сечения и предотвращение высоких контактных давлений и сил трения заготовки в кристаллизаторе. 8 з.п. ф-лы, 7 ил.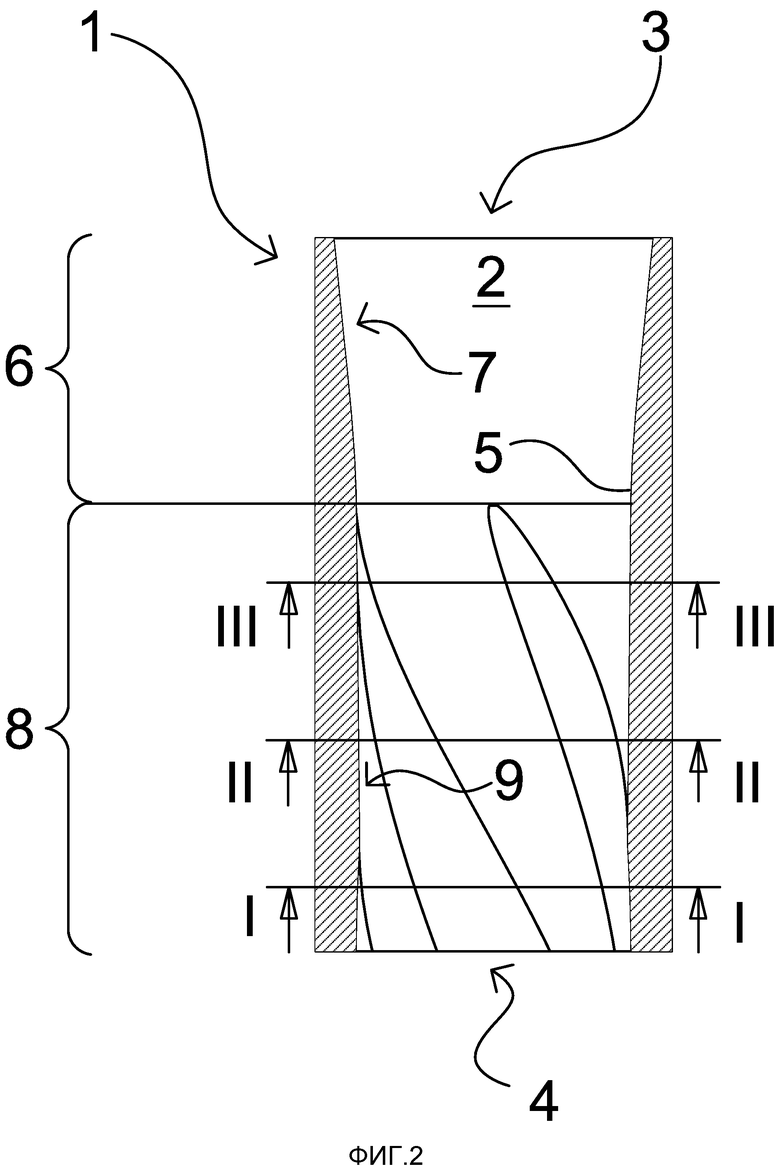
1. Кристаллизатор (1) для разливки металлического расплава в заготовку с круглым или многоугольным поперечным сечением в установке для непрерывной разливки, содержащий сквозную формовочную полость (2), при этом формовочная полость (2) ограничена в направлении извлечения заготовки впускным отверстием (3) для заливки расплава в кристаллизатор и выпускным отверстием (4) для извлечения, по меньшей мере, частично затвердевшей заготовки из кристаллизатора (1), а поперек направления извлечения формовочная полость (2) ограничена внутренней стенкой (5) кристаллизатора (1), формовочная полость (2) имеет зону (8) снятия нагрузки, с соответствующим разгрузочным литейным конусом (9), при этом зона (8) снятия нагрузки имеет несколько углублений (10) во внутренней стенке (5) кристаллизатора (1) для разгрузки заготовки, отличающийся тем, что углубление (10) или повторяющаяся последовательность, состоящая из зоны с углублением и зоны без углубления, проходит по продольной длине зоны (8) снятия нагрузки в направлении извлечения, причем углубление (10) или указанная повторяющаяся последовательность имеет форму винтовой линии, а глубина или ширина углубления (10) во внутренней стенке (5) уменьшается постоянно и монотонно по развернутой длине винтовой линии противоположно направлению извлечения заготовки.
2. Кристаллизатор по п.1, отличающийся тем, что углубление выполнено в виде канавки или в виде выкружки.
3. Кристаллизатор по любому из пп.1 или 2, отличающийся тем, что зона (8) снятия нагрузки имеет n углублений (10), при этом каждые два соседних углубления имеют угловой сдвиг 360°/n вокруг средней оси формовочного полого пространства (2).
4. Кристаллизатор по п.1, отличающийся тем, что перед зоной (8) снятия нагрузки расположена входная зона (6) с входным литейным конусом (7), при этом входная зона (6) проходит от впускного отверстия (3) до зоны (8) снятия нагрузки.
5. Кристаллизатор по п.1, отличающийся тем, что после зоны (8) снятия нагрузки расположена выходная зона с выходным литейным конусом, при этом выходная зона проходит от зоны (8) снятия нагрузки до выпускного отверстия (4).
6. Кристаллизатор по любому из пп.4 или 5, отличающийся тем, что один или несколько элементов из группы, состоящей из входного литейного конуса (7), разгрузочного литейного конуса (9) и выходного литейного конуса, имеют параболическую конусность.
7. Кристаллизатор по любому из пп.4 или 5, отличающийся тем, что переход от одного литейного конуса к следующему литейному конусу выполнен непрерывным, предпочтительно с возможностью многократного непрерывного дифференцирования.
8. Кристаллизатор по п.1, отличающийся тем, что формовочная полость (2) имеет выпуклую кривизну.
9. Кристаллизатор по п.1, отличающийся тем, что предназначен для непрерывной разливки для изготовления металлической заготовки из стали с круглым или многоугольным поперечным сечением.
| DE 4141872 A1, 02.07.1992 | |||
| RU 2006142221 A, 10.06.2008 | |||
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 2003 |
|
RU2316408C2 |
| US 4168738 A, 25.09.1979 | |||
| Устройство для измерения двулучепреломления | 1981 |
|
SU958871A1 |

